(54) КАЛАНДР ДЛЯ ОБРЕЗИНИВАНИЯ КОРДА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двустороннего обрезинивания корда | 1981 |
|
SU1016199A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| Способ контроля качества обрезиненного невулканизованного корда | 1981 |
|
SU981010A2 |
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| Способ определения качества каландрованного обрезиненного корда | 1988 |
|
SU1537548A1 |
| КАЛАНДРОВАЯ УСТАНОВКА ДЛЯ ДВУСТОРОННЕГО ОБРЕЗИНИВАНИЯ ТЕКСТИЛЬНОГО ИЛИ СТАЛЬНОГО КОРДА | 1990 |
|
RU2008224C1 |
| Способ изготовления обрезиненного металлокордного полотна | 1986 |
|
SU1431946A1 |
| Способ настройки каландра | 1987 |
|
SU1701563A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 1994 |
|
RU2099362C1 |
1
Изобретение относится к оборудованию для шинного производства и может быть использовано при обрезинивании кордов.
Известен каландр для обрезинивания корда, содержащий установленные на станине основные и выносные валки, механизм регулирования зазора между валками и приводы вращения валков 1.
Недостатком известного каландра является то, что в нем не всегда обеспечивается высокое качество обрезинивания корда из-за недостаточной адгезии резиновой смеси с кордом, что, в свою очередь, отрицательно сказывается на качестве изделий, изготавливаемых из такого корда.
елью изобретения является повышение качества обрезинивания корда за счет повьиоения адгезации резиновой смеси с кордом.
Данная цель достигается тем, что каландр, содержащий установленные на станине основные и выносные валки, механизм регулирования зазора между валкгц ш и приводы вращения валков, согласно изобретению, снабжен установленными после основных валков по ходу движения обрезиниваемого корда дополнительными парами валков для
возбуждения ультразвуковых колебаний перпендикулярно обрезиниваемому корду.
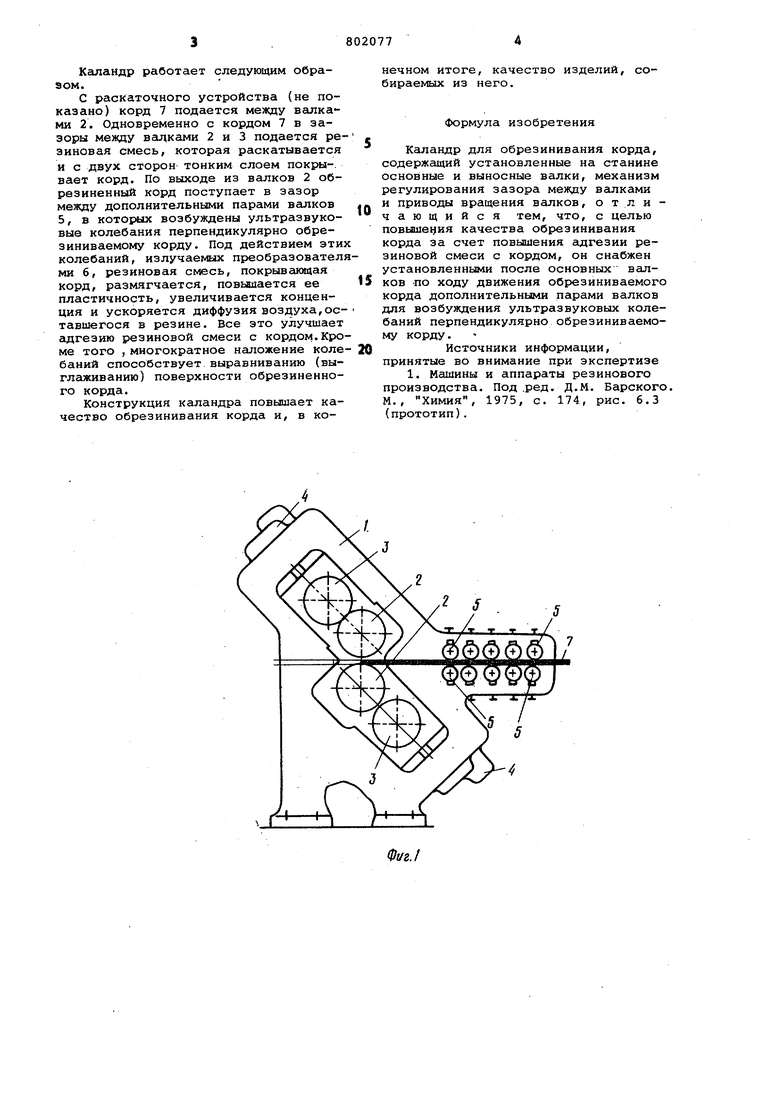
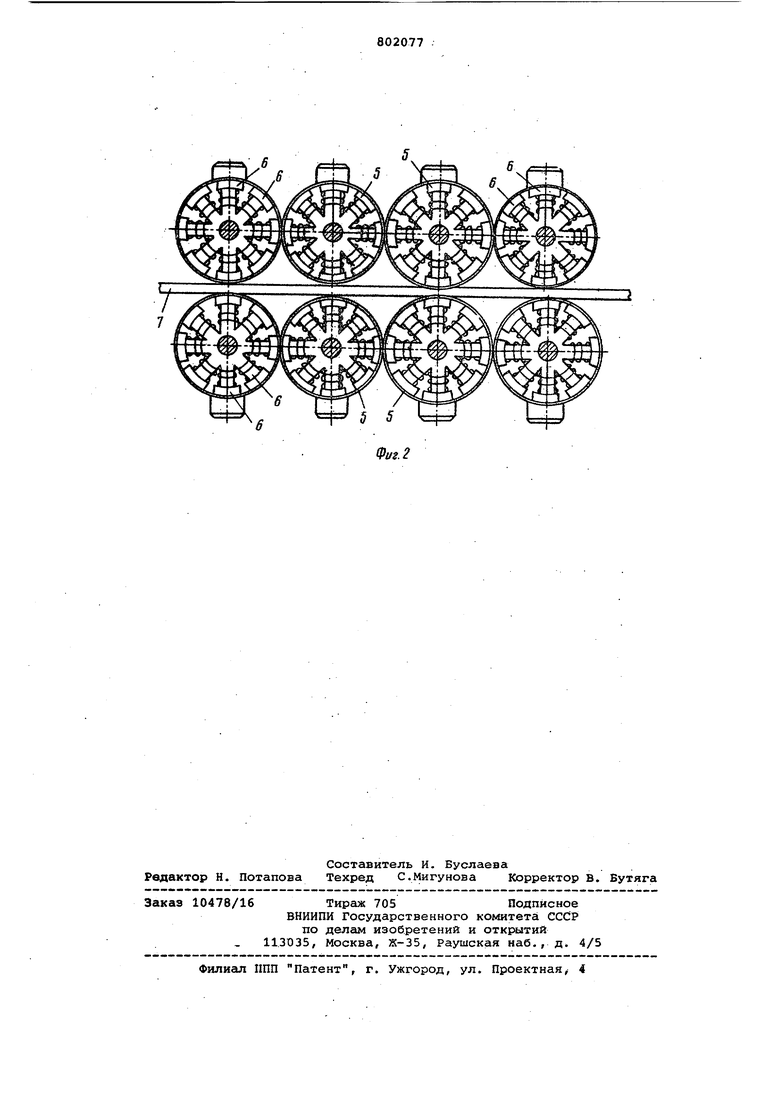
На фиг. 1 изображена общая схема каландра; на фиг. 2 - поперечное сечение дополнительных пар валков.
Каландр содержит станину 1, пары основных 2 и пары выносных 3 валков, механизмы 4 регулирования зазоров между валками и приводы (не показа0ны) вращений валков.
