и вальцов с взаимно перекрещивающимися осями.
8. Станок по пп. 1-7, отличающийся тем, что, с целью повышения безопасности при работе с вращающимся режущим инструментом, имеющим пластинки твердого
1
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для обработки деревянных корпусов.
Цель изобретения - повышение производительности и качества обработки, расширение технологических возможностей и повышение безопасности.
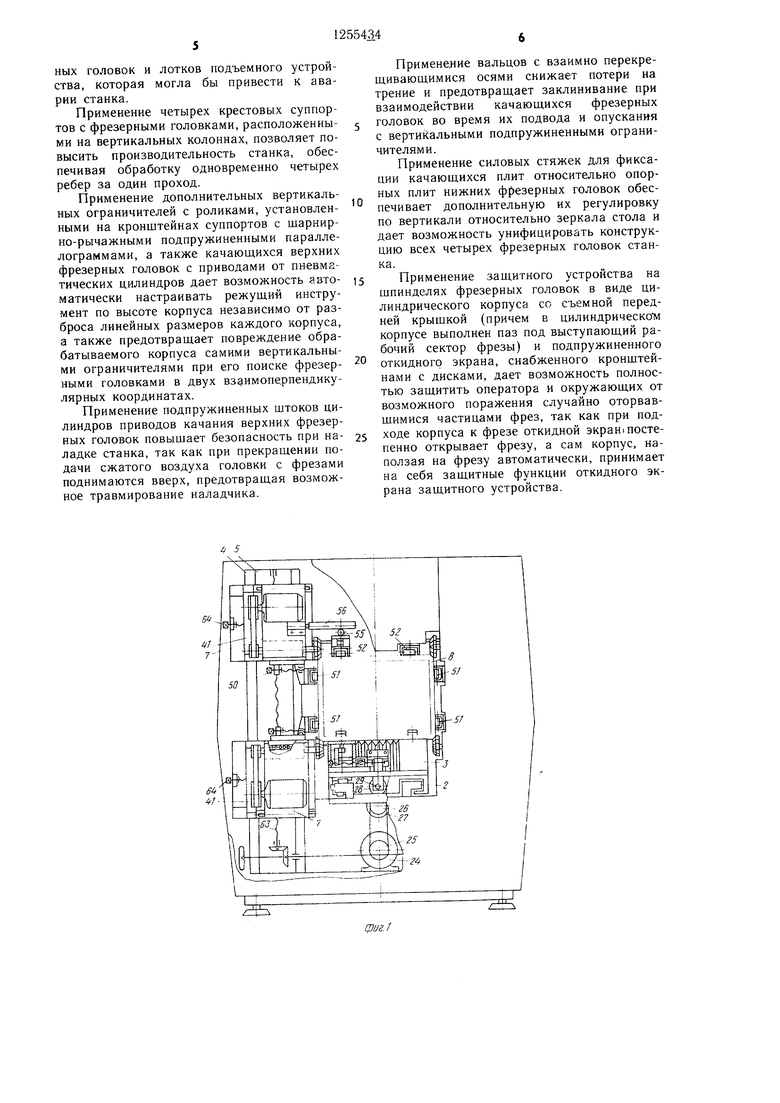
На фиг. 1 изображена схема предлагаемого станка, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - стол, общий вид; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - подъемное устройство, общий вид; на фиг. 6 - защитное устройство, общий вид.
Станок состоит из станины 1, продольных направляющих 2, подвижного стола 3, с боковых противоположных сторон которого на вертикальных направляющих 4 колонн 5 станины установлены крестовые суппорты 6 с фрезерными головками 7 для закругления боковых ребер корпуса 8, подъемного устройства 9 и рольгангового накопителя 10.
На продольных направляющих 2 станины 1 установлен стол 3, который состоит из двух частей в виде коробчатых корпусов 11 и 12, жестко смонтированных на соосных горизонтальных направляющих 13 и перемещающихся относительно опорной плиты 14 при помощи передачи 15 винт-гайка. В теле коробчатых корпусов 11 и 12 смонтированы на шарнирно-рычажных параллелограммах 16 четыре зажимных устройства в виде Г-образных рычагов Г/. Г-образные рычаги одного корпуса nonapiio связаны с одноименными рычагами другого корпуса телескопическими тягами 18, которые приводятся в действие силовыми цилиндрами 19, установленными на опорной п.чите 4. При изменении ширины обрабатываемого изделия Г-образные рычаги 17, снабженные упругими элементами 20, имеют воз:.;ож- ность перемещаться в Т-образных пазах полок параллелограммов 16 при помощи сухарей-фиксаторов 21 и крепежных элементов 22. Для базирования корпуса 8 на столе имеются втулки 23.
Механизм подачи приводного стола состоит из электродвигателя 24, клиноременной
сплава, верхние и нижние фрезерные головки снабжены защитными устройствами в виде кожухов с вырезами под рабочую часть инструмента и закрывающих эти вырезы поворотных подпружиненных экранов, причем последние снабжены кронштейнами с горизонтальными дисками.
