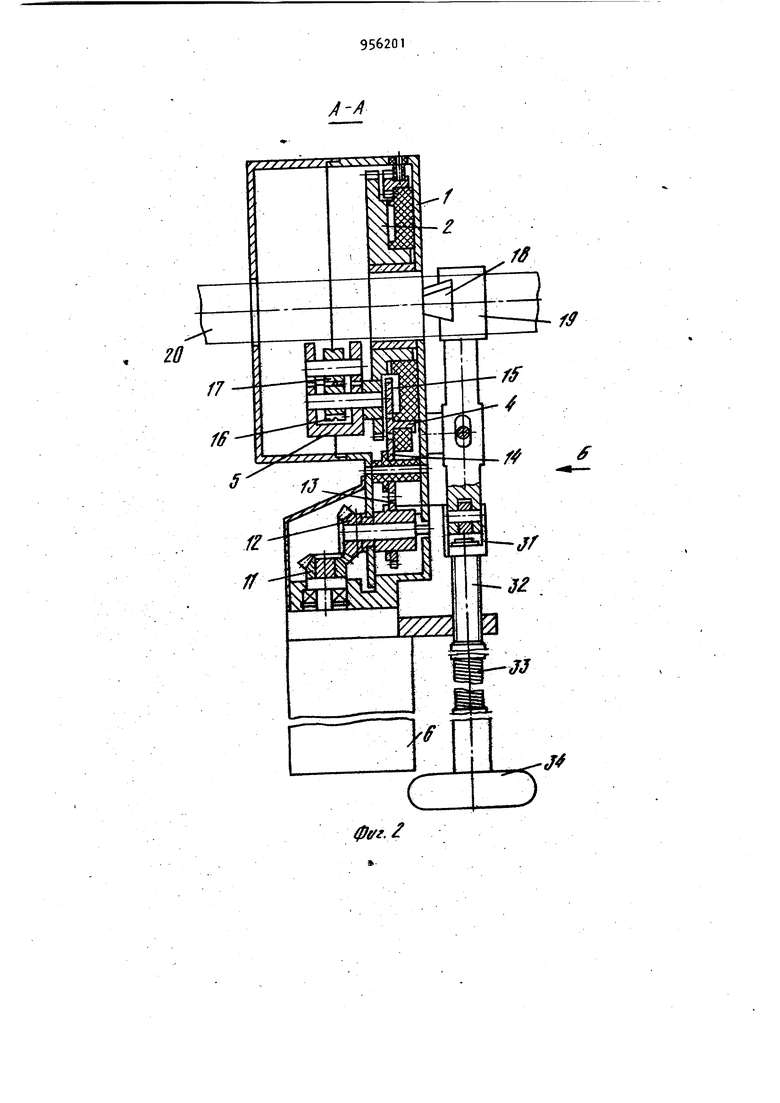
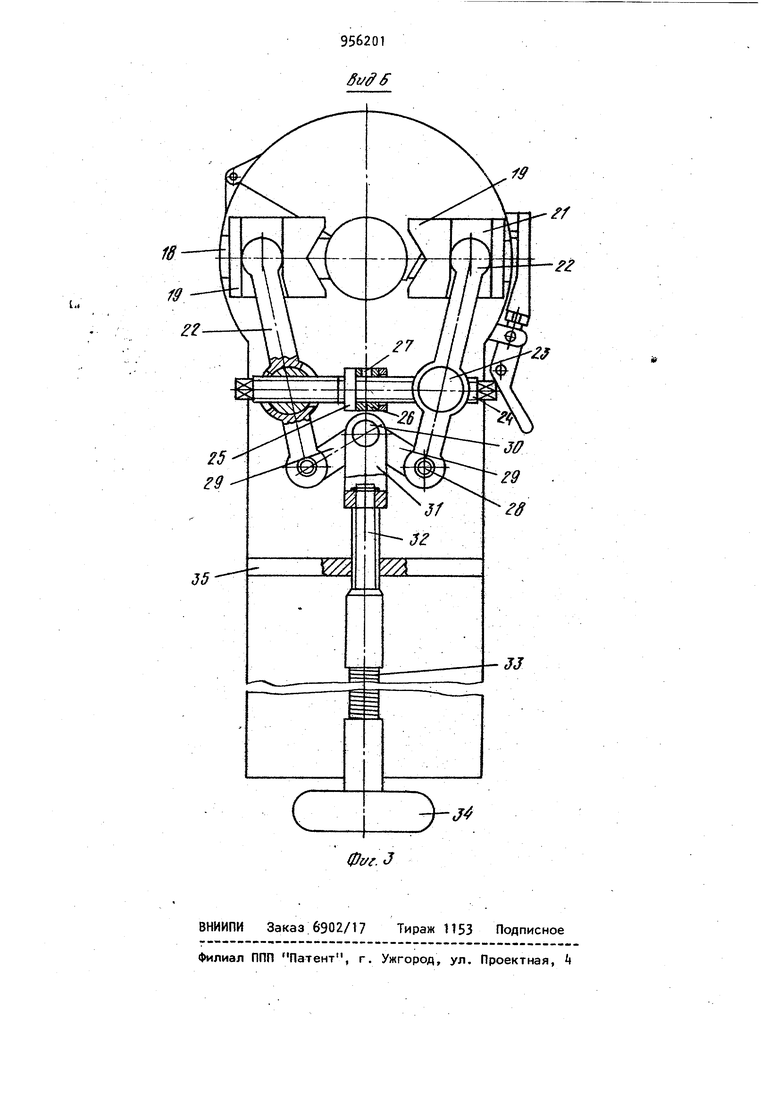
Изобретение относится к сварке, в частности к сварке неповоротных ст коа трубопроводов из сплавов 7М, и может найти применение в судостроении, машиностроении и других отрасля промышленности. Известен автомат для сварки неповоротных стыков труб, содержащий кор пус , планшайбу с горелкой, размещенные внутри корпуса, и механизм зажима устройства на трубе, состоящий из двух кулачков в виде призм, установленных на направляющей корпуса 1. Для привода кулачков служит винт с разным направлением резьбы. Однако в известном автомате зажим кулачков на трубе винтом, а также расположение винта вблизи рабочей зоны требует свободного пространства для его вращения, что ограничивает его применение в стесненных монтажных условиях. .Наиболее близким к изобретению по технической сущности является автомат для сварки неповоротных стыков труб, содержащий корпус, с направляющими, планшайбу со сварочной горелкой, расположенные внутри корпуса, механизм для крепления автомата на трубе, включающий зажимные элементы, установленные на рычагах, выполненных поворотными относительно подшипниковых вкладышей, установленных на винте с разным направлением резьбы 2 . Недостатком известного автомата является невысокая точность центровки оси трубы при переходе на сварку труб различного диаметра из-за того, что зажимные элементы выполнены поворотными, это вызывает смещение электрода и неправильное формирование сварного шва. Концентричное крепление на трубах может быть достигнуто применением на зажимных элементах приливов сложной формы, что усложняет конструкцию. Применение в качестве механизма зажима рычага увеличивает габариты и не позволяет использовать 395 автомат для выполнения сварочных работ в стесненных монтажных условиях. Целью изобретения является повыше ние точности центрирования автомата на свариваемых трубах в стесненных монтажных условиях. Цель достигается тем, что в автомате для сварки неповоротных стыков труб, содержащем корпус с направляющими, планшайбу со сварочной горелкой, механизм для крепления автомата на трубе, включающий зажимные элементы, расположенные в.