Изобретение относится к производству железобетонных панелей и может использоваться для их отделки в вертикальном положении.
Известно устройство для отделки поверхности изделий, которое состоит из механизма по распределению раствора, механизма нанесения раствора и затирки, выполненного в виде цилиндрического корпуса с окном, и вращающегося рабочего органа, который состоит из вала с выполненными на нем из эластичного материала винтовыми лопастями и закрепленными на этом же валу эластичными щпателями 1.
Это устройство не обеспечивает высокого качества отделки поверхности панели, так как нанесение раствора и его затирка производится при плотном прижатии поверхности обрабатываемого изделия к срезу цилиндрического корпуса, что затрудняет отделку панелей с разными линейными размерами по высоте и толщине.
Наиболее близким к предлагаемому является конвейерная линия для отделки панелей, содержащая раму, средство для перемещения панелей, установку для нанесения шпаклевочного раствора, вертикаль ные направляющие, установку для заглаживания поверхности со шпателем и приспособлением для его прижатия к обрабатываемой поверхности 2.
Недостатком конвейерной линии является низкое качество отделки поверхности панели.
Цель изобретения - повышение качества отделки.
Поставленная цель достигается тем, что в конвейерной линии для отделки панелей, содержащей раму, средство для перемещения панелей, установку для нанесения шпаклевочного раствора, вертикальные направляющие, установку для заглаживания поверхности со шпателем и приспособлением для его прижатия к обрабатываемой поверх ности, установка для нанесения шпаклевочного раствора снабжена кареткой, размещенной на вертикальных направляющих, и приводом ее перемещения, выполненным в виде блока с роликами, пневмоцилиндра, на штоке которого закреплена соединенная с гидротормозом, опора блока с роликами, и двухбарабанной лебедки, один барабан которой соединен посредством гибкой связи с кареткой, а другой - с блоком, причем гибкая связь на барабанах запасована в противоположно направленные стороны, установка для заглаживания поверхности снабжена брусом с катком в верхней части, контактирующим с рамой, а-заглаживаюП1ий шпатель закреплен на брусе.
Приспособление для прижатия щпателя к обрабатываемой поверхности выполнено в виде пневмоцилиндра, шарнирно соединенного с брусом и рамой.
Гидротормоз имеет трубопровод с вентилем, соединяющий полости слива и взвода.
На фиг. 1 изображена линия, общий вид;
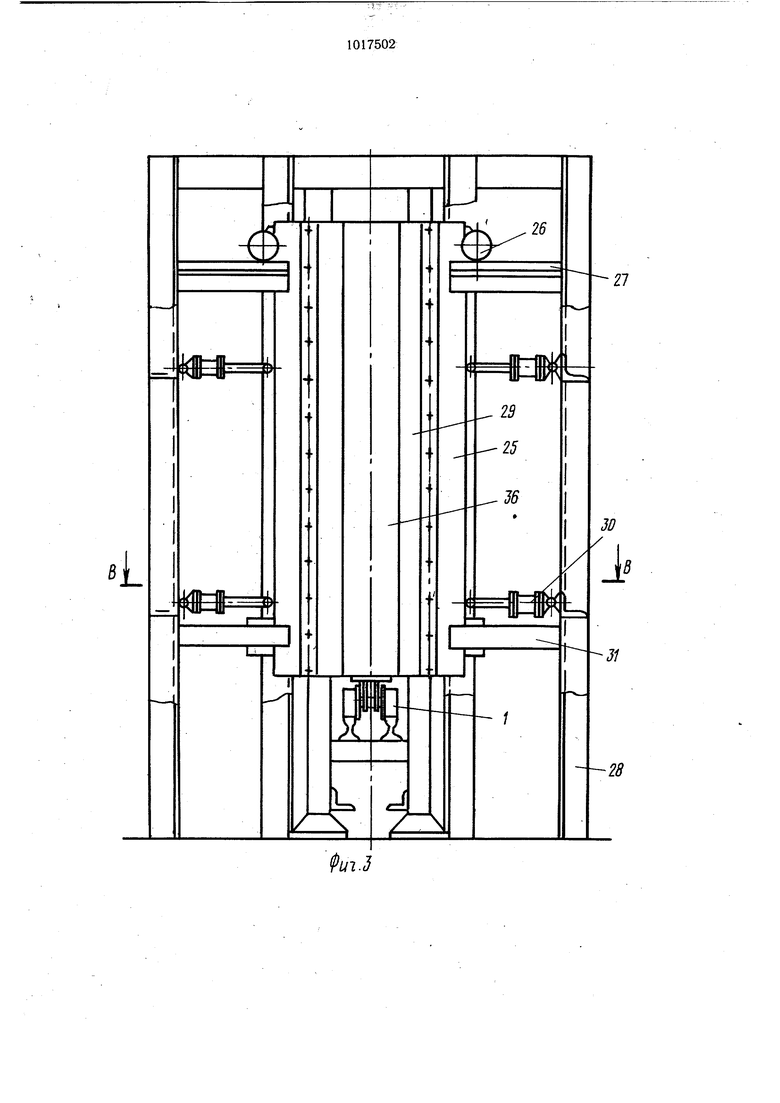
на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - схема гидротормоза; на фиг. 7 - аксонометрическая схема привода перемещения каретки.
