to сд
4
О
со
Изобретение относится к области авт матизации сварки неповоротных стыков труб, а именно к автоматам для сварки неповоротных стыков труб в среде защитных газов неплавящимся электродом, особенно для сварки труб в стесненных условиях, например труб поверхностей нагрева котлов тепловых электростанций.
Известные автоматы имеют сравни-, тельно большой размер в направлении оси свариваемых труб, что не позволяет применять их при.сварке конструктивных узлов с ограниченным в этом направлении пространством.
В предлагаемом автомате с целью уменьшения его размеров механизм перемещения каретки выполнен с конической (или червячной) парой, перецак .щей движение вала с рукояткой вращающемуся элементу винтовой пары, второй элемент которой закреплен на каретке.
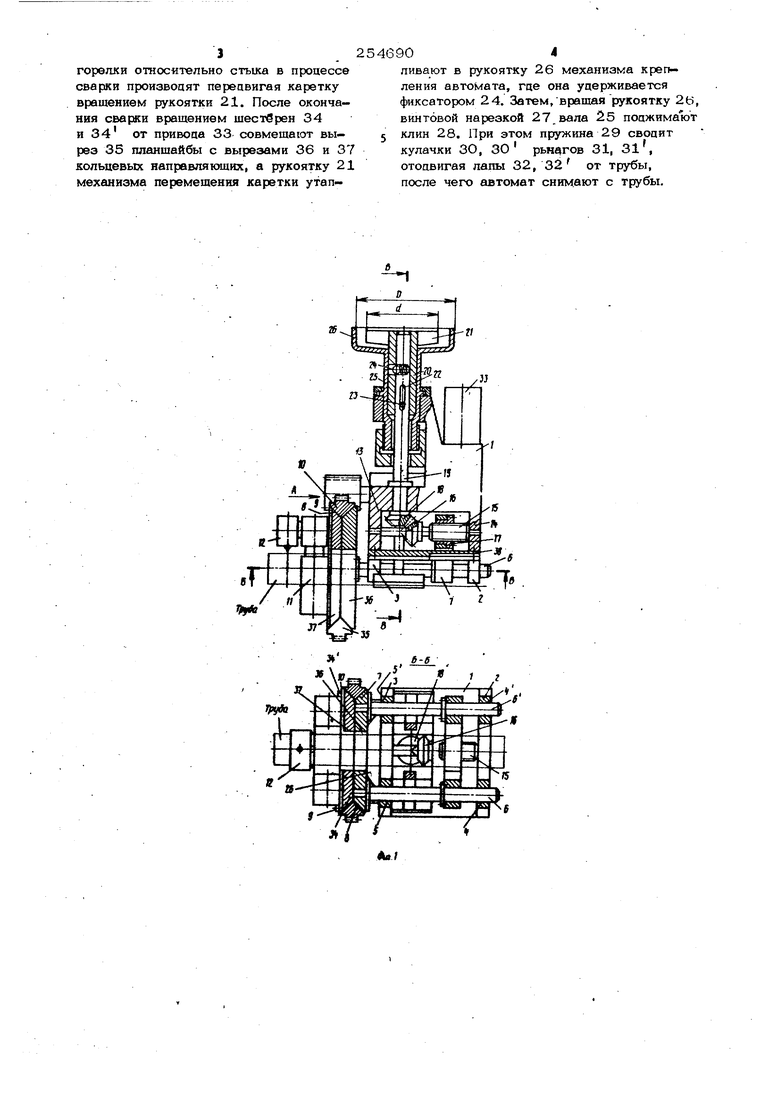
На фиг. 1-2 изображен предлагаемый автомат для сварки неповарртных стыков труб.
