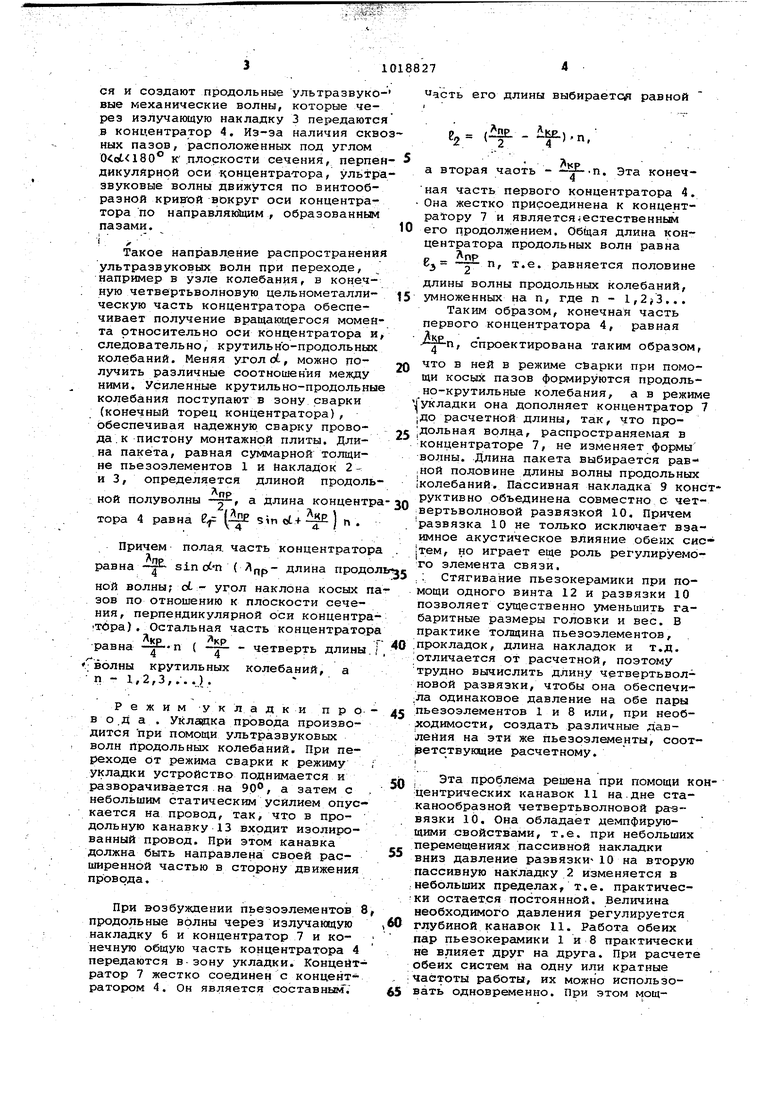
Изобретение относится к сварке, а именно д устройствам ультразвуков сварки при тонкопленочном монтаже схемных плат радиоэлектронной аппаратуры и ЭВМ, в которых в качестве межсоединений используется изолированный провод, укладываемый в термопластическую пленку,и,может найти применение в радиоэлектронной промышленности. Известны способ и .устройство монтажа схемных плат, в котором провод закрепляется к адгезионному слою под воздействием ультразвуковых колебаний, вводимых нормально к поверхности и основанию платы с помощью ультразвукового инструмента 1. Однако устройство создает только продольные колебания на конце рабочего инструмента и приспособлено только для укладки провода, а сварку провода оно произвести не может. Известны Также способ и устройст во, в котором укладка проводников в полимерный материал выполняется с помощью ультразвукового инструмен а в виде корпуса, при этом ульт развуковые колебания в зону соединения взодятся со стороны проводника 2 . Недостатком устройства является невозможность производить сварку, что существенно отражается на произ водительности процесса в целом. Известно устройство для ультразвуковой сварки крутильными колебаниямч, содержащее преобразователь, трансформатор упругих колебаний, с которыми соединен волновод-инструмент З. Недостатком этого устройства является невозможность получить на ко це инструмента механические продоль ные колебания, а следовательно, и невозможность с помощью этого метода качественно производить укладку провода в термопластическую пленку схемных плат. Наиболее близким к изобретению является устройство для ультразвуко вой сварки, содержсодее основной кон центратор, пьезоэлементы, излучающую и отражающую накладки, четверть волновую развязку и электронный бло возбуждения и управления 4 . Недостатком известного устройства является низкая производительнос Цель изобретения - повышение про изводительности. Поставленная цель достигается те что устройство для ультразвуковой сварки при.тонкопленочном монтаже схемных плат, содержащее основной концентратор, пьезоэлементы, излуч щую к отражающую накладки, четверт волновую развязку и электронный бл озбуждения и управления, снабжено ополнительными излучаквдими накладкаи и концентратором, расположенными внутри полости, выполненной в основном концентраторе, а также двумя пьезоэлементами и дополнительной второй отражающей накладкой, соединенными с дополнительным концентратором, вторая отражающая накладка жестко связана с первой отражающей накладкОй через четвертьволновую развязку, а конечная часть основного концентратора жестко соединена с конечной частью дополнительных концентратора, причем высота полой части первого концентратора выбирается по выражению