1
Изобретение относится к обработке металлов давлением, а именно к инструменту для прошивки крупных заготовок.
Цель изобретения - повьппение качества за счет обеспечения удаления расчетного объема дефектного металла из слитка.
На фиг. 1 приведена конструкция предлагаемого прошивня; на фиг. 2 - устройство для удаления выдры из поло с ти пр ошив ня.
Прошивень имеет полый корпус с рабочим 2 и нерабочим 3 торцами. Внутренаия поверхность 4 прошивня со стороны рабочего торца 2 вьшолне- на конической с углом наклона образующей Ы , внутренняя поверхность 5 прошивня со стороны нерабочего торца 3 вьшолнена также конической с углом образующей р- 5-15°, обращенной меньшим основанием к нерабо-. чему- торцу 3. Наружная боковая поверхность прошивня снабжена кольцевой проточкой 6 прямоугольного сечения, расположенной со стороны нерабочего торца в зоне конической поверхности 5.
Угол наклона образующей 5-15 обуславливается тем, что при фиксация отхода металла в полости прошивня не происходит и вьщра выходит за пределы нерабочего торца инструмента, при значительно возрастает усилие прошивки, что отрицательно сказьшается на стойкости прошивня.
Прошивку прошивнем осуществляют следующим образом.
На предварительно осаженную заготовку устанавливают прошивень при помощи стержней, входящих в транспорные отверстия (не показаны). При воздействии на нерабочий торец 3 усилием пресса корпус 1 рабочим торцом 2 внедряется в заготовку. При этом менее качественная сердцевина слитка (дефектная часть) затекает в полость прошивня и надежно там (|)ик сируется до самого конца прошивки благодаря внутренней,полости 5. Me289551
тагш 7, затекаемый в полость 5, препятствует боковому смещению, прошивня в процессе прошивки, обеспечивая тем cai ibiM высокое качество прошивки.
S Применяя прошивни с различными углами конусности Ы и р , изменяют в широких пределах объем удаляемого в отход металла, что позволяет осуществлять качественную прощивку заtO готовок, получаемых из различных по массе слитков.
Угол /3 выбирается на 2-12° больше угла ol, . Это приводит к стабилизации массы удаляемого в отход металла
5 независимо от износа внутренней поверхности прошивня.
Рекомендуется выбирать угол oL в пределах до 3 с тем, чтобы в на- чапьньй момент прошивки осаженного
М блока со стороны усадочной раковины можно было захватить весь дефектный металл слитка. В дальнейшем течение отхода металла 7 во внутреннняо полость прошивня резко замедляется из25 за увеличения сопротивления на участке полости 5. Угол р выбирают в пределах 5-15° таким, чтобы величина отхода металла 7, выходящего за пределы прошивня, была незначительна.
30 Выступающая за пределы прошивня{ пина отхода не должна превьш5ать (из условия жесткости и устойчивости выступающей части) ,0 - 2,0 его минимального диаметра.
После окончания прошивки отход металла легко удаляется от прошивня благодаря наличию внутренней поверхности с двойной конусностью.
в случае возможного налипания
Q .металла на внутреннюю поверхность прошивня и невозможности естественного съема выдры последняя легко удаляется с помощью устройства, приведенного на фиг. 2.
|jj Прошивень 1 с выдрой 7 устанавливают в устройство, затем в кольцевую проточку 6 вставляют пластины 9, расположенные на стойках 8, и с помощью пуансона 10 усилием пресса удаляют
tj отход.
Таким образом, предлагаемый прошивень позволяет удалять расчетный объем дефектного металла.
5
10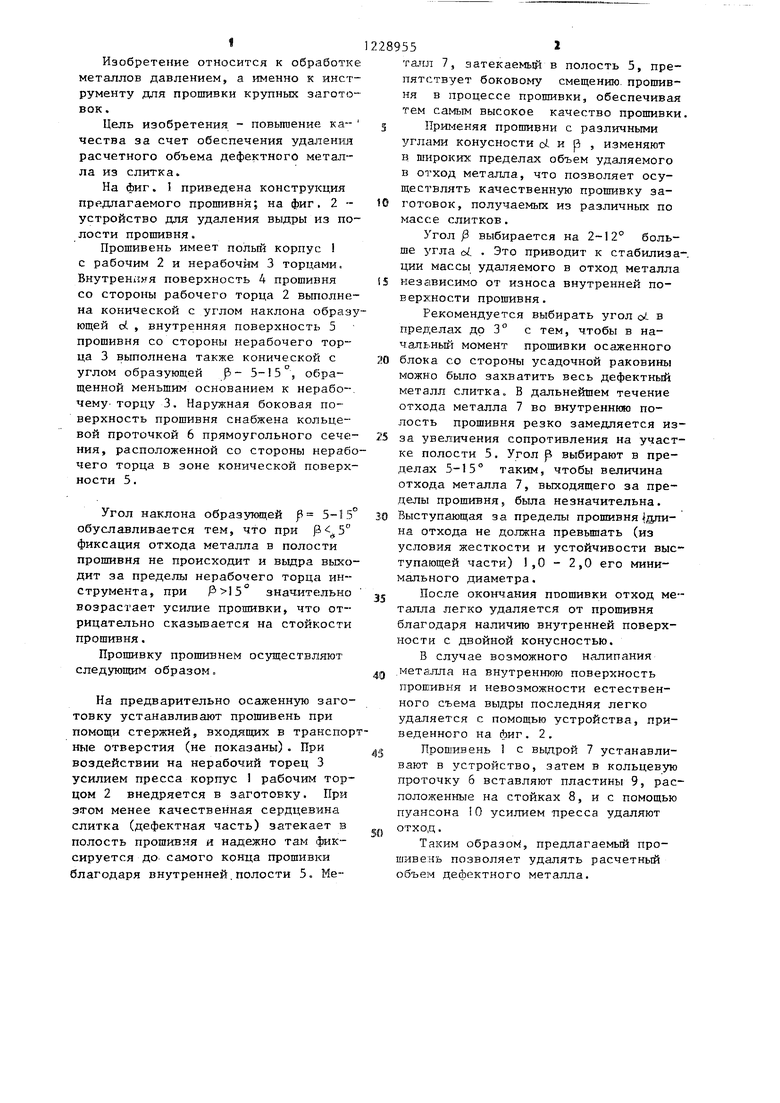
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Прошивень | 1980 |
|
SU946768A1 |
| Прошивень | 1981 |
|
SU1002078A1 |
| Инструмент для сквозной прошивки заготовок | 1985 |
|
SU1238871A1 |
| Способ изготовления полых поковок из осаженных слитков | 1977 |
|
SU656727A1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Инструмент сквозной прошивки заготовок | 1978 |
|
SU733836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления составного прошивня | 1982 |
|
SU1016026A1 |

Редактор А.Козориз
Составитель Н.Тимофеева Техред И.Попович
Заказ 2335/8Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг. 2
Корректор О.Луговая
| Прошивень | 1980 |
|
SU946768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
