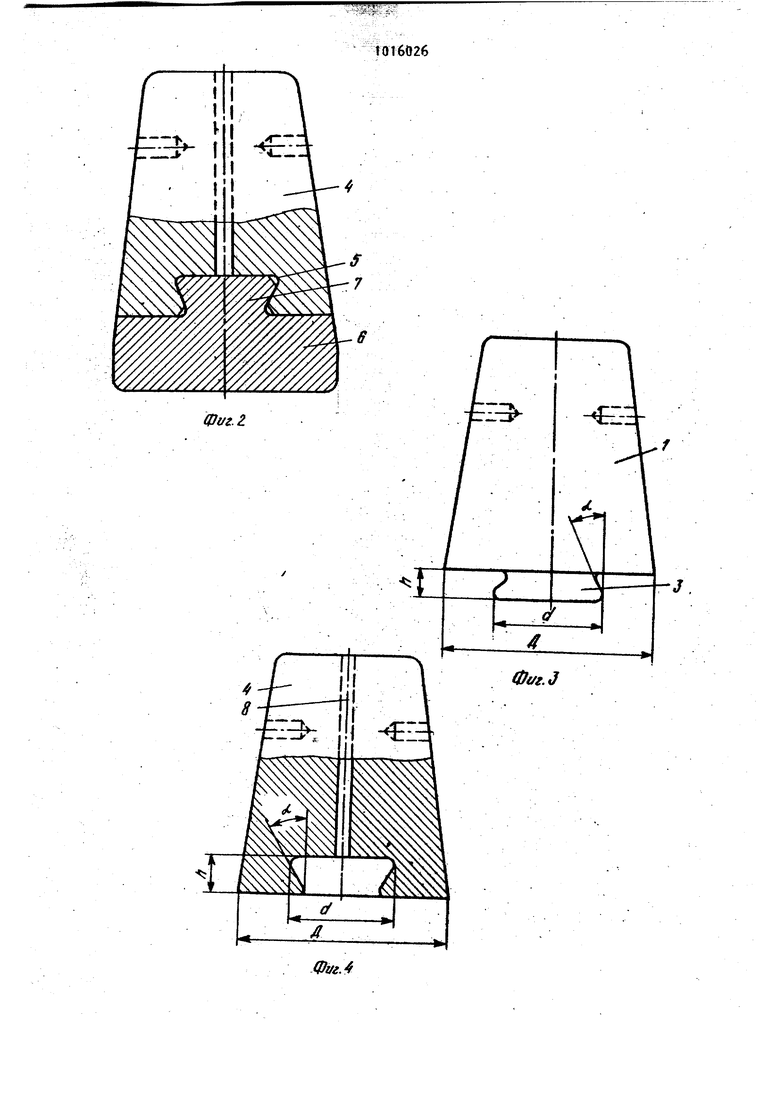
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовых цехах. Известен составной прошивень, выполненный из корпуса и рабочей час ти, соединенных между собой с помощью конического выступа, и способ его изготовления путем ковки отдельных частей прошивня, их механической обработки и соединения между со бой с 1 X ; Недостатками указанного способа изготовления составного прошивня являются высокая трудоемкость и сравнительно малая жесткость соединения его отдельных частей. Известен способ изготовления составного прошивня, состоящего из корпуса и рабочей части, путем прошивки нагретой заготовки сначала на пли те, а затем на плите с отверстием с образованием выдры 2. .Однако этот способ характеризуетсй трудоемкостью изготовления и низкой надежностью составного прошивня. Цель изобретения - снижение трудоемкости изготовления и повышение надежности составного прошивня. Поставленная цель достигается те что согласно способу изготовления составного прошивня, состоящего из корпуса и рабочей части, путем прошивки нагретой заготовки сначала на плите, а затем на плите с отверстие с образованием выдры, в качестве заготовки под прошивку используют з готовку из материала рабочей части прошивня., а прошивку самой заготовк осуществляют корпусом прошивня с об разованием выдры высотой, равной вы соте рабомей части прошивня. На фиг. 1 представлен составной прошивень с коническим выступом на торце кор11уса;--на фиг. 2 - то же, с конической полостью на торце корпуса; на фиг. 3 и - корпуса прошивней; на фиг. 5 последовательность операций изготовления составиого Прошивня, Прошивень выполнен в виде усемен иого конуса и состоит из корпуса 1 и рабочей чactи 2. Корпус 1 имеет конический .