По ходу движения обрезиниваемого корда после основных валков 2 смонтирована группа (не менее трех пар) дополнительных пар валков 5 для воз5 бу ящения ультразвуковых колебаний с ультразвуковыми преобразователями 6, смонтированными, например, внутри валков 5 (фиг. 2). Преобразователи 6 подключены через щетки (не показаны) 0 к генератору (не показаны) или генераторам (при необходимости иметь различную частоту колебаний отдельных пар валков).
Дополнительные пары валков 5 приво5дятся во вращение от общего привода (не показан) каландра через соответствукнцую систему передач (не показана) . Каждая пара валков имеет известные устройства (не показаны) для ре0гулирования величины зазора. Ксшандр работает следующим образом. С раскаточного устройства (не показано) корд 7 подается между валками 2. Одновременно с кордом 7 в зазоры между вацками 2 и 3 подается ре зиновая смесь, которая раскатывается и с двух сторон тонким слоем покры-. вает корд. По выходе из валков 2 обрезиненный корд поступает в зазор между дополнительными парами валков 5, в которых возбуждены ультразвуковые колебания перпендикулярно обрезиниваемому корду. Под действием эти колебаний, излучаемых преобразовател ми 6, резиновая смесь, покрывающая корд, размягчается, повьвдается ее пластичность, увеличивается конценция и ускоряется диффузия воздуха,оставшегося в резине. Все это улучшает адгезию резиновой смеси с кордом.Кро ме того , многократное наложение коле баний способствует выравниванию (выглаживанию) поверхности обрезиненного корда. Конструкция каландра повышает качество обрезинивания корда и, в конечном итоге, качество изделий, собираемых из него. Формула изобретения Каландр для обрезинивания корда, содержащий установленные на станине основные и выносные валки, механизм регулирования зазора между валками и приводы вращения валков, отличающийся тем, что, с целью повьв11е{ ия качества обрезинивания корда за счет повышения сщгезии резиновой смеси с кордом, он снабжен установленными после основных валков по ходу движения обрезиниваемого корда дополнительными парами валков для возбуждения ультразвуковых колебаний перпендикулярно обрезиниваемому корду. Источники информации, принятые во внимание при экспертизе 1. Машины и аппараты резинового производства. Под .ред. Д.М. Барского. М., Химия, 1975, с. 174, рис. 6.3 (прототип).
