Изобретение относится к устройствам для отделки строительных изделий.
Известны конвейерные линии по отделке ианелей, содержание станину, на которой смонтированы механизмы транспортировки панелей, затирки раковин и Окраски поверхностей панелей.
Однако они не обеопечивают хорошее качество затирки раковин и удаление лишнего слоя шпаклевки с поверхности панели.
Предлагаемая линия устраняет эти недостатки и позволяет отделывать -панели различного типа.
Достигается это тем, что линия сделана секционной, а затирочные механизмы выполнены Б :виде редукторов с двумя враш.аюш.имися дисками.
Для обеспечения транспортировки .панелей различных типоразмеров механизм транспортировки выполнен шаговым.
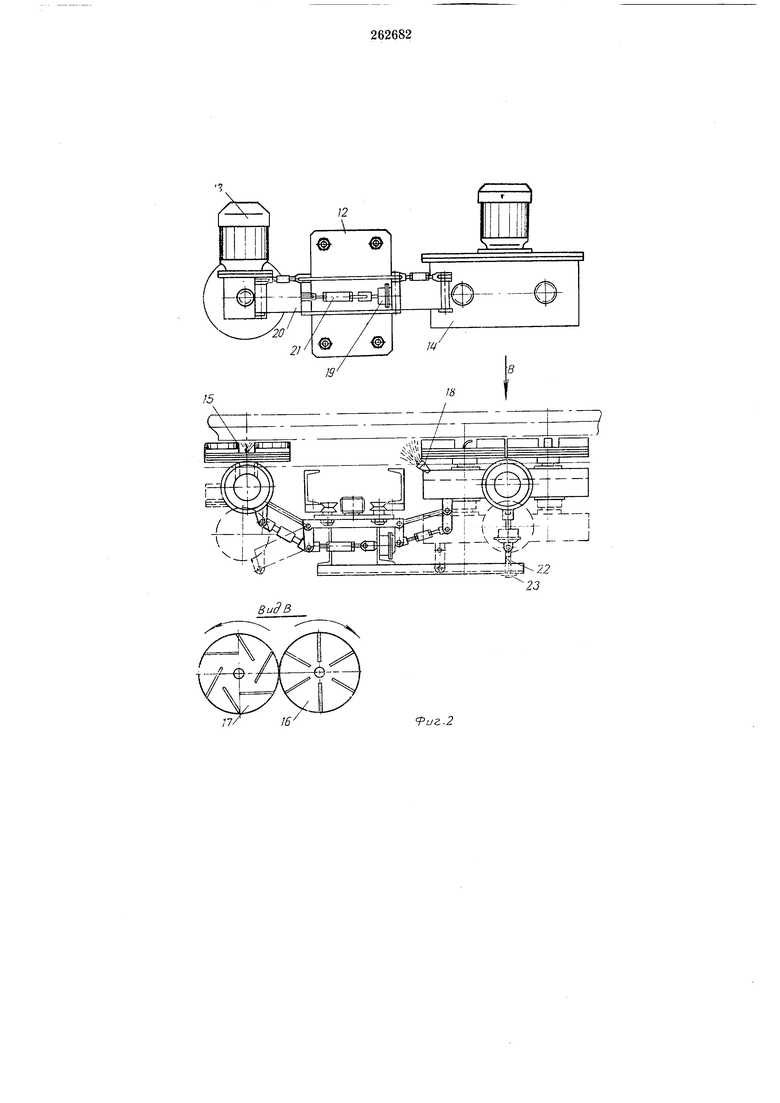
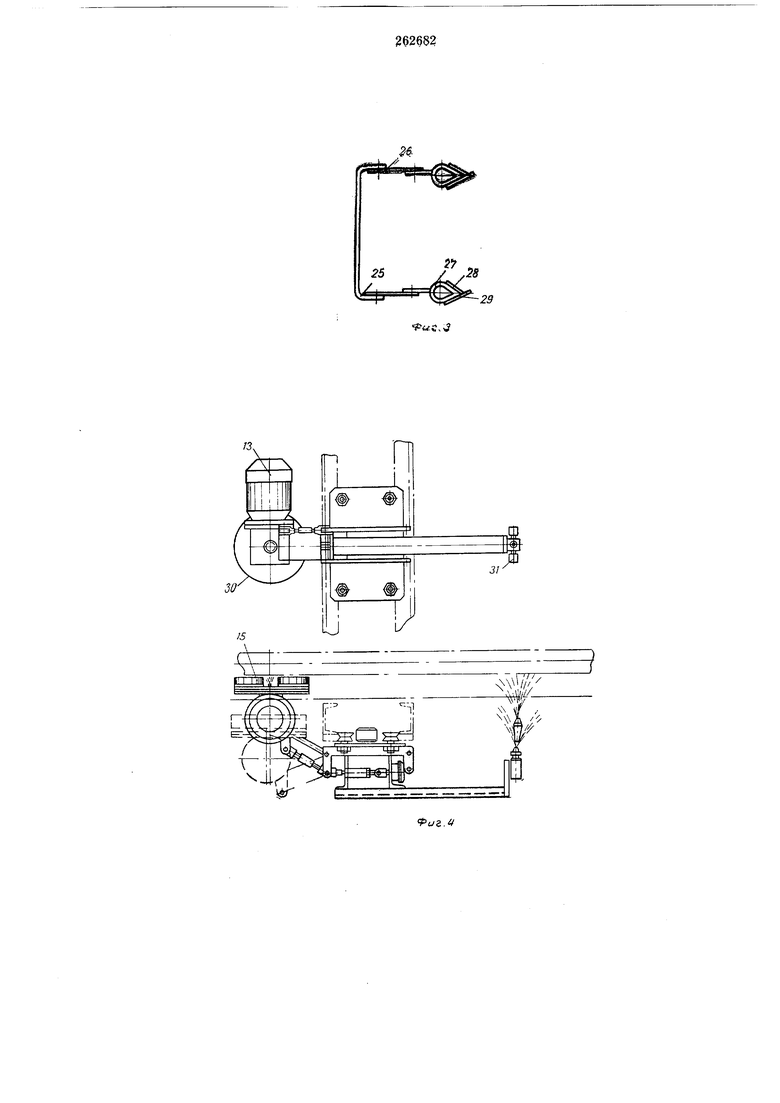
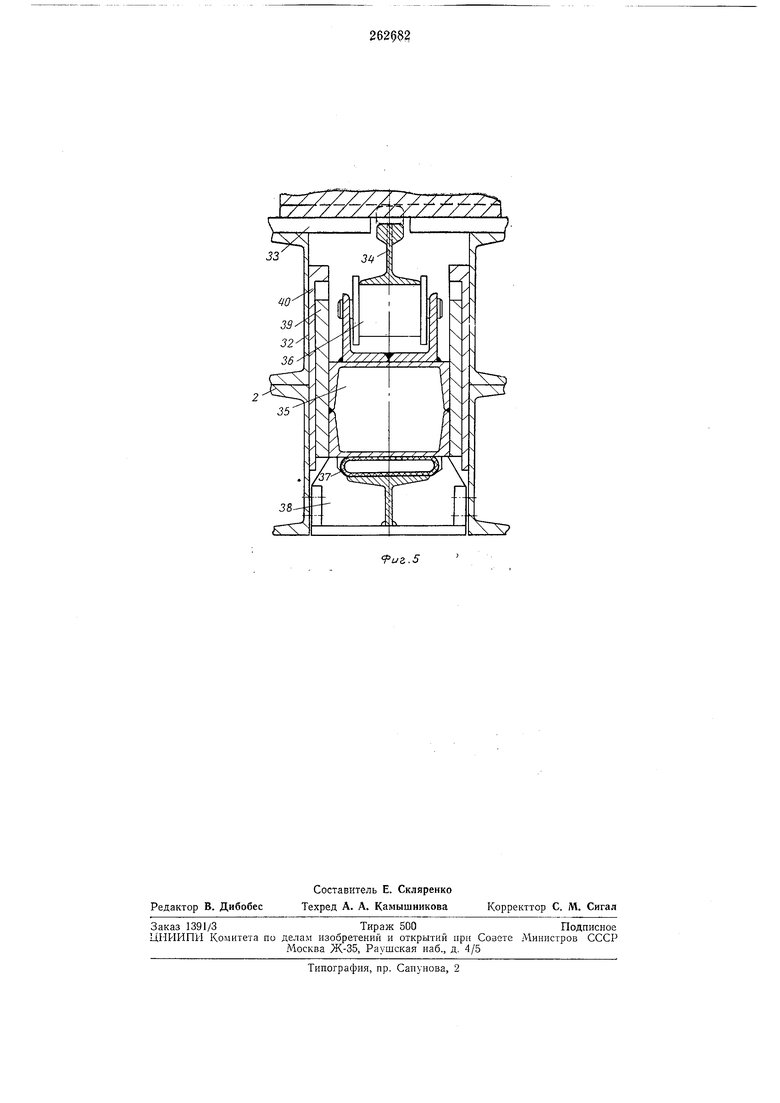
На фиг. 1 изображена описываемая линия; на фиг. 2 - мехаи.изм первичной шпаклевки; на фиг. 3 - затирочная рейка; на фиг. 4 - механизм окраски и на фиг. 5 - механизм транспортировки ланелей.
