(54) СПОСОБ КОНВЕПЕРНОЙ ОТДЕЛКИ СТРОИТЕЛЬНЫХ Изобретение относится к строитель ной индустрии и может найти преимущественное применение на домостроительных комбинатах при отделке гипсобетонных изделий, изготавливаемых конвейе)ным способом. Известен способ шпаклевки панелей внутренних стен путем одновременной затирки их с обеих сторон с помощью затирочных ножей 1. Однако погружение панели на полну высоту в раствор шпаклевки требует большого расхода материалов. После извлечения панели и ее протягивания между ножами образуется много отходов. Качество поверхности при этом получается невысокое, поскольку зати ка шпаклевочной смеси производится без ее уплотнения. Наиболее близким ло технической сущности к изобретению является способ конвейерной отделки строитель ных изделий, заключающийся в распределеиии, уплотнении и заглаживании шпателями нанесенной на поверхность изделия отделочной смеси и последующей сушке обработанной поверхности 2. Недостаток данного способа заключается в том, что отделка произвоИЗДЕЛИЙдится жидким составом, расход которого не ограничивается; пластичность смесей, которую при этом способе можно применять, такова, что при сушке гипсобетюнных изделий в затирочном составе возникают явления усадки, и затирочный слой отваливается. При скоростях проката свыше 60 м/ч шпатели не производят полного заполнения и уплотнения состава в раковинах и других дефектах, возникающих в результате формования, кроме того, обслуживание такой установки требует двух человек. Цель изобретения - повышение качества отделки панелей. Указанная цель достигается тем, что согласно способу конвейерной отделки строительных изделий, заключающемуся в распределении, уплотнении и заглаживании шпателями нанесенной на поверхность изделия отделочной смеси и последующей сушке обрабртанной поверхности, на поверхность изделия наносят сухую отделочную смесь, смачивание которой производят в процессе распределения, уплотнения и заглаживания, причем заглаживание отделочной смеси производят влажньм
ойлоком, а сушку осуществляют при 50-180С.
При этом распределение, уплотнеие и заглаживание отделочной смеси роизводят при возвратно-поступательом перемещении шпателей с частотой 00-105 кол/мин в перпендикулярной лоскости относительно движения изелия.
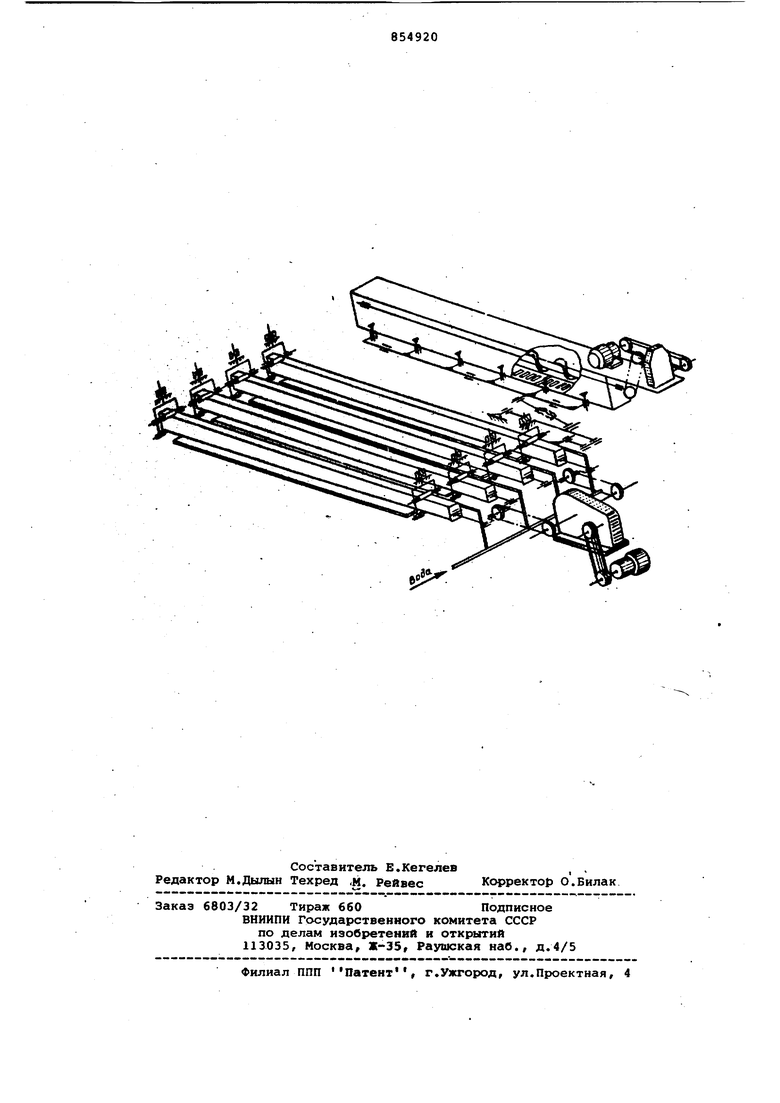
На чертеже изображена схема динамики предлагаемого способа.