На корпусе 1 имеются щеки 2 и 3с отверстиями 4, 4, 5, 5 для цилиндри- ческих направляющих 6, 6 каретки 7. На кольцевых направляющих 8 и 9 каретки установлена планшайба 10 (шеетерня) с закрепленной на ней посрецством суппорта 11 сварочной горелкой В щеках на подшипниках 13 и 14 установлен винтовой вал 15 с закрепленной на нем конической шестерней 16. Винтовой вал находится в зацеплении с гайкой 17, закрепленной на.каретке. Коническая шестерня 16 сцеплена с конической щестерней 18 приводного вала 19 механизма перемещения карегки. На свободный конец вала 19 телескопически надета трубка 20 крестообразной рукоятки 21. Паз 22 вала 19 сцеплен щтифтом 23 с трубкой 2О. В приводной вал 19 вставлен шариковый фиксатор 24. В корпусе шарнирно закреплен полый вал 25 механизма крепления автомата на трубе. На .верхнем конце вала 25 имеется пустотелая рукоятка 26, внутренний диаметр D которой больше наружного диаметра d ру;коятки 21. На нижнем конце вала 25 имеется винтовая резьба 27, сопрягающаяся с гайкой-клином 28, К кпину 28 пружиной 29 прижаты кулачки / 30 и 3 рычагов 31 и 31, шарнярво укрепленных в корпусе. На противоположных концах рычагов 31 и 31 имеются лапы 32 и 32. В корпусе заключен электропривод (мотор-редуктор) 33, на выходе которого имеются две симметрично расположенные ведущие шестерни
34 и 34, сцепленные с плащпайбой 10. Планшайба 1О имеет радиальный вырез 35 для установки автомата на трубу. Такие же вырезы 36 и 37 выполнены соответственно в кольцевых направлякидих 8 и 9, К нижней части KOJ. пуса прикреплен сменный вкладыщ 38 радиус внутренней поверхности которого соответствует радиусу наружной поверхности свариваемой трубы.
5 Перед установкой автомата на свариваемую трубу совмещают вырез 35 планшайбы 10 с вырезами 36 и 37 коль, цевых направляющих 8 и.9. Для этого включают привод 33, вращение от кото0 рого через шестерни 34 и 34 передается планшайбе. 10. Устанавливают .автомат на трубу, пропуская ее в вырезы 35 36, 37 до упора во вкладыш 38. При вращении рукоятки 26 вал 25
5 поворачивается, и клин 28, упираясь в стенку корпуса, поступательно движется вдоль оси вала 25, раздвигая кулачки 30 и ЗО, Рычаги 31 и 31 поворачиваются и прижимают лапы 32 и 32
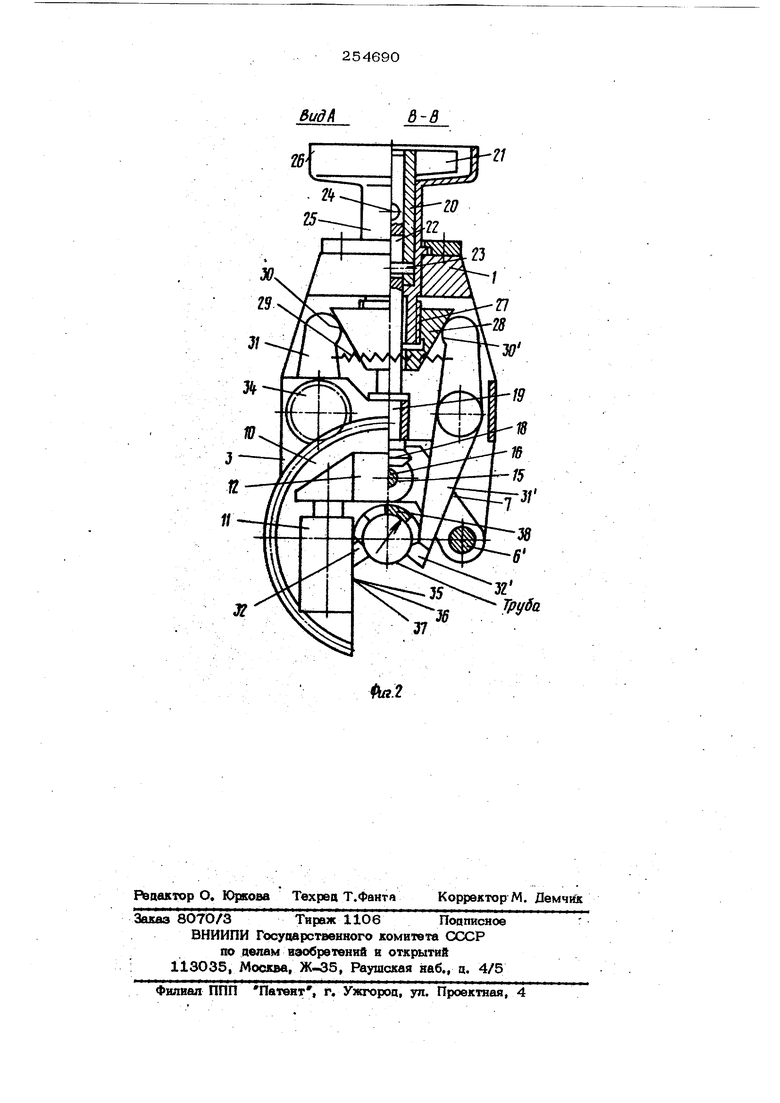
0 к трубе, фиксируя автомат в рабочем положении. Для точного наведения сварочной горелки 12 на свариваемый стык рукоятку 21 механизма перемещения каретки выдвигают из рукоятки 26 механизма зажима автомата до упора штифта 23 в верхний конец паза 22 (как показано щтрих-пунктир1ыми лшшями на фиг. 2). Шариковый фиксатор 24 удеркивает рукоятку 21 в этом положении. Повора-