передачи со шкивами 25 и 26, открытой зубчатой передачи из шестерен 27 и 28 и винтовой передачи 29.
На станине 1 со стороны выхода обработанных корпусов 8 смонтировано подъемное устройство 9 в виде установленной на штоке силового цилиндра 30 тяги 31 с двумя закрепленнными на ней и расположенными в корпусах с вертикальными опорами 32 качения штангами 33, на верхних концах которых жестко закреплены корпуса с опорами 34 качения, в которых перемещаются поперечные горизонтальные направляющие 35 с жестко закрепленными на них лотками 36, боковые по- верхности которых связаны фиксирующими пальцами 37 с вертикальными пазами кронштейнов 38 нижних суппортов 39.
0
На направляющих колонн 5 установлены четыре крестовых суппорта 6 с силовыми цилиндрами 40, при помощи которых фрезерные головки 7 перемещаются в горизонтальной плоскости по направляющим качения.
Фрезерные головки 7 состоят из опорных плит 41 и качающихся в вертикальной плос- 5 кости плит 42, связанных между собой шарнирными опорами 43.
Опорные плиты 41 и качающиеся плиты 42 нижних фрезерных головок жестко соединены силовь ми стяжками 44, а верхних фрезерных головок - силовыми цилиндрами (пневмоцилиндрами) 45, штоки которых взаимодействуют с пружинами 46 для подъема головок в верхнее положение. Привод фрезерных головок состоит из электродвигателей 47, шкивов 48 и 49 и плоскоременной передачи. На опорных плитах 41 в направляющих скольжения установлены регулируемые посредством винтовых пар 50 горизонтальные роликовые ограничители 51, служащие для взаимодействия с боковыми стенками обрабатываемого корпуса 8. Для взаимодействия с верхней стенкой обрабатываемого корпуса 8 служат вертикальные роликовые ограничители 52, связанные через регулировочные механизмы в виде винтовых пар 53, клиновых упоров 54 и вальцов 55 и 56 с перекрещивающимися осями с качаю
щимися плитами 42 фрезерных головок, причем роликовые рграничители 52 крепятся к крестовым суппортам 6 верхних фрезерных головок при помощи подпружиненных шарнирно-рычажных параллелограммов 57, установленных на кронштейнах.
Защитные устройства фрезерных головок состоят из цилиндрических кожухов 58 с вырезами под выступающие рабочие части фрез 59, передних съемных крышек 60 и подпружиненных поворотных экранов 61. На последних установлены кронштейны с дисками 62 для их взаимодействия с боковыми стенками обрабатываемых корпусов.
Станок работает следующим образом.
Фрезерные головки 7 ориентируют относительно установленного на столе 3 шаблона, имитирующего закругленные ребра обрабатываемого корпуса 8, посредством винтовых пар 63 и 64, .крестовых суппортов 6, пневмоцилиндров 40 и 45, механизмов подачи фрезерных головок 7 относительно крестовых суппортов 6 и силовых стяжек 44. При этом совмещают конфигурации фрез с профилем шаблона. Затем с помощью винтовых пар 50 подводят роликовые ограни- чители 51 до касания роликами вертикальных стоек шаблона, а с помощью винтовых пар 53, клиновых упоров 54 и вальцов 55 и 56 - с перекрещивающимися осями подводят ограничители 52 до касания роликами горизонтальных планок шаблона.
На стол 3 устанавливают корпус 8 и базируют его по втулкам 23. По команде с пульта управления станка осуществляют обработку корпуса 8 в автоматическом режиме: зажим корпуса 8 на столе 3 посред- ством силовых цилиндров 19, телескопических тяг 18 и шарнирно-рычажных параллелограммов 16 с установленными на них Г-об- разными рычагами 17; подвод четырех фрезерных головок 7 до упора роликами ограничителей 51 в боковые стенки корпуса 8; опускание двух верхних фрезерных головок пневмоцилиндра.ми 45 до упора роликами ограничителей 52 в крышку корпуса 8; включение электродвигателей 47 привода фрезерных головок 7 и электродвигателя 24, который посредством клиноременной передачи со шкивами 25 и 26 через открытую зубчатую передачу шестерен 27 и 28 и винтовую передачу 29 осуществляет рабочий ход стола 3 с закрепленным на нем корпусом 8. При этом фрезерные головки 7 осуществля- ют обработку ребер корпуса 8.
В конце рабочего хода стола 3 при его реверсе происходят подъем верхних фрезерных головок от обработанного корпуса 8 с помощью пружин 46 и отодвигание всех четырех фрезерных головок от обработанного корпуса 8 с помощью пневмоцилиндров 40 и освобождение корпуса 8 от прижима пнев- моцилиндрами 19, а подъемное устройство 9
посредством силового цилиндра 30 и лотков 36 осуществляет снятие обработанного корпуса 8 с поверхности стола 3.
