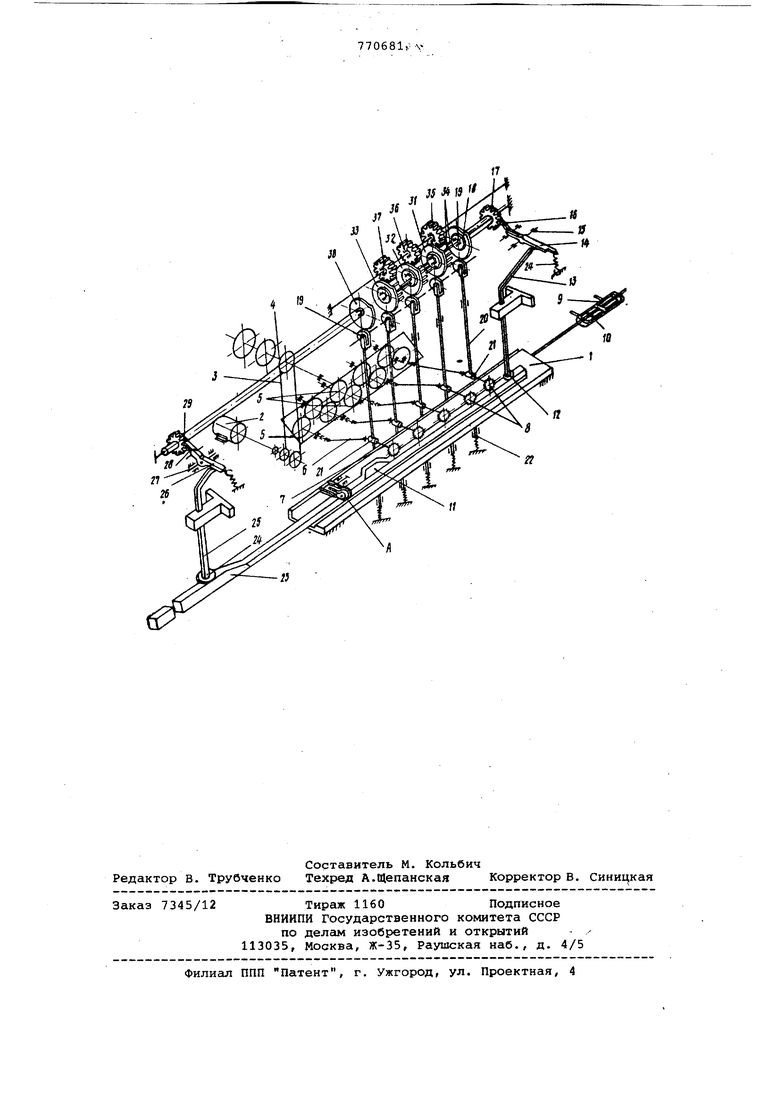
Изобретение относится к металлорежущему оборудованию и может применят ся для обработки пазов в деталях, на пример в ключах замков разной глубины и с определенным шагом. Известны станки для обработки пазов в ключах, включающие стол для деталей, инструментальные шпиндели и кулачковый вал l. С целью повышения производительности описываемый полуавтомат снабжен храповыми механизмами, числа зуб ев которых отличны между собой на единицу, и многоступенчатым цевочньм механизмом, причем храповик одного храпового механизма жестко соединен с одним из кулачков, храповик другого храпового механизма жестко соединен с ведущим диском цевочного механизма, остальные диски которого выполнены заодно с кулачками, а шпинде ли установлены с возможностью перемещения. На чертеже представлена кинематическая схема предложенного полуавтомата. Полуавтомат содержит стол 1 с зажимным приспособлением, электродвигатель 2, клиноременную передачу 3, вал 4 шестерни 5, шарнирные муфтьг 6, шпиндели 7 и дисковые фрезы 8 по числу канавок, фрезеруемых в комплекте заготовок А. Полуавтомат содержит также гидропривод 9 со штоком 10,.копир 11, жестко скрепленный со столом 1, ролик 12, шарнирно-скрепленный с толкателем 13, рычаг 14, свободно посаженный на ось 15 и постоянно поджатый к толкателю 13, собачку 16, жестko соединенную с рычагом 14 и входящую в зацепление с зубьями храповика 17, число зубьев которого равно четырнадцати. Полуавтомат содержит также кулачок 18, жестко скрепленный с храповиком 17. Профиль кулачка 18 разбит на участки, число которых равно числу зубьев храповика 17, т.е. в данном случае на четырнадцать участков. На каждом из четырнадцати участков профиль кулачка 18 представляет собой дугу окружности, описанную из центра вращения кулачка 18, причем радиусы дуг на различных участках профиля кулачка IS различны. К профилю кулачка 18 постоянно поджат ролик 19, жестко скрепленный с соответствующей полуосью 20, которая, в свою очередь, жестко скреплена с соответствующей шпиндельной коробкой 21. В последней установлен соответствующий шпиндель 7 с дисковой фрезой 8. Через полуось 2 жестко скрепленную со шпиндельной ко робкой 21, осуществляется постоянное прижатие ролика 19 к профилю кулачка 18. Полуавтомат содержит также копир 23, жестко скрепленный со столом 1, ролик 24, шарнирно-скрепленный с тол кателем 25, рычаг 26, свободно посаженнйй на ось 27 и постоянно прижаты к толкателю 25, собачку 28, жестко скрепленную с рычагом 26 и входящую в зацепление с зубьями храповика 29, число зубьев которого на единицу меньше чем число зубьев храповика 17, т.е. в данном случае число зубьев храповика 29 равно тринадцати. Полуавтомат содержит также кулачок 30, жестко скрепленный с храповиком 29. Профиль кулачка 30 разбит на участки, число которых равно числу зубьев храповика 29, т.е. в данном случае на тринадць участков. На каждом из тринадцати участков профил кулачка 30 представляет собой дугу окружности, описанную из центра вращения кулачка 30, причем радиусы дуг на различных участках профиля кулачка 30 различны, но величины этих радиусов могут совпадать с величинами радиусов дуг, описывающих профиль ку лачка 18. Кулачок 30 связан с соответствующим шпинделем 7 и дисковой фрезой 8 также, как кулачок 18, т.е. с помощью соответствующих ролика 19, по.