направляющих корпуса, рычаги, смонтированные на винте с правой и левой резьбами и шарнирно связанные с промежуточными звеньями, установленными на оси и взаимодействующими с механизмом за жима, механизм зажима выполнен в виде винта с закрепленными на одном его конце гибким валом и на другом вилкой, установленной на оси промежу точных звеньев, а в зажимных элементах выполнены пазы, в которых с возможностью перемещения расположены свободные концы рычагов. На фиг. 1 пп-едставлен автомат для сварки неповоротных стыков труб; на фиг. 2 - разрез Л-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2. Автомат д.пя сварки неповоротных СТЫКОВ труб содержит корпус 1, а котором размещены планшайба 2 с закреп ленной на ней сварочной горелкой 3, шестерня k механизм подачи присадочной проволоки 5. Для вращения пла шайбы 2 служит привод, встроенный в рукоятку 6, передающий вращение план шайбе 2 через шестерни . В рукоя ке 6 размещен также привод механизма подачи проволоки, который через шестерни 1 1 , 12, 13, 1 и k связан с шестерней 15. На валу шестерни 15 закреплен ведущий ролик 16 механизма подачи проволоки а для прижатия прис дочной проволоки служит ролик 17. На корпусе 1 имеются направляющие 18, на которых установлены зажиМные элементы в виде призм 19 механизма крепления автомата на трубе 20. В призмах .19 выполнены пазы 21 , в которых размещены с возможностью перемещения концы (позицией не обозн чены) рычагов 22, установленных с возможностью поворота относительно осей 23. В осях 23 выполнены-сквозные резьбовые отверстия, через которые пропущен винт 2k, имеющий на одном конце леэую; а на втором конце правую резьбу. Винт 2 проходит через ушки 25 корпуса 1, между которыми находится гайка 26 со стопорным винтом 27. Гайка 26 служит для настройки симметричного расположения призм 19- Винт 2 на концах имеет лыски (позицией не обозначены) для захвата ключом и служит для перемещения лризм 19 при настройке автомата для сварки труб различнь1х диаметров. Другие концы рычагов 22 шарнирно соединены осями 28 с промежуточными звеньями 29, которые связаны осью 30 с вилкой 31. Вилка 31 соединена с винтом 32 механизма зажима, снабженным гибким валом 33 с ручкой 3. Винт 32 установлен в резьбовом отверстии фланца 35 корпуса 1 . Автомат работает следующим образом. Сначала устанавливают призмы 19 на определенный диаметр трубы 20. При вре вращении винта 2 оси 23 перемещаются относительно винта 2, поворачивая связанные с ними рычаги 22 с призмами 19. Затем устанавливают автомат на свариваемую трубу 20, совмещая визуально плоскость стыка свариваемой трубы 20 с плоскостью вращения электрода горелки 3. Наличие гибкого вала 33 позволяет устанавливать автомат в стесненных условиях