Стол 3 возвращается в исходное положение, на него укладывают последующий корпус для обработки, и цикл повторяется. Во время рабочего хода стола 3 с закрепленным корпусом происходит сталкивание обработанного ранее корпуса с лотков 36 подъемного устройства 9 на имеющийся на станке рольганговый накопитель 10 посредством упругих элементов на торцах коробчатых корпусов стола 3 в виде упругой резины.
Положительный эффект изобретения заключается в том,- что предлагаемый станок позволяет повысить производительность и качество обработки, обладает щирокой универсальностью благодаря раздвижному столу и крестовым суппортам фрезерных головок, повышает надежность и качество крепления обрабатываемых изд,елий, а также может использоваться в станочных поточных линиях и встраиваться в автоматизированные линии.
Применение накопителя в виде неприводного рольганга позволяет широко использовать станок в поточных линиях, так как в этом случае нет необходимости задерживать обработку последующего изделия пока оператор следующего вида оборудования не снимет обработанное ранее на станке изделие для выполнения следующих операций обработки, особенно в случаях, если производительность последующих единиц оборудования поточной линии ниже производительности предлагаемого станка-полуавтомата.
Применение раздвижного стола с размещенными в его теле зажимами и привода зажи.мов позволяет значительно расширить диапазон обрабатываемых изделий, тем самым повысить степень универсальности станка, надежность и качество крепления обрабатываемых изделий независимо от разброса их габаритных размеров (толщины), упростить задачу автоматизации процесса обработки и съема обработанных изделий со станка, повысить эстетический уровень станка и культуру производства.
Применение лотков подъемного устройства, оснащенных горизонтальными направляющими, перемещающимися в опорах качения корпусов, жестко закрепленных на вертикальных щтангах и контактирующих с суп- порта.ми нижних фрезерных головок посредством фиксирующих пальцев и кронштейнов с вертикальными пазами, дает возможность лоткам автоматически перемещаться сипх- ронно с перемещением нижних суппортов фрезерных головок при переналадке на другой типоразмер обрабатываемых изделий, сокрашает подготовительно-заключительное время и исключает возможную ошибку при автономной переналадке суппортов фрезер
ных головок и лотков подъемного устройства, которая могла бы привести к аварии станка.
Применение четырех крестовых суппортов с фрезерными головками, расположенными на вертикальных колоннах, позволяет повысить производительность станка, обеспечивая обработку одновременно четырех ребер за один проход.
Применение дополнительных вертикальных ограничителей с роликами, установленными на кронштейнах суппортов с шарнир- но-рычажными подпружиненными параллелограммами, а также качающихся верхних фрезерных головок с приводами от пневматических цилиндров дает возможность автоматически настраивать режущий инструмент по высоте корпуса независимо от разброса линейных размеров каждого корпуса, а также предотвращает повреждение обрабатываемого корпуса самими вертикальными ограничителями при его поиске фрезер- ными головками в двух вз имопе.рпендику- лярных координатах.
Применение подпружиненных штоков цилиндров приводов качания верхних фрезерных головок повыщает безопасность при на- ладке станка, так как при прекращении подачи сжатого воздуха головки с фрезами поднимаются вверх, предотвращая возможное травмирование наладчика.
Применелие вальцов с взаимно перекрещивающимися осями снижает потери на трение и предотвращает заклинивание при взаимодействии качающихся фрезерных головок во время их подвода и опускания с вертикальными подпружиненными ограничителями.
Применение силовых стяжек для фиксации качающихся плит относительно опорных плит нижних )езерных головок обеспечивает дополнительную нх регулировку по вертикали относительно зеркала стола и дает возможность унифицировать конструкцию всех четырех фрезерных головок станка.
Применение защитного устройства на щпинделях фрезерных головок в виде цилиндрического корпуса со съемной передней крыщкой (причем в цилиндрическоти корпусе выполнен паз под выступающий рабочий сектор фрезы) и подпружиненного откидного экрана, снабженного кронщтей- нами с дисками, дает возможность полностью защитить оператора и окружающих от возможного поражения случайно оторвав- щимися частицами фрез, так как при подходе корпуса к фрезе откидной экран постепенно открывает фрезу, а сам корпус, наползая на фрезу автоматически, принимает на себя защитные функции откидного экрана защитного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закругления ребер деревянных корпусов | 1982 |
|
SU1055645A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Станок для двустороннего калибрования древесных плит | 1983 |
|
SU1102671A1 |
| Станок для обработки изделий ротационными инструментами | 1988 |
|
SU1716959A3 |
| Копировально-фрезерный станок | 1983 |
|
SU1117213A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |



гз
/4
фиг.З
21
фиг A
фиг. 5
59
61
фиг. 6
| Патент США № 4201254, кл | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Станок для закругления ребер деревянных корпусов | 1982 |
|
SU1055645A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