луоси 20, шпиндельной коробки 21 и полуоси 22. Полуавтомат .содержит также кулачки 31-33, которые свободно посажены на общем валу с кулачками 18 и 30. Профили каждого из кулачков 31-33 аналогичны профилю кулачка 18. Кулач ки 31-33 связаны с соответствунвдими шпинделями 7 и дисковыми фрезами 8 также, как кулачок 18, т.е. с помощь соответствующих ролика 19, полуоси 20, шпиндельной коробки 21 и полуоси 22. На левом торце кулачка 18 укреплены два штифта 34, которые могут входить в зацепление с зубьями диска 35. Диск 35 постоянно зацеплен с одним из четырнадцати штифтов 34, ук репленных на правом торце кулачка 31 Соосно с диском 35 свободно посажены диски 36 и 37. Два штифта 34, укрепленных на левом торце -кулачка 31, могут входить в зацепление с зубьями диска 36, который зацеплен с одним из четырнадцати штифтов 34, укрепленных на правом торце кулачка 32. Два штифта 34, укрепленных на левом торце кулачка 32, могут входить в зацепление с зубьями диска 37, который постоянно зацеплен с одним из четырнадцати штифтов 34, укрепленных на правом торце кулачка 33. Кулачки 18, 31, 32, 33, кинематически связанные между собой при помощи штифтов 34 и дисков 35-37, представляют многоступенчатый цевочный механизм. Полуавтомат работает следующим образом. Комплект заготовок А помещают в приспособление на столе 1 и зажимают. При пуске станка в ход от элект- родвигателя 2 через клиноременную передачу 3 вращения передается валу 4 и шестерням 5. Последние передают вращение остальным валам, от которых с помощью шарнирных муфт б вращение передается шпинделям 7 и дисковым фрезам 8. После этого включают гидропривод 9. При нажатии на кнопку вперед (не показана) шток 10 вместе со столом 1 начинает движение слева направо. Заготовки А в процессе движения стола 1 проходят под фрезами 8 и каждая из фрез фрезерует одну из канавок в комплекте заготовок А. В конце хода стола 1 слева направо копир 11 набегает на ролик 12, толкатель 13, поднимаясь, поворачивает рычаг 14 вокруг оси 15, а собачка 16 поворачивает храповик 17 и кулачок 18 на угол рад. При этом меняется радиус кулачка в точке контакта его с роликом 19. В результате полуось 20, шпиндельная коробка 21, полуось 22, соответствующий шпиндель 7 с дисковой фрезой 8 перемещаются и соответствующая фреза 8j занимает новое положение по высоте относительно комплекта заготовок А, т.е. меняется глубина одного из пазов, которые фрезеруются в заготовках А при последующей фрезеровке. В конце хода слева направо стол 1 автоматически останавливается, комплект отфрезерованных заготовок А вручную удаляется и на их место устанавливается новый комплект заготовок А. При нажатии кнопки назад (не показана) шток 10 гидропривода 9 вместе со столом 1 и комплектом заготовок А начинает движение справа налево. Заготовки А в процессе движения стола 1 проходят под фрезами 8 и каждая из фрез 8 фрезерует одну из канавок в комплекте заготовок А. При этом глубина канавки профреэерованной крайней правой фрезой 8 отличается от глубины соответствующей канавки, профрезерованной в комплекте заготовок А при предыдущем ходе стола 1. После окончания фрезерования копир 23 находит на ролик 24, толкатель 25, Поднимаясь, поворачивает рычаг 26 вокруг оси 27, а собачку 28 поворачивает храповик 29 и кулачок 30 на угол рад. В результате соответствующая фреза 8 занимает новое положение по высоте относительно комплекта заготовок А.
Поскольку сочетание глубины канавок, профрезерованных в комплекте заготовок А, определяет секретность ключей и замков, то каждый комплект заготовок А, профрезерованных на полуавтомауе, отличается по секретности от предыдущего. Храповой механизм с храповиками 17 (количество зубьев четырнадцать) поворачивает кулачок 18 при каждом ходе стола 1 слева направо на угол 2Р/14 рад двенадцать раз, начальное положение кулачков 31, 32 и 33 сохраняется при этом неизменным
На тринадцатом повороте кулачка 18 один из двух штифтов 34, укрепленных на левом торце кулачка 18, войдет в зацепление с диском 35, провернет диск 35, а последняя через штифты 34 провернет на угол 2S714 рад кулачок 31.
На ч етырнадцатом провороте кулачка 18 второй штифт 34, укрепленный на левом торце кулачка 18, через диск 35 провернет кулачок 31 на угол 212714 рад. Кулачок 31 аналогично через диск 36 на тринадцатом и четырнадцатом проворотах на угол 27Z/14 рад провернет кулачок 32 два раза на тот же угол 21С/ рад. Кулачок 32 аналогично через диск 37 на тринадцатом и четырнадцатом проворотах на угол 2fr/14 рад провернет кулачок 33 два раза на тот же угол 21Г/14 рад. Храповой механизм с храповиком 29 (количество зубьев тринадцать) поворачивает кулачок 30 при каждом ходе стола справа налево на угол 21Г/13 ргщ.
Можно посчитать количество ходов стола 1, начиная с некоторого исходного положения, после которого кулачки 18, 30, 31, 32, 33 расположатс относительно своих роликов 19 так, как они располагались в исходном положении. Это количество ходов соответствует числу комплектов ключей, подряд фрезеруемых на полуавтомате без повторения по секретности. В далнейшем эта величина именуется секретность. Кулачок 18 и кулачок 31
расположатся относительно роликов 19 также, как в исходном положении после () ходов стола 1. Кулачки 18, 31, 32 расположатся относительно своих роликов 19 также, как в исходном - положении после () ходов стола 1.
Кулачки 18, 31, 32 и 33 расположатся относительно своих роликов 19 также, как в исходном положении после () ходов стола 1.
Кулачок 30 одновременно со всеми остальными кулачками расположится относительно своего ролика 19 также, как в исходном положении после того, как весь цикл проворота кулачков 18, 5 31, 32 , 33 (14 7.7 «7 ) повторится тринад цать раз. Отсюда секретность равна
С 62426, где С секретность.
Таким образом, конструкция полуавтомата обеспечивает 62426 вариантов фрезеровки без повторения по секретам автоматически.
Формула изобретения
Полуавтомат для обработки пазов в ключах, включающий стол для деталей, инструментальные шпиндели и кулачковый вал, отлйчающийс я тем, что, с целью повышения производительности, полуавтомат снабжен храповыми механизмами, числа зубьев которых отличны между собой на единицу, и многоступенчатым цевочным механизмом, причем храповик одного
храпового механизма жестко соединен с одним из кулачков, храповик другого храпового механизма жестко соединен с ведущим диском цевочного механизма, остальные диски которого
выполнены заодно с кулачками, а шпиндели установлены с возможностью перемещения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 343785, кл. В 23 С 3/35, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Полуавтомат для обработки пазов | 1977 |
|
SU707703A1 |
| Гравировальный полуавтомат | 1957 |
|
SU111676A1 |
| Устройство для обработки поперечных пазов в ключах к замкам | 1986 |
|
SU1450968A1 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1973 |
|
SU363588A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Автомат для фрезерования пазов | 1988 |
|
SU1593898A1 |
| Резьбонакатной станок | 1978 |
|
SU740368A1 |
| Устройство для нарезания объемного орнамента на плоской рейке | 1989 |
|
SU1729630A2 |