h . sinoL-n, а в стенках конечной части основного концентратора, длина которого равна h2 п, выполнены сквозные пазы по углом относительнооси концентраторов , где Лпр- длина волны продольных колебанийАКР длина волны крутильных Колебаний; п - целые числа 1, 2, 3, .. .; о(- угол наклона свквозных пазов. На фиг.1 представлено устройство, разрез ; на фиг.2 - вид А на фиг.1. Устройство содержит пьезоэлементы 1, отражающую накладку 2, излучающую накладку 3, выполненную совместно с основным концентратором 4, имеющим косые пазы 5, вторую излучающую накладку б с дополнительным концентратором 7, жестко соединенным с первым основньм концентратором 4, вторую пару пьезоэлементов 8, вторую отражающую накладку 9, конструктивно выполненную совместно с четвертьволновой развязкой 10, на дне которой нанесены концентрические канавки 11 и винт 12 для сжатия обеих пар пьезоэлементов 1 и 8, На торце концентратора (фиг.2) расположена продольная щирокая канавка 13 для укладки провода и поперечная канавка 14 для сварки провода. Устройство работает в двух режимах - в режиме сварки и режиме укладки провода. . . Режим сварки. Головка с ультразвуковым устройством поворачивается так, что канавка 14 на конце кондентратрра 4 параллельна направлению свариваемого провода (не указан). Затем головка опускается, входит в контакт с проводом. На соединяемый провод с пистоном монтажной платы подается сварочное усилие определенной величины. На пьезоэлементы 1 подается напряжение ультразвуковой частоты. Пьезоэлементы 1 возбуждаются и создают продольные ультразвуко вые механические волны, которые через излучающую накладку 3 передаютс в концентратор 4. Из-за наличия скв ных пазов, расположенных под углом (. К .плоскости сечения, перпе дикулярной оси концентратора/ ультр звуковые волны движутся по винтообразной крив-ой вокруг оси концентратора по направлякйцим , образованньм пазами. Такое направление распространени ультразвуковых волн при переходе, например в узле колебания, в конечную четвертьволновую цельнометаллическую часть концентратора обеспечивает получение вращающегося момен та относительно оси концентратора и следователь но, крутиль но-продольнык колебаний. Меняя уголо-, можно получить различные соотношения между ними. Усиленные крутильно-продольны колебания поступают в зону сварки (конечный торец концентратора), обеспечивая надежную сварку провода . к пистону монтажной плиты. Длина пакета, равная суммарной толщине пьезоэлементов 1 и йакладок 2 и 3, определяется длиной продоль , а длина концентр ной полуволны тора 4 равна е ( sin ot+ ) п . Причем полая, часть концентратор равна - sinot-n ( Лрр- длина продо ной волны; ot - угол наклона косых п зов по отношению к плоскости сечения, перпендикулярной оси концентра тора) . Остальная часть концентратор равна ( - - четверть длины rf волны крутильных колебаний, а п - 1,2,3,...) . Режим укладки п р о в о.