Конвейерная линия для отделки панелей содержит средство для перемещения панелей, выполненное в виде вертикально замкнутого транспортера с тележками 1, установку для заглаживания, узел подачи щпаклевочного раствора, состоящий из растворонасоса 2 и системы растворопроводов и воздухопроводов 3, установку для нанесения шпаклевочного раствора, снабженную кареткой 4, размещенной в вертикальных направляющих 5 и оборудованную форсункой 6, привод перемещения каретки, который выполнен в виде двухбарабанной лебедки 7, оптимальное отношение диаметров барабанов 8 и 9 которой находится в пределах 2-8 пневмоцилиидра 10, гидротормоза 11, который имеет трубопровод 12 с вентилем 13, соединяющий полости слива 14, взвода 15 и блока 16 с роликами 17, совмещенных на валу 18, установленном в опоре 19 с возможностью перемещения роликов 17 по направляющим 20, при этом опора 19 шарнирно соединена со штоком 21 пневмоцилиндра 10 и штоком 22 гидротормоза 11. Барабан 9 (меньшего диаметра) лебедки 7 соединен посредством гибкой связи 23 с блоком 16, а барабан 8 (большего диаметра) - гибкой связью 24 с
кареткой 4, причем на барабанах гибкая связь запасована в противоположно направленные стороны. Оптимальное отношение диаметра) находится в пределах 4-1. Установка для заглаживания поверхности снабжена брусом 25 с катком 26 в верхней части,
0 контактирующим с направляющей 27 рамы 28, при этом на брусе жестко закреплен щпатель 29. Пневмоцилиндр 30 шарнирно соединен с брусом 25 и рамой 28. В нижней части рамы закреплены направляющие 31, между которыми расположен брус 25. На пути движения панели установлен датчик 32. Управление работой пневмоцилиндра 10 осуществляется при помощи электропневматического клапана 33 и концевых выключателей 34 и 35. Установка для нанесения
0 шпаклевочного раствора и привод перемещения каретки также размещены на раме 28.
Конвейерная линия для отделки панелей работает следующим образом.
Панель 36 устанавливается на непрерыв но движущиеся вправо тележки I и после выполнения ряда подготовительных операций поступает на пост, где расположена установка для нанесения шпаклевочного раствора. Каретка 4 с. форсункой 6 находится в исходном положении . внизу панели 36. По сигналу датчика 42, установленного на пути движения панели, и конечного выключателя 35 электропневматический клапан 33 открывает подачу сжатого воздуха в правую полость пневмоцилиндра 10. При этом его поршень перемещается влево и своим штоком 21 толкает опору 18 с блоком 16. Гибкая связь 23 движется влево, одновременно наматываясь на блок 16 и сматываясь с барабана 9 лебедки 7, враш,ая его при этом против часовой стр,елки. При этом гибкая связь 24 наматывается на барабан 8 лебедки 7, увлекая вверх каретку 4 с форсункой 6. Подача шпаклевочного раствора начинается одновременно с началом движения каретки 4 также по сигналу датчика 32, поступающим на растворонасос 2. При достижении кареткой 4 крайнего верхнего положения срабатывает конечный выключатель 34 от сигнала которого электроклапан 33 прекращает подачу сжатого воздуха в правую полость пневмоцилиндра 10, направляя его в левую полость пневмоцилиндра, порщень которого при этом пере мещается вправо, щтоком 21 увлекая опору 18 с блоком 16. При этом гибкая связь 23 разматывается с блока 16, наматываясь на барабан 9 лебедки 7 по часовой стрелке. Под действием собственного веса карет ка 4 опускается вниз, разматывая гибкую связь 24 с барабана 8 лебедки 7. При достижении нижнего положения каретка 4 нажимает на конечный выключатель 35, который подает сигнал на электропневматический клапан 33, прекращающий подачу сжатого воздуха в левую полость и направляющий его в правую полость пневмоцилиндра 1Q, после чего шток 21 поршня которого перемещается влево и цикл повторяется. Синхронно с движением опоры 18 влево - вправо перемещается щток 22 гидротормоза 11, который служит для регулирования скорости движения каретки 4. Гидротормоз 11 работает следующим образом. При движении поршня пневмоцилиндра 10 влево-вправо в том же направлении движется поршень гидротормоза 11. При этом происходит перетекание жидкости, из одной полости гидроцилиндра в другую по трубопроводу 12. Так как жидкость практически несжимаема, то процесс перетекания в основном, зависит от сечения трубопровода. Таким образом гасится скачкообразность работы пневмоцилиндра 10. Скорость движения каретки 4 регулируется плавно в пределах 0,01 -12 м/с с помош.