/
1C
