2. Автомат по п.1, о т л и ч а ющ и и с я тем, что, с целью обеспечения возможности сварки с колебаниями электрода, он снабжен механизмом
колебаний сварочной горелки и шариковь1м передающим механизмом, посредством которого механизм колебаний связан с рычагом.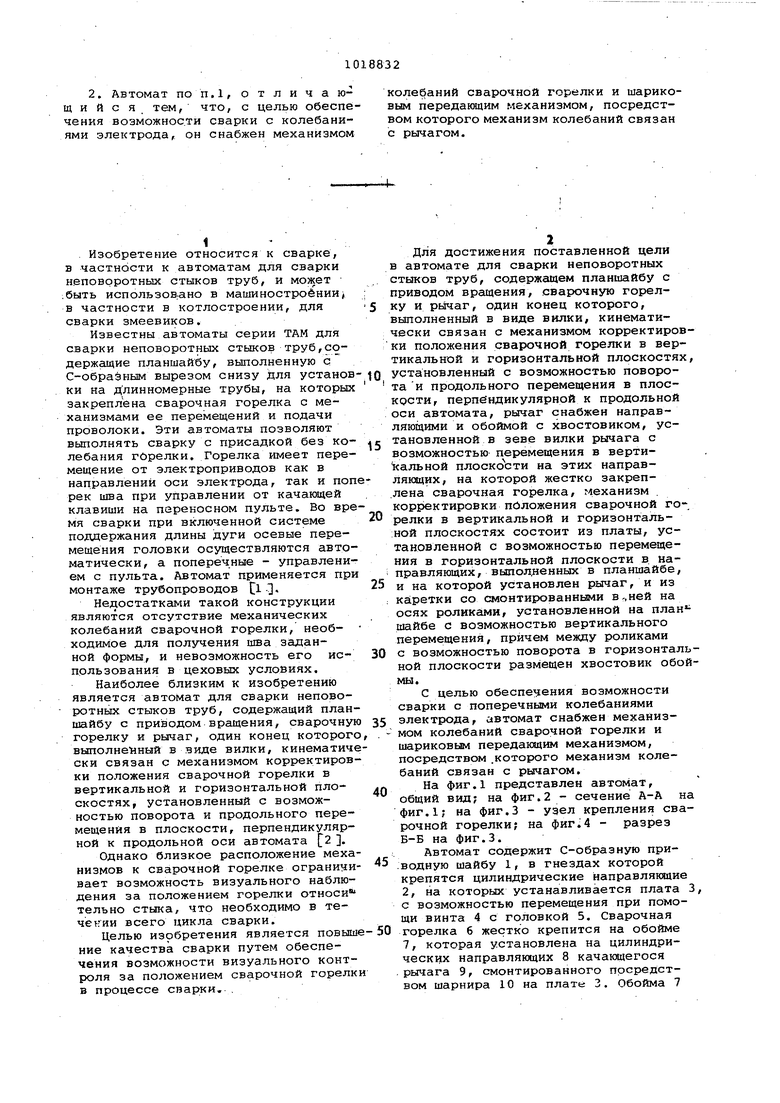

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1969 |
|
SU238703A1 |

1. АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, содержащий планшайбу с приводом вращения, сварочную горелку и рычаг, один конец которого, выполненный в виде вилки, кинематически связан с механизмом корректировки положения сварочной горелки в вертикальной и горизонтальной плоскостях, установленный с возможностью ftoBopOTa и продольного перемещения в плоскости, перпендикулярной к продольной оси автомата, отличающийся тем, что, с целью повыщения качества сварки путем обеспечения возможности визуального контроля за положением сварочной горелки в процессе сварки, рычаг снабжен направлякнцими и обоймой с хвостовиком,установленной в зеве вилки рычага с возможностью перемещения в вертикальной плоскости на этих направляющих, на которой жестко закреплена сварочная горелка,механизм корректировки положения сварочной горелки в вертикальной и горизонтальной плоскостях состоит из плаГы, установленной с возможностью перемещения в горизонтальной плоскости в на(Л правляющих, выполненных в планшайбе, и на которой установлен рычаг, и из каретки со смонтированными в ней на осях роликами, установленной на план§ шайбе с возможностью вертикального перемещения, причем между роликами с возможностью поворота е горизонтальной плоскости размещен хвостовик обоймы.