ью регулирующего вентиля 13, изменяющего живое сечение трубопровода 12, что замедляет или ускоряет перетекание жидкости иЗ одной полости гидротормоза 11 в другую, а следовательно, влечет за собой изменение продолжительности цикла пневмоцилинд ра 10. Скорость движения каретки 4 с форсункой 6 зависит от вида и свойств наносимого щпаклевочного раствора, а также от состояния поверхности панели 36 перед поступлением ее на отделку, После прохождения панелью 36 поста расположения установки для нанесения шпаклевочного раствора автоматически отключается подача щпаклевочного.. раствора и прекращается движение каретки 4, которая опустилась в исходное нижнее по ложение. При дальнейщем движении панели 36 брус 25 со шпателем 29 автоматически-прижимается к поверхности панели с помощью пневмоцилиндра 30. Свободная подвеска бруса 25 на катке 26 и наличие направляющих 31 позволяют щпателю самоустанавливаться, плотно прижавшись по всей высоте к поверхности панели независимо от положения ее натележках 1, т. е. изделие может отклониться от вертикали и сместится относительно продольной оси конвейерной линии. Перекос бруса 25 при движении панели предотвращается направляющими 31. После прохода панелью шпателей 29 автоматически отводится брус 25 в исходное положение. При движении следующей панели весь цикл повторяется. Использование конвейерной линии значительно улучшает качество отделки панелей.
(fu-1.3
Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отделки строительных изделий | 1979 |
|
SU895679A1 |
| Устройство для шпаклевки и затирки стеновых панелей | 1975 |
|
SU665070A1 |
| Технологическая линия отделки строительных панелей | 1978 |
|
SU768646A1 |
| Установка для отделки плоских строительных изделий | 1980 |
|
SU912511A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ | 1970 |
|
SU262682A1 |
| Шпаклевочная машина | 1977 |
|
SU745692A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269463A1 |
| Способ конвейерной отделки строительных изделий | 1979 |
|
SU854920A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ПОВЕРХНОСТИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1970 |
|
SU264957A1 |
| Устройство для отделки поверхности строительных изделий | 1979 |
|
SU880747A1 |



I. КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ ПАНЕЛЕЙ, содержащая раму, средство для перемещения панелей, установку для нанесения шпаклевочного раствора, вертикальные направляющие, установку для заглаживания поверхности со щпателем и приспособлением для его прижатия к обрабатываемой поверхности, отличающаяся тем, что, с целью повыщения качества отделки, установка для нанесения щпаклевочного раствора снабжена кареткой, размещенной на вертикальных направляющих, и приводом ее перемещения выполненным в виде блока с роликами, пневмоцилиндра, на щтоке которого закреплена соединенная с гидротормозом, опора блока с роликами, и двухбарабанной лебедки, один барабан которой соединен посредством гибкой связи с кареткой, а другой - с блоком, причем гибкая связь на барабанах запасована в противоположно направленные стороны, установка для заглаживания поверхности снабжена брусом с катком в верхней части, контактирующим с рамой, а щпатель закреплен на брусе. 2.Устройство по п. 1, отличающееся тем, что приспособление для прижатия щпателя к обрабатываемой поверхности выполнено в виде пневмоцилиндра, щарнирно соединенного с брусом и рамой. 3.Устройство по п. 1, 2, отличающееся тем, что гидротормоз имеет трубопровод с вентилем, соединяющий полости слива и взвода. 1
риг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1970 |
|
SU425804A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 0 |
|
SU269463A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