д а . Укладка провода производится при помощи ультразвуковых волн продольных колебаний. При переходе от режима сварки к режиму укладки устройство поднимается и разворачива.ется на 9.0, а затем с небольшим статическим усилием опускается на провод, так, что в продольную канавку 13 входит изолированный провод. При этом канавка должна быть направлена своей расширенной частью в сторону движения провода. . При возбуждении пьезоэлементов 8 продольные волны через излучающую накладку 6 и концентратор 7 и конечную общую часть концентратора 4 передаются в-зону укладки. Концейтратор 7 жестко соединен с концентратором 4. Он является составным иасть его длины выбираете равной е, ( - -Г)п, а вторая чаотьiF конечная часть первого концентратора 4. Она жестко присоединена к концентратору 7 и являетсяJестественным его продолжением. Общая длина концентратора продольных волн равна е,п, , т.е. равняется половине длины волны продольных колебаний, умноженных на п, где п - 1,2;3,.. Таким образом, конечная часть первого концентратора 4, равная , спроектирована таким образом, что в ней в режиме сбарки при помощи косых пазов формируются продольно-крутильные колебания, а в режиме укладки она дополняет концентратор 7 ДО расчетной длины, так, что про|;Дольная врлн.а, распространяемая в -концентраторе 7, не изменяет формы волны. Длина пакета выбирается рав;Ной половине длины волны продольных (Колебаний. Пассивная накладка 9 конструктивно объединена совместно с четвертьволновой развязкой 10. Причем развязка 10 не только исключает взаимное акустическое влияние обеих сис|тем, но играет еще роль регулируемого злемента связи, . :, Стягивание пьезокерамики при помощи одного винта 12 и развязки 10 позволяет существенно уменьшить габаритные размеры головки и вес. В практике толщина пьезоэлементов, прокладок, длина накладок и т.д. отличается от расчетной, поэтому трудно вычислить длину четвертьволновой развязки, чтобы она обеспечи;Ла одинаковое давление на обе пары пьезоэлементов 1 и 8 или, при необходимости, создать различные давлейия на эти же пьезоэлементы, соотретствуквдие расчетному. t. ; Эта проблема решена при помощи кон-центрических канавок 11 на.дне стаканообразной четвертьволновой развязки 10. Она обладает демпфирующими свойствами, т.е. при небольших перемещениях пассивной накладки вниз давление развязки 10 на вторую пассивную накладку 2 изменяется в небольших пределах, т.е. практически остается постоянной. Величина необходимого давления регулируется глубиной канавок 11. Работа обеих пар пьезокерамики 1 и 8 практически не влияет друг на друга. При расчете обеих систем на одну или кратные частоты работы, их можно использовать одновременно. При этом мощ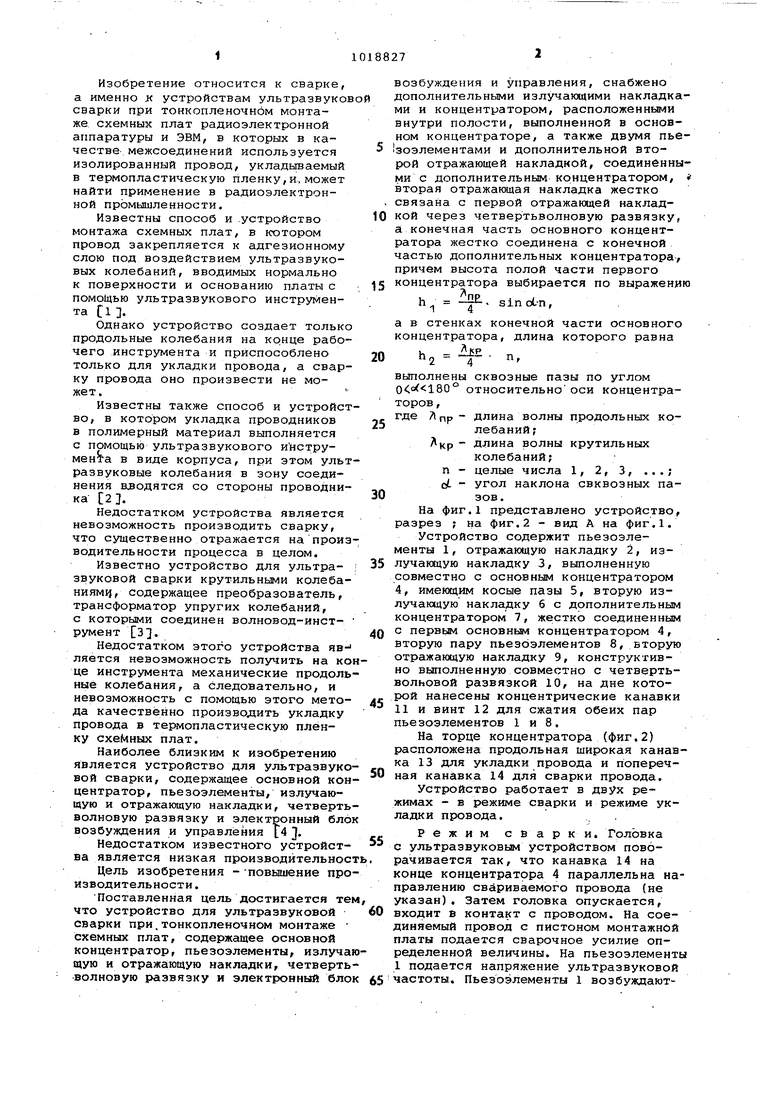