Изобретение относится к сварке, в частности к автоматам для сварки неповрротных стыков труб, и может .быть использов.ано в машиностроенииj в частности в котлостроении, для сварки змеевиков. Известны автоматы серии ТАМ для сварки неповоротных стыков труб,содержащие планшайбу, выполненную с С-образным вырезом снизу йля установ ки на длинномерные трубы, на которых закреплена сварочная горелка с механизмами ее перемещений и подачи проволоки. Эти автоматы позволяют выполнять сварку с присадкой без колебания горелки. Горелка имеет перемещение от электроприводов как в направлений оси электрода, так и поп рек шва при управлении от качакадей клавиши на переносном пульте. Во вре мя сварки при включенной системе поддержания длины дуги осевые перемещения головки осутцествляются автоматически, а поперечные - управлением с пульта. Автомат применяется пр монтаже трубопроводов fl .. Недостатками такой конструкции являются отсутствие механических колебаний сварочной горелки, необходимое для получения шва заданной формы, и невозможность его использования в цеховых условиях. Наиболее близким к изобретению является автомат для сварки неповоротньк стыков труб, содержащий план шайбу с приводом вращения, сварочну горелку и рычаг, один конец которог выполненный в виде вилки, кинематич ски связан с механизмом корректиров ки положения сварочной горелки в вертикальной и горизонтальной плоскостях, установленный с возможностью поворота и продольного перемещения в плоскости, перпендикулярной к продольной оси автомата 2 . Однако близкое расположение меха низмов к сварочной горелке ограничи вает возможность визуального наблюдения за положением горелки относи тельно стыка, что необходимо в течении всего цикла сварки. Целью изобретения является повыш ние качества сварки путем обеспечения возможности визуального контроля за положением сварочной горелк в процессе сварки, . Для достижения поставленной цели в автомате для сварки неповоротных стыков труб, содержащем планшайбу с приводом вращения, сварочную горелку и рьйаг, один конец которого, выполненный в виде вилки, кинематически связан с механизмом корректировки положения сварочной горелки в вертикальной и горизонтальной плоскостях, установленный с возможностью поворота и продольного перемещения в плоскости, перпендикулярной к продольной оси автомата, рычаг снабжен направляющими и обоймой с хвостовиком, установленной в зеве вилки рычага с возможностью перемещения в верти альной плоскоЪти на этих направляющих, на которой жестко закреп.лена сварочная горелка, механизм корректировки положения сварочной горелки в вертикальной и горизонталь;ной плоскостях состоит из платы, установленной с возможностью перемещения в горизонтальной плоскости в. направляющих, выполненных в планшайбе, и на которой установлен рычаг, и из каретки со смонтированными в-.ней на осях роликами, установленной на план шайбе с возможностью вертикального перемещения, причем между роликами с возможностью поворота в горизонтальной плоскости размещен хвостовик обоймы. С целью обеспечения возможности сварки с поперечными колебаниями электрода, автомат снабжен механизмом колебаний сварочной горелки и шариковым передающим механизмом, посредством .которого механизм колебаний связан с рычагом. На фиг.1 представлен автоМат, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел крепления сварочной горелки; на - разрез Б-Б на фиг.З. Автомат содержит С-образную при.водную шайбу 1, в гнездах которой крепятся цилиндрические направляющие 2, на которых устанавливается плата 3, с возможностью перемещения при помощи винта 4 с головкой 5. Сварочная горелка 6 жестко крепится на обойме 7, которая установлена на цилиндрических направляющих 8 качакадегося .рычага 9, смонтированного посредством шарнира 10 на плате 3. Обойма 7 посредством плоского хвостовика устанавливается между роликами 11, смонтированными на осях 12 каретки Каретка 13 шлеет возможность автоматического перемещения в вертикаль ной плоскости по на правляющим 14 по средством кинематической гайка 15 - виит 16. Гайка 15 жестко закреплена на каретке 13. Винт 16 является выходньм звеном электрот привода 17, жестко смонтированного на ползуне 18, который устанавливается в направляющих 19 типа ласточкин хвост . Нсшравляющие 19 жес ко крепятся на плате 3. Перемещение ползуна 18 по направляющим 19 осуществляется вручную с помощью винта 20. Механизм 21 колебаний сварочной горелки закреплен на планшайбе 1 и кинематически связан с качающимся рычагом 9 посредством шарикового передающего механизма 22/ при этом выходное звено электропривода взаим действует со штоком шарикового перемещения механизма 22.Механизм 23 подачи сварочной проволоки 24 и кас сета 25 со сварочной проволокой . Также закреплены на планшайбе 1 . Автомат для сварки неповоротных стыков труб работает следующим обра Автомат-устанавливается на трубе 26 кондентркчно ее оси и закрепляет ся (устройство для установки и креп ления автомата не показано), затем выставляют сварочную гЬрелку 6 на свариваемый стык (относительно по- :П еречного его расположения) путем перемещения платы 3 по цилиндрическим направлякхцим 2 вращением винта для установления необходимого .дугового промежутка (длины дуги), -враще нием винта 20 сварочная горелка перемещается в вертикальной плоскости
А-А
При включении сварочного тока и возбуждении дуги планшайба 1 с по- мощью ее электррпривода (не показано) начинает вращаться вокруг трубы 26. При этом сварочная горелка б совершает колебательные движения поперек . стыка (вдоль оси трубы), перемещаясь совместно-,с рычагом 9,. получающим импульсы от механизма 21 колебаний, которые передаются на рычаг 9 шариковым передающим механизмом 23. В то же время сварочная горелка 6 шарнирно связана с меха1яизмом корректиров- . ки ее положения в вертикальной плоскости, т.е. поддерживается постоянно заданный дуговой промежуток. Электропривод 17 получает электрический импульс от электрической схемы автомата (не показано) и передачей винт 16 - гайка 15 сообщает движение каретке 13, перемещая ее по цилиндрической направляющей 14. Каретка 13 роликами 11, контактирую щими с плоским хвостовиком обоймы 7, перемещает последнюю в вертикальной плоскости и в то же время не препятствует совершению колебательных движений, сообщаемых сварочной горелке через рычаг 9. Сварочная проволока 24 в процессе сварки подается в зону дуги из кассеты 25 подающим механизмом 23. Благодаря тому, что механизм корректировки положения сварочной го.релки в вертикальной и горизонтальной пйоскортях и рычаг удалены от зоны сварки появляется возможность визуального контроля за положением сварочной горелки, что в свою очереДь позволяет внести необходимые изменения в работу автомата в про- ; цессе сварки. Кроме того, автоматом возможно осуществлять сварку с колебаниями электрода, это все позволяет при работе предлагаемнм автоматом получить высокое качество сварки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гриненко В.И | |||
| и др | |||
| Переносные автоматы ТАМ для сварки неповоротных стыков труб вольфрамовЕлм электродом с присадкой | |||
| - Сварочвое производство , 1973, 1 | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU738803A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