Обрабатываемое изделие движется на конвейере. В зоне отделки с помощью распределительного устройства на поверхность изделия насьшают сухую дозированную смесь с одновременной капельной дозированной подачей воды из емкости. Первым затирочным устройством смешивают сухую смесь с водой и распределяют ее по поверхности изделия, забивая преимущественно крупные дефекты и раковины. Первое затирочное устройство работает в режиме 105-112 кол/мин с шагом 6-7 см. Вторым затирочным устройством, работающим в режиме 100105 кол/мин с шагом 3,5-4 см, образовавшийся слой уплотняют. Третьим и четвертым затирочным устройством, работающим соответственно в режиме 100-105 кол/мин с шагом 2-3 см и 100-105 кол/мин с шагом 0,7-1 см, окончательно затирают и заглаживают уплотненый слой. Затирку на сдир, т.е. окончательную отделку, производят влажным войлоком, установленным вслед за затирочными устройствами .
В результате совместного действия комплекса затирочных устройств, совершающих возвратно-поступательное движение в режимах колебаний, перекрывающих друг друга с шагом, уменьшающимся по ходу движения изделия, происходит тщательная затирка, и поверхность изделия получается улучшенного качества. В сушильной камере при сушке гипсобетона происходит гидротермальное твердение затирочного состава без усадки, что обеспечивает прочное сцепление с гипсобетоном и сохранность полученной поверхности в процессе ее дальнейшей эксплуатации.
Пример. Технологические параметры процесса нанесения отделочного слоя следующие:
Состав затирочной смеси,вес.ч:
Цемент:песок 1:0,54
Консистенция
по конусу
СтройЦНИЛ, см 12
Расход сухой смеси на 1 м изделия, г 150-300 Расход воды на 1 м изделия, подаваемой под первое затирочное устройство, мл 100-200 Частота колебательного движения Ъатирающихбалок, кол/мин 110 Шаг затирающих балок, см:
Первая 7
Вторая4,5
Третья2,5
Четвертая 1 Объем расходного бункера питателя,мЗ о,5 Допускаемое давление воды, атм 0,5 0 Термообработку затирочного состава осуществляют при и (режим сушки гипсобетона).
Формула изобретения
1.Способ конвейерной отделки строительных изделий, заключающийся в распределении, уплотнении и заглаживании шпателями нанесенной на поверхность изделия отделочной смеси
и последующей сушке обработанной поверхности, отличающийся тем, что, с целью повышения качества поверхности изделия, на поверхность
изделия наносят сухую отделочную
смесь, смачивание которой производят в процессе распределения, уплотнения и заглаживания, причем окончательное заглаживание отделочной смеси производят влажным войлоком, а сушку осуществляют при 150-180 с.
2.Способ ПОП.1, отличающийся тем, что распределение, уплотнение и заглаживание отделочной
5 смеси производят при возвратно-поступательном перемещении шпателей с частотой 100-105 кол/мин в перпендикулярной плоскости относительно движения изделия.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 5. 371071, кл. В 28 В 11/0, 1973.
2..Механизация затирки гипсовых панелей.- Строительные материалы , 1973, 3, с.33.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ | 1970 |
|
SU262682A1 |
| Установка для отделки строительных изделий | 1979 |
|
SU895679A1 |
| Устройство для шпаклевки и затирки стеновых панелей | 1975 |
|
SU665070A1 |
| Установка для изготовления гипсобетонных панелей | 1990 |
|
SU1804389A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИМИТИРУЮЩЕЙ НАТУРАЛЬНЫЙ КАМЕНЬ ДЕКОРАТИВНОЙ ПОВЕРХНОСТИ И ДЕКОРАТИВНАЯ ПОВЕРХНОСТЬ, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2022 |
|
RU2786184C1 |
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| Установка для отделки поверхности строительных изделий | 1987 |
|
SU1507576A1 |
| Технологическая линия отделки строительных панелей | 1978 |
|
SU768646A1 |
| Способ декоративной отделки поверхности бетонных изделий | 1989 |
|
SU1668346A1 |
| Устройство для отделки поверхности строительных изделий | 1978 |
|
SU747726A1 |