монтажа при сварке труб, так как позволяет отклонять ручку З в наиболее удобное положение для вращения дополнительного винта 32. Вращая ручку 3 с гибким валом 33 и дополнительным винтом 32, перемещают вилку 31 вниз относительно корпуса 1. При этом промежуточные звенья 29, поворачиваясь на оси 30, поворачивают концы рычагов 22 на осях 23. Концы рычагов 22 перемещаются в пазах 21 призм 19 и смещают призмы 19 по направляющим 18 корпуса 1 и закрепляют автомат на трубе 20. Наличие пазов 21 с установленными в них. концами рычагов 22 обеспечивает точную установку автомата на свариваемой трубе, т. е. уменьшение сумм погрешностей механизма закрепления, так как концы рычагов 22 поворачиваются по радиусу относительно оси 23, а призмы 19 перемещаются прямолинейно по направляющим l8. После этого включают привод вращения планшайбы 2 со сварочной горелкой 3 привод подачи присадочной проволоки 5 и производят сварку. ПЬсле окончания процесса сварки выключают приводы, отводят призмы 19 путем вращения дополнительного винта 32 гибким валом 33 за ручку З в обратном направлении и снимают автомат. Автомат повышает точность центрирования на трубе, что при сварке труб улучшает качество сварных соединений. Кроме того, обеспечивается более свободный доступ к свариваемому стыку в стесненных монтажных условиях.
Формула изобретения
Автомат для сварки неповоротных стыков труб, содержащий корпус с на- правляющими, планшайбу со сварочной горелкой, механизм крепления автомата на трубе, включающий зажимные элементы, расположенные в направляющих корпуса, рычаги, смонтированные на винте с левой и правой резьбами и шарнирно связанные с промежуточныМИ звеньями, установленными на оси и взаимодействующими с механизмом зажима, отличающийся тем, что, с целью повышения точности центр 1рования автомата на свариваемых трубах в стесненных монтажных условиях, механизм зажима выполнен в виде винта с закрепленными на одном его конце гибким валом и на другом - вилкой, установленной на оси промежуточных звеньев, а в зажимных элементах выполнены пазы, в которых с воз,можностью перемещения расположены свободные концы рычагов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР по заявке № 2779157/25-27,
кл. В 23 К 31/06, 1979.
2.Патент Швеции ff ,
кл. В 23 К 37/02, опу(блик. 97 . (прототип).
/У
J
0fff.l


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1986 |
|
SU1412917A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |