Ф Ф
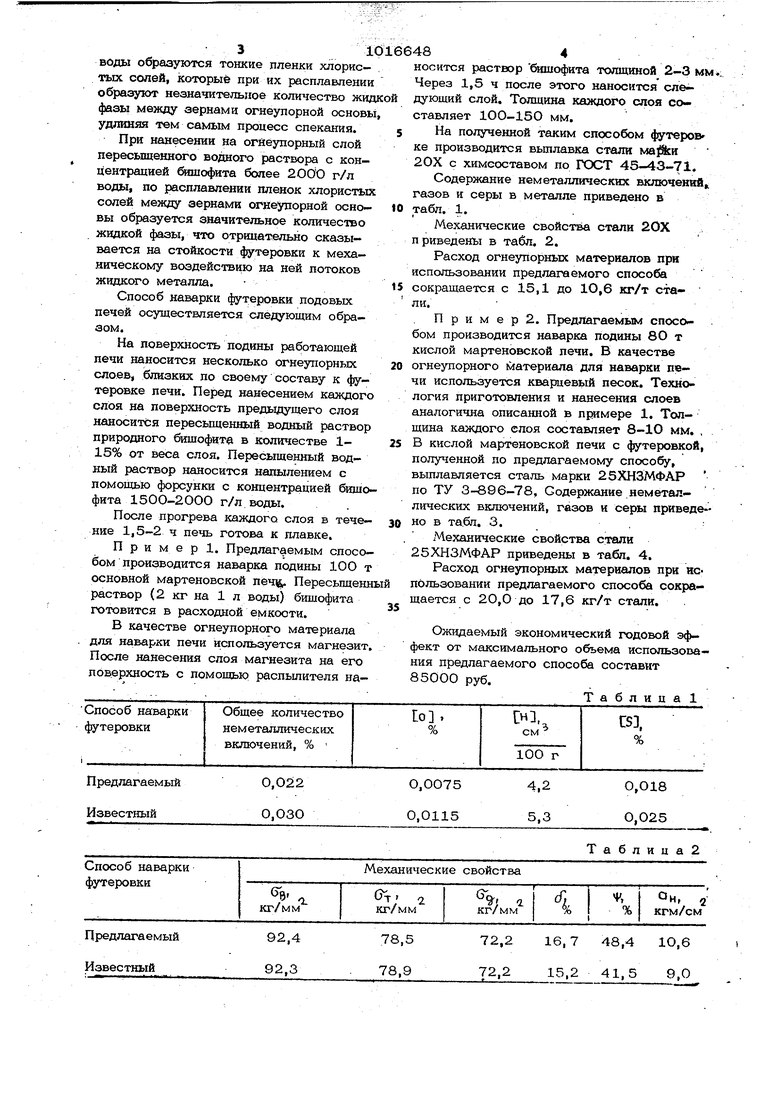
ОО Изобретение относится к черной металлургии и может быть использовано на предприятиях металлургической и маШ1шостроительной промышленности при наварке пода кислых и основных сталеплавильных агрегатов. Известен способ наварки футеровки пода кислых и основных сталеплавильных агрегатов, заключающийся в нанесении до 20 слоев смеси огнеупорного материала со шлаком или прокатной окалиной, и дальнейшей проваркрй каждого слоя в течении 3-3,5 ч l . Недостатком известного способа является длительность процессов изготовления футеровки и низкая её стойкость, Наиболее близким по технической сущ ности и достигаемому эффекту к предлага емому является способ наварки футеровки подовых печей, заключающийся в нанесеНИИ во время работы печи нескольких огнеупорных слоев, состоящих из смеси хро митовой руды с окисью магния, с последующим их прогревом L2 . Недостатками данного способа являют присутствие в составе слоев хромитовой руды, что обуславливает восстановление окислов хрома из футеровки печи в метал тем самь1М способствуя повышенному ее износу, а также отсутствие 1шкого- 1ибо рафинирующего воздействия на металл. Цель изобретения - повьпиение стойкости футеровки и придание её рафширую щих по отношению к металлу свойств. Поставленная цель достигается тем, что в способе наварки футеровки подовых печей, В1шючающем нанесение во время работы печи нескольких огнеупорных слоев с последующим их прогревом, каждый нанесенный слой перед прогревом покрьш ют слоем пересьщ1енного водного раствор природного бишофита в количестве 1-15% от веса слоя Раствор бишофита нанося с концентра цией 1500-2000 г на 1 л воды. Основной составляющей минерала бишо фита является хлористо-магниевая соль (АДОСВ„,-6Н20 ). Он такнсе содержит соли кальция, калия и микропримеси стронция, рубидия, цезия и других элементов. Хлористые соли магния, калия, кальция равномерно распределяются по поверх ности зерен огнеупорной основы, и после прогрева верхнего слоя, пленки кристаллов указанных болей придают ему прочность во всем его объеме. При температуре около 1600°С эти пленки расплавляются, и спекается только тонкий рабочий слой футеровки, соприкасающийся с металлом и прогревающийся до этой температуры; остальная jice масса слоя остается пластичной, -легко выдерживает термические расширения и сжатия при нагреве и охлаждении. При разрушении контакт ного слоя металл спекает следующие слои, и футеровка как бы самопроизвольно залечивается. Хлористые соли, разлагающиеся при высоких температурах с вьзделением газообразного хлора, рафинируют металл от водорода и неметаллических включений, существенно улучшая количество металла. Кроме того, присутствие .в футеровке снижает ее насьш1ение окислами железа, так как высвобождающийся при диссоциации оксила магний взаимодействует с окислами, железа, образуя MfO. Химический состав обезвоженного бтиофита следующий, %:Mg;Ce,95-97,CoCE2 0,9-1,8; Mg-Br 1,5-2; КСе 0,,7; мнкропримеси А6 , Ti , /Ли , Si , Во Sl , Mo , Rb , Cs . в сумме около 1. Использование бишофита для футеровки кислых печей в качестве связующей добавки к кварцевому песку позволяет существенно ускорить процесс наварки подины, который для кислых печей весьма трудоемок. Вместе с тем, наличие хлоридов в верхнем, контактирующем с металлом слое футеровки, замедляет процессы восстановления кремнезема, что способствует повышению стойкости наварки пода. Присутствие же в кислых шлаках ионов магния, поставляемых из верхнего слоя футеровки, облегчает восстановление кремния из кислых шлаков. Присутствие в бишофите микропримесей Ае , П , Мм , Si , Bq , SK- , Mo , Rb , GS также благоприятно сказывается на качестве металла, вследствие снижения его окисленности и модифици- рующего воздействия. Нанесение на поверхность слоя небольшого количества бишофита. - менее 1% не оказывает/существенного влияния на процесс спекания слоя и стойкость футеровки, так как хлористые соли неравномерно покрывают огнеупорную основу. Нанесение на поверхность слоя свыше 15% бишофита приводит к образованию значительного количества жидкой фазы в нем, что отрицательно сказывается на стойкости футеровки. При нанесении на огнеупорный слой пересыщенного водного раствора с концентрацией бишофита менее 1500 г/л воды образуются тонкие пленки хлористых солей, которые при их расплавлении образуют незначительное количество жид фазы между зернами огнеупорной основы удлиняя тем самым процесс спекания. При нанесении на огнеупорный слой пересыщенного водного раствора с концентрацией йпиофита более 2ООО г/л воды, по расплавлении пленок хлористьк солей между аернами огнеупорной основы образуется значительное количество ЖИДКОЙ фазы, что отрицательно сказывается на стойкости футеровки к механическому воздействию на ней потоков жидкого металла. Способ наварки футеровки подовых печей осуществляется следующим образом. На поверхность подины работающей печи наносится несколько огнеупорных слоев, близких по своему составу к футеровке печи. Перед нанесением каждог слоя на поверхность предьщущего слоя наносится пересыщенный водный раствор природного бишофита в количестве 115% от веса слоя. Пересыщенный водный раствор наносится напылением с помощью форсунки с концентрацией бишо фита 1500-2 ООО г/л воды. После прогрева каждого слоя в течение 1,5-2 ч печь готова к плавке. Пример. Предлагаемым спосо бом производится наварка подины 100 т основной мартеновской печ. Пересьпцен раствор (2 кг на 1 л воды) бишофита готовится в расходной емкости. В качестве огнеупорного материала для наварки печи используется магнезит После нанесения слоя магнезита на его поверхность с помощью распылителя на18 носится раствор бишофита толщиной 2-3 Через 1,5 ч после этого наносится следующий