выступ 3. На фиг. 2 показан вариант выполнения прошивня, который состоит из корпуса 4 с конической полостью 5, выполненной на торце корпуса k, и рабочей частью 6 с коническим выступом 7. В корпусе k прошивня выполнен осевой канал 8, (см. фиг. 4) . Конический выступ 3 в корпусе прошивня 1 (во втором варианте исполнения - конический выступ 7 в рабочей части 2) выполняется с углом наклона, который выбирается в пределах 20-25°. Размеры выступа определяются размерами самого прошивня и удовлетворяют следующему соотноше- нию: d (0,6-0,7)D и h (0,15 -0,2)D, где d - диаметр выступа, D - диаметр корпуса прошивня, h - высота выступа. Конический выступ 3 служит для соединения корпуса 1 ic рабочей частью 2. Осевой канал 8 во втором варианте исполнения служит для выхода воздуха из полости 5 при заполнении ее металлом при прошивке. Способ изготовления составного прошивня осуществляют следующим образом. На г1лоскую плиту 9 устанавливают нагретую заготовку 10 из материала рабочей части прошивня (например, стали ЦТ-13). На верхний торец 11 заготовки 10.устанавливают плоскостью 12 выступ 3 корпуса прошивня 1 и нажатием верхнего бойка 13 осуществляют прошивку До образования высоты выдры, равной высоте рабочей части прошивня (фиг. 5 а). Затем заготовку 10 вместе с находящимся в ней выступом 3 переносят на осадочную плйт;у И с отверстием. После чего производят окончательную прошивky (фиг. 56). При выполнении операции прошивки металл