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 2013 |
|
RU2548344C2 |
| Многопозиционное устройство для ультразвуковой сварки | 1982 |
|
SU1098719A1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 2005 |
|
RU2284228C1 |
| Устройство ультразвукового мелкодисперсного распыления жидкостей | 2023 |
|
RU2806072C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДОЛЬНО-КРУТИЛЬНЫХ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2091974C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 1997 |
|
RU2141386C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА ДЛЯ РАСПЫЛЕНИЯ ЖИДКОСТЕЙ | 2010 |
|
RU2446894C1 |
| Устройство для настройки ультразвуковой колебательной системы | 1982 |
|
SU1165485A1 |
| УЛЬТРАЗВУКОВОЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ПРОХОДНОГО ТИПА | 2002 |
|
RU2222387C1 |
| Высокочастотный пьезопреобразователь для ультразвуковой коагуляции | 2019 |
|
RU2730421C1 |
УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ при тонкопленочном монта- :же, преимущественно, схемных плат, сог державюе основной концентратор, пье.зозлементы, излучающую и отражакадую накладки, четвертьволновую развязку и электронный блок возбуждения и управления, отличающееся тем, что, с целью повьяшения производительности, оно снабжено допо,рнительными излучающими накладками и KOHueHTpaTojxjM, расположенными внутри полости, выполненной в основном концентраторе, а также двумя пьезоэлементами и дополнительной торой отражающей накладкой, соединенными с дополнительньф л концентратором, вторая отражающая накладка жестко связана с первой отражающей накладкой (Через четвертьволновую развязку, а Оконечная часть основного концентра:тора жестко соединена с конечной частью дополнительного концентратора, причем высота полой части основногр концентратора выбирается по выражению h - -.sinot.n, а в стенках конечной части основного концентратора, длина которой равна h п, а 4 выполнены сквозные пазы под углом 0 Ы 180 относительно его концентра.торов, где Aj,p - длина волны про;аольных ко00 00 лебаний; ЛХР - длина волны крутильных колебаний; Ьд п -целые числа, 1,2,3,...; ; cL - угол наклона сквозных па зов . .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Брдров Г.С., Гинсбург М.М., Шерман | |||
| Д.Р | |||
| Оптимизация технологических режимов укладки проводников в полимерный материал с приме- , | |||
| нением методов технического эксперимента | |||
| - -Вопросы радиоэлектроники, 1975, ЗгО, с.34-384 2.Месснер Д., Берр Р | |||
| Сборка носителей кристаллов по усовершенствованному методу Muttiwire.- Электроника, 1976, № 26, с.53 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