Станина линии состоит из стоек / и каркасов 2, соединенных между собой нижвими и верхними балками 3. Верхние балки являются основанием направляющих роликов, (положение которых определяется толш;иной ианели, а
нижние - основанием (опорой) для панелей и корпусом механизма 4 транопортировки панелей. На каркасах 2 монтируются механизмы отделки. Длина линии, количество каркасов и 5 механизмов отделки Определяются типом панели и технологией отделки.
Механизмы 5 отделки перемещаются вдоль, панели вертикально вверх-вниз механизмом передвижения, который состоит из электродвигателя, редуктора, зубчатой передачи 6, грузового вала со звездочками 7 и натяжного устройства 8. Вместо соединительного звена втулочно-роликовой цепи установлен -вильчатый палец 9, на который через рычаг или лолзуш5 ку 10 навешена каретка П. При работе механизма вильчатый палец обегает звездочки 7, обеспечивая возвратно-поступательное движежение (вверх-вниз) каретки // без реверса электродвигателей.
0 Механизм первичной шпаклевки (см. рис. 2), (Предназначенный для вскрытия раковин на поверхности панели, шпаклевки и затирки раковин, содержит каретку 12 с роликами, механизм 13 обдирки-очистки и механизм 14 затирки. Механизм обдирки-очистки представляет собой конический редуктор с электродвигателем. На .выходном конце редуктора смонтирован плавающий диск с металлическими щетками 15 для .вскрытия раковин и очистки поверхДля шредотвращения образования пыли, насыщения поверхности панели водой, а следовательно, улучшения качества шпаклевки панель обливают 1ВОДОЙ. Механизм затирки представляет собой ВИНТОВОЙ или червячный редуктор с двумя выходными валами, на которых смонтированы плаваюш,ие затирочные диски 16 и 17 с торцовыми шпателями. На диске 17 укреплены гибкие тангенциальные шпатели с углом атаки 50-70° к направлению вращения дисков. Такое расположение шпателей обеспечивает намазывание (без разбрасывания) слоя шпаклевки на поверхность панели и затирку раковин. Шпаклевочный раствор наносят на поверхность нанели шелевой форсункой 18 с резиновой диафрагмой, которая монтируется на редукторе механизма загирки. Радиально жесткие шпатели на диске 16 производят окончательную затирку раковин, шлифовку и удаление лишней шпаклевки с поверхности панели. Шаг передвижения панели равен 2/3 диаметра диска - это обеспечивает полное удаление шпаклевки с поверхности изделия.
Механизмы отделки прижимаются к поверхности изделия диафрагменными камерами 19 и устанавливаются параллельно механизмом 20 параллельности; их положение в зависимости от толщины изделия регулируется талрепом 21 (на каретке), регулировочным винтом 22 и гайкой 23.
Механизм вторичной шпаклевки 24 (см. фиг. 1 ) служит для повторной шпаклевки оставшихся раковин и трещин и состоит из узла для нанесения шпаклевки на поверхность нанели и механизма загирки. Узел нанесения шпаклевки выполнен в двух вариантах: первый- щелевая форсунка 18 с резиновой диафрагмой, второй - затирочная рейка (см. фиг. 3), которая состоит из корпуса 25, гибких элементов (плоских прулсин) 26, каплевидных труб 27, во внутреннюю полость которых подается шпаклевка, и двух ш.пателей: короткого 28 и длинного 29, которые в свободнол состоянии плотно прижаты друг к другу. При ходе вверх упругий элемент 2б и шпатель 29 сгибаются .и между шиателями 25 и 29 образуется щель, через которую по мере необходимости выходит шпаклевочный раствор, заполняя раковины. При ходе ВНИЗ упругий элемент 26 сгибается вверх, а шпатель 29, деформируясь и прижимаясь К шпателю 28, закрывает щель и своей обратной стороной затирает поверхность
панели. При этом лиШняя шпаклевка из внутренней полости каплевидной трубы сбрасывается перепускным клапаном в бункер. Окончательная затирка и шлифовка поверхности панели осуществляется механизмом затирки. Механизм 30 окраски (см. фиг. 4) предназначен для одновременной очистки поверхиости от пыли и окраски ее и состоит из каретки 12, механизма 13 очистки и форсунки 31. Поверхность панели очищается механизмом обдирки-очистки, на дисках которого смонтированы щетки, например волосяные, к поверхности панели механизм прижимается диафрагмепной камерой 19 через талреп 21. Окраска
панелей осуществляется форсункой 31, конструкция которой позволяет применять цементные и силикатные краски.
Механизм 4 служит для транспортировки панелей на линии, он монтируется между нижними балками 5 и 32, и состоит из опорных пластин 33, на которые устанавливаются панели рельса 34, подвижной балки 35 с роликами 36 шланга 37, поддерживающей балки 38 и ползушки 39 с направляюшей 40. В процессе работы л идкость подается в шлант 37, который под давлением жидкости раздувается, поднимая подвижную балку 35 и рельс 34. Последний поднимает панель, отрывая ее от опорных пластин. Гидроцилиндрами рельс передвигается на шаг, а вместе с ним передвигается и панель. Масло сливается из шланга и детали 34-36 под собственным весом опускаются вниз, сплющивая шланг. Панели ставятся на опорные пластины 5-3, освобождая рельс 34,
который возвращается гидроцилиндрами в исходное положение.
Предмет изобретения
1. Конвейерная линия по отделке панелей, включающая станину, на которой смонтированы механизмы транспортировки панелей, затирки раковин и окраски поверхностей панелей, отличающаяся тем, что, с целью обеопечения возможности отделки различного типа панелей, линия выполнена секционной, а затирочные механизмы выиолнены в виде редукторов с двумя вращающимися дисками. 2. Линия ло п. 1, отличающаяся тем, что, с
целью обеспечения транспортировки панелей различных типоразмеров, механизм транспортировки выполнен шаговым.
П
/1
Ji
2«. Э1

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отделки строительных изделий | 1979 |
|
SU895679A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ ПЛОСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1972 |
|
SU420462A1 |
| Устройство для шпаклевки и затирки стеновых панелей | 1975 |
|
SU665070A1 |
| Установка для отделки поверхности строительных изделий | 1987 |
|
SU1507576A1 |
| Способ конвейерной отделки строительных изделий | 1979 |
|
SU854920A1 |
| Технологическая линия отделки строительных панелей | 1978 |
|
SU768646A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ОТДЕЛКИ И ТРАНСПОРТИРОВКИ ЖЕЛЕЗОБЕТОННЫХ ПАНЕЛЕЙ | 1970 |
|
SU288621A1 |
| Устройство для шпаклевки панелей | 1976 |
|
SU745690A1 |
| Устройство для отделки поверхности строительных изделий | 1978 |
|
SU747726A1 |
| Конвейерная линия для отделки панелей | 1980 |
|
SU1017502A1 |

J
Б-Б
А-А
/
.1
/7
иг.2
/3,