Q чивая рукоятку 21, вращают приводной вал 19 с конической шестерней 18, которая передает вращение винтовому валу 15, перемещающему каретку 7. ,Прн этом цилиндрические напревляюшие 6 и б скользят в отверстиях 4, 4 и 5, 5. Вместе с кареткой перемещается планшайба с суппортом 11 и сварочной горелкой. Затем в горелку подают защитный газ, возбуждают сварочную дугу и включают привод 33.
Ведущие шестер1и 34, 34 вращают планшайбу Юс горелкой 12 по кольцевым направляющим 8 и 9. Наличие двух ведущих шестерен 34 и 34 .обусловлено необходимостью непрерывного вращения планшайбы. При попадании ведущей шеотерни 34 в вырез 35 планшайбы последняя остается в запепленни с шестерней 34 и наоборот. Корректировку горелки относительно стыка в процессе сварки производят переавигая каретку вращением рукоятки 21. После окончания сварки вращением щестбрен 34 и 34 от привоца 33 совмещают вырез 35 планшайбы с вырезами 36 и 37 кольцевых направляющих, а рукоятку 21 механизма перемешения каретки утап04ливают в рукоятку 26 механизма крепления автомата, гце она удерживается фиксатором 24. Затем, вращая рукоятку 2Ь, винтовой нарезкой 27.вала 25 поджимают клин 28. При этом пружина 29 сводит кулачки ЗО, 30 рьадгов 31, 31, отодвигая лапы 32, 32 от трубы, после чего автомат снимают с трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Автомат для сварки кольцевых швов неповоротных стыков трубопроводов | 1977 |
|
SU1039673A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
1. АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, соаержаший корпус с механизмом креп~ пения автомата, каретку с механизмом ее перемещения, установленным на корпусе, планшайбу со сварочной горелкой, и привод вращения планшайбы, отличающийся тем, что, с цельюуменыиения габаритных размеров, механизм перемещения каретки выполнен в вице винтовой пары, один из элементов которой расположен на каретке, а второй ша[жирно закреплен в корпусе и связан зубчатой передачей с приводным валом механизма перемещения, на свободном конце которого закреплена рукоятка.2, Автомат по п. 1, о т'л и ч а ю — ш и и с я тем, что приводной вал механизма перемещения совмещен с привод- ,ным валом механизма крепления автома» • та, цля чего последний выполнен полым.
3J
ВидК
21
Ю
Труба
