(21)4127609/25-27
(22)04.10..86
(46) 07.04.88. Бюл. № 13
(71)Краматорский завод Энергомаш- спецсталь
(72)И.П.Шелаев, В.О.Кононенко и Н.П.Грабарь
(53)621.73(088.8)
(56)Авторское свидетельство ЧССР №.224111, кл. В 21 К 1/76, 1981,
(54)СБОРНЫЙ ПОЛЫЙ ПРОШИВЕНЬ
(57)Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента, используемого при прошивке заготовок. Цель- повышение производительности прошивки за счет сокращения подготовительного времени на сборку и на удаление
отхода металла из полого прошивня. Сборный полый прошивень содержит полый прошивень и составную кольцевую вставку. Вставка установлена в конической полости, выполненной на внутренней поверхности полого прошивня со стороны его рабочего торца. Части кольцевой вставки соединены с прошивнем фиксирующими элементами. После прошивки отдельные части кольцевой вставки перемещаются по конической поверхности вниз на величину зазора между фиксирующими элементами и стенками отверстий. Отверстия выполнены на полом прошивне. При этом образуется зазор между внутренним диаметром кольцевой вставки и отходом, что позволяет легко удалить отход из полого . прошивня. 2 ил.
о
S
(Л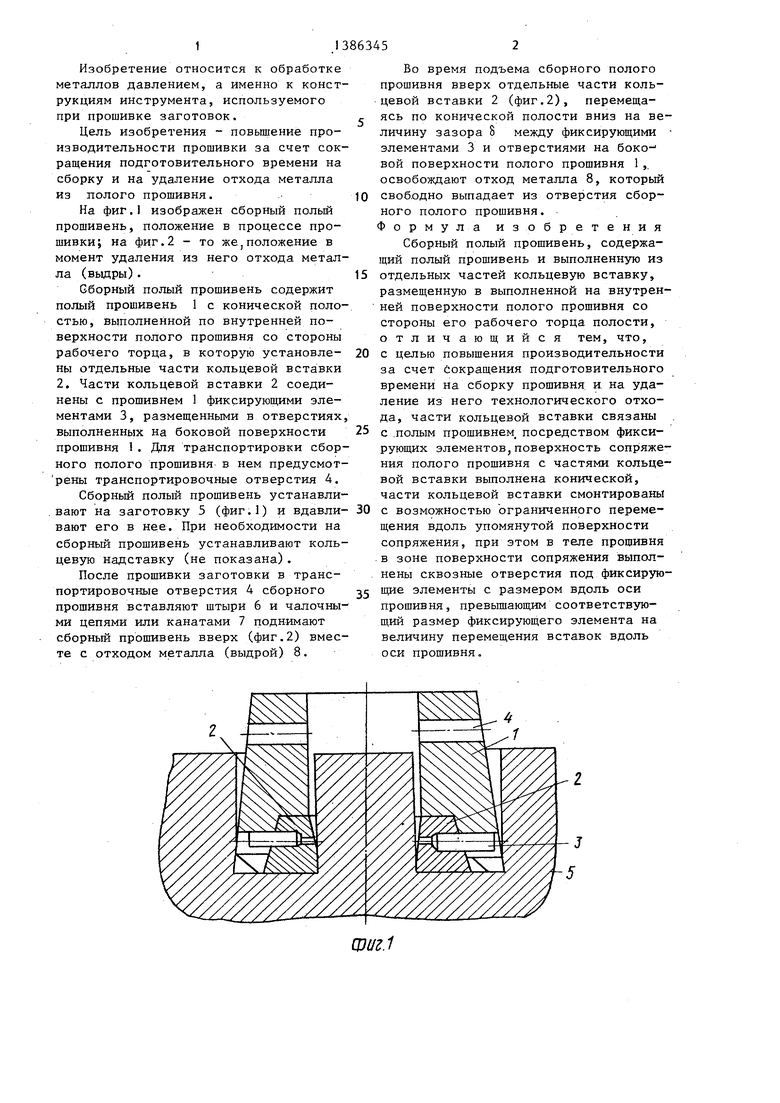
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Инструмент сквозной прошивки заготовок | 1978 |
|
SU733836A1 |
| Прошивень | 1983 |
|
SU1228955A1 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Прошивень | 1981 |
|
SU1002078A1 |
| Способ изготовления полой цилиндрической заготовки | 2018 |
|
RU2699425C1 |
| Способ изготовления составного прошивня | 1982 |
|
SU1016026A1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Инструмент для прошивки крупных заготовок | 1971 |
|
SU410603A1 |

00
со 4 ел
Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента, используемого при прошивке заготовок.
Цель изобретения - повьшение производительности прошивки за счет сокращения подготовительного времени на сборку и на удаление отхода металла из полого прошивня.
На фиг.1 изображен сборный полый прошивень, положение в процессе прошивки; на фиг.2 - то жеJположение в момент удаления из него отхода металла (выдры).
Сборный полый прошивень содержит полый прошивень 1 с конической полостью, выполненной по внутренней поверхности полого прошивня со стороны рабочего торца, в которую установлены отдельные части кольцевой вставки 2. Части кольцевой вставки 2 соединены с прошивнем 1 фиксирующими элементами 3, размещенными в отверстиях выполненных на боковой поверхности прошивня 1. Для транспортировки сборного полого прошивня в нем предусмот- рены транспортировочные отверстия 4.
Сборный полый прошивень устанавливают на заготовку 5 (фиг.) и вдавливают его в нее. При необходимости на сборный прошивень устанавливают кольцевую надставку (не показана).
После прошивки заготовки в транспортировочные отверстия 4 сборного прошивня вставляют штыри 6 и чалочны- ми цепями или канатами 7 поднимают сборный прошивень вверх (фиг.2) вместе с отходом металла (выдрой) 8.
Во время подъема сборного полого прошивня вверх отдельные части кольцевой вставки 2 (фиг.2), перемещаясь по конической полости вниз на величину зазора 8 между фиксирующими элементами 3 и отверстиями на боко-- вой поверхности полого прошивня 1 ,. освобождают отход металла 8, который
свободно выпадает из отверстия сборного полого прошивня. Формула изобретения Сборный полый прошивень, содержащий полый прошивень и выполненную из
отдельных частей кольцевую вставку, размещенную в выполненной на внутренней поверхности полого прошивня со стороны его рабочего торца полости, отличающийся тем, что,
с целью повышения производительности за счет Сокращения подготовительного времени на сборку прошивня и на удаление из него технологического отхода, части кольцевой вставки связаны
с .полым прошивнем, посредством фиксирующих элементов,поверхность сопряжения полого прошивня с частями кольцевой вставки выполнена конической, части кольцевой вставки смонтировань
с возможностью ограниченного перемещения вдоль упомянутой поверхности сопряжения, при этом в теле прошивня в зоне поверхности сопряжения выполнены сквозные отверстия под фиксирующие элементы с размером вдоль оси прошивня, превьш1ающим соответствующий размер фиксирующего элемента на величину перемещения вставок вдоль оси прошивня.
Ц)иг.1
Ц)и г. 2