заготовки 10 затекает в коническую полость 15 выступа 3, обеспечивая надежное соединение корпуса 1 с выдрой 16 ., После выравнивания 17 выдры 16 между двумя плоскими плитами 18 и 19 (фиг. 5 в) производят механическую обработку выдры до получения требуемых размеров рабочей части 2. Предлагаемый способ изготовления составных прошивней позволяет снизить -трудоемкость изготовления и повысить их надежность.
Фиг. 2.
ФшЛ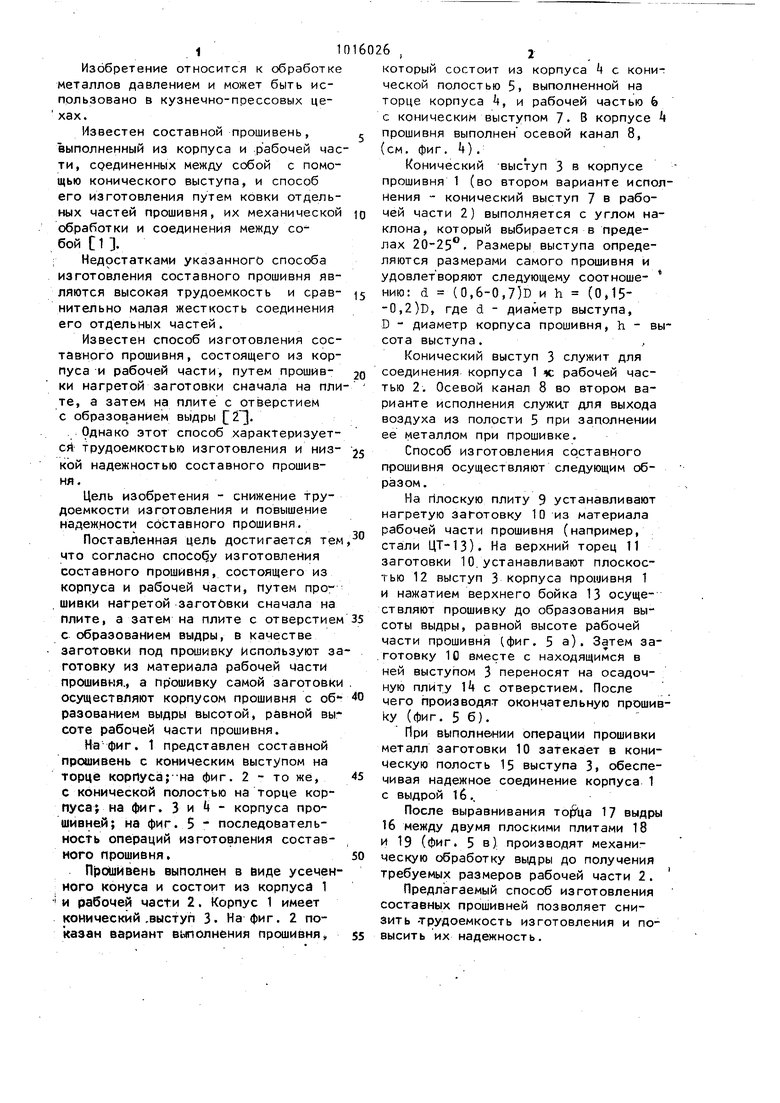
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Инструмент сквозной прошивки заготовок | 1978 |
|
SU733836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Прошивень | 1983 |
|
SU1228955A1 |
| Сборный полый прошивень | 1986 |
|
SU1386345A1 |
| Способ изготовления полых поковок из осаженных слитков | 1977 |
|
SU656727A1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |

СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ПРОШИВНЯ, состоящего из корпуса и рабочей части путем прошивки нагретой заготовки сначала на плите, а затем на плите с отверстием с образованием выдры, отличающийс я тем, что, с целью снижения трудоемкости изготовления и повышения надежности, в качестве заготовки под прошивку используют заготовку из материала рабочей -части прошивня, а прошивку самой заготовки осуществ-. ляют корпусом прошивня с образованием выдры высотой,-равной высоте рабочей части прошивня. Ф tS9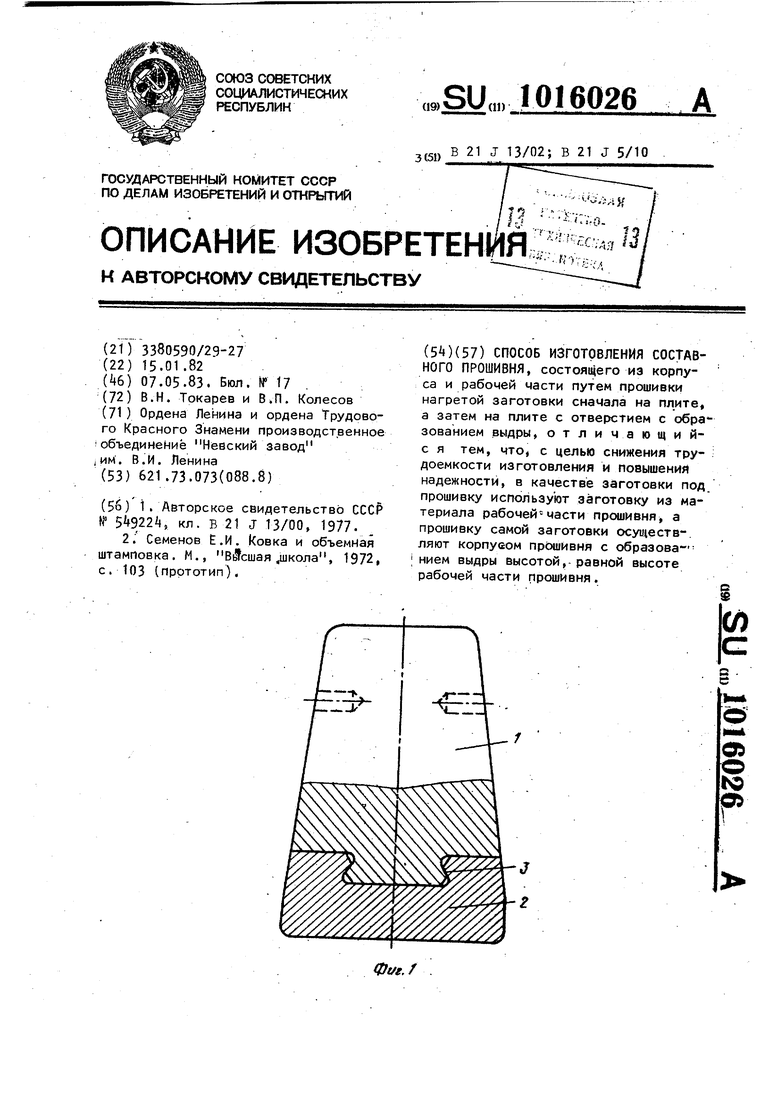
0&sJ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Семенов Ё.И, Ковка и объемная штамповка | |||
| М., кола, 1972, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