слой. Толщина каждого слоя составляет 100-15О мм. На полученной таким способом футероВ ке производится вьшлавка стали 20Х с химсоставом по ГОСТ 45-43-71. Содержание неметаллических включений,, газов и серы в металле приведено в табл. 1. Механические свойства стали 20Х п риведеньт в табл. 2. Расход огнеупорных материалов при использовании предлагаемого способа сокращается с 15,1 до 10,6 кг/т ста- ли.. п р и м е р 2. Предлагаемым способом производится наварка подины 8О т кислой мартеновской печи. В качестве огнеупорного материала для наварки печи используется кварцевый песок. Технология приготовления и нанесения слоев аналогична описанной в примере 1. Толщина каждого слоя составляет 8-10 мм. , В кислой мартеновской печи с футеровкой, полученной до предлагаемому способу, выплавляется сталь марки 25ХНЗМФАР по ТУ 3-896-78, Содержание неметаллических включений, газов и серы приведено в та.бп. 3., Механические свойства стали 25ХНЗМФАР приведены в табл. 4. Расход огнеупорных материалов при использовании предлагаемого способа сокращается с 20,6 до 17,6 кг/т стали. Ожидаемый экономический годовой эффект от максимального объема использования предлагаемого способа составит 85000 руб. Таблица
Таблица 3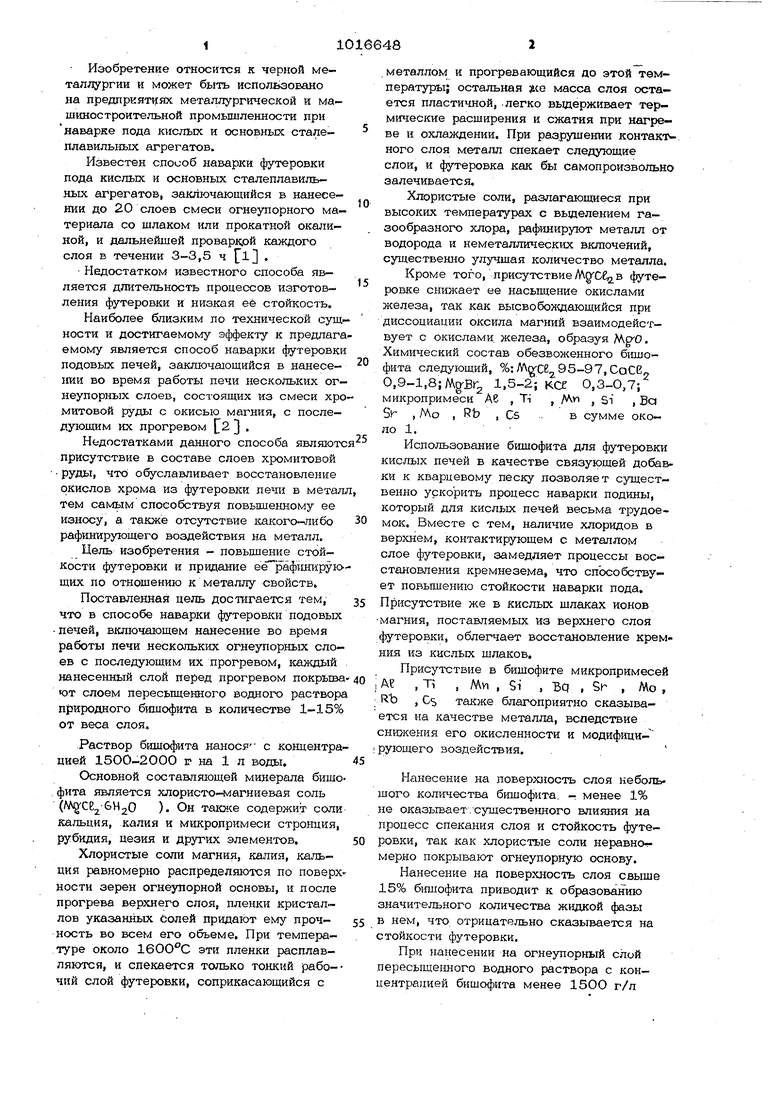
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки низкоуглеродистой стали в печи с кислой футеровкой | 1982 |
|
SU1036752A1 |
| Набивная масса для футеровки сталеразливочных ковшей | 1982 |
|
SU1060595A1 |
| Способ выплавки стали | 1982 |
|
SU1092185A1 |
| Способ выплавки стали | 1983 |
|
SU1122707A1 |
| Способ обработки мазута перед вдуванием в плавильную печь | 1983 |
|
SU1148874A1 |
| Шлакообразующая смесь | 1982 |
|
SU1046296A1 |
| Способ выплавки стали | 1982 |
|
SU1033551A1 |
| Способ выплавки стали в кислой мартеновской печи | 1981 |
|
SU1006495A1 |
| Способ футеровки подины и откосов металлургических печей | 1980 |
|
SU932173A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2005 |
|
RU2285726C1 |
1. СПОСОБ НАВАРКИ ФУТЕРОВКИ ПОДОВЫХ ПЕЧЕЙ, включаю- щий нанесение во время работы печи нескольких огнеупорных слоев с последующим их прогревом, отличающ и: И с я тем, что, с целью повышения стойкости футеровки и придания ей рафинирующих по отношеншо к металлу свойств, каждый нанесенный слой перед прогревом покрывают слоем пересыщенного водного раствора природного бишофита в количестве 1-15% от веса слоя, i 2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что -раствор бишофита Haf носят с концентрацией 1500...20ОО г на 1 л воды.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трубнн К | |||
| Г., Ойкс Г | |||
| И | |||
| Ме талдургия стали, 1970, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стенд для диагностирования технического состояния трансмиссии транспортных средств | 1985 |
|
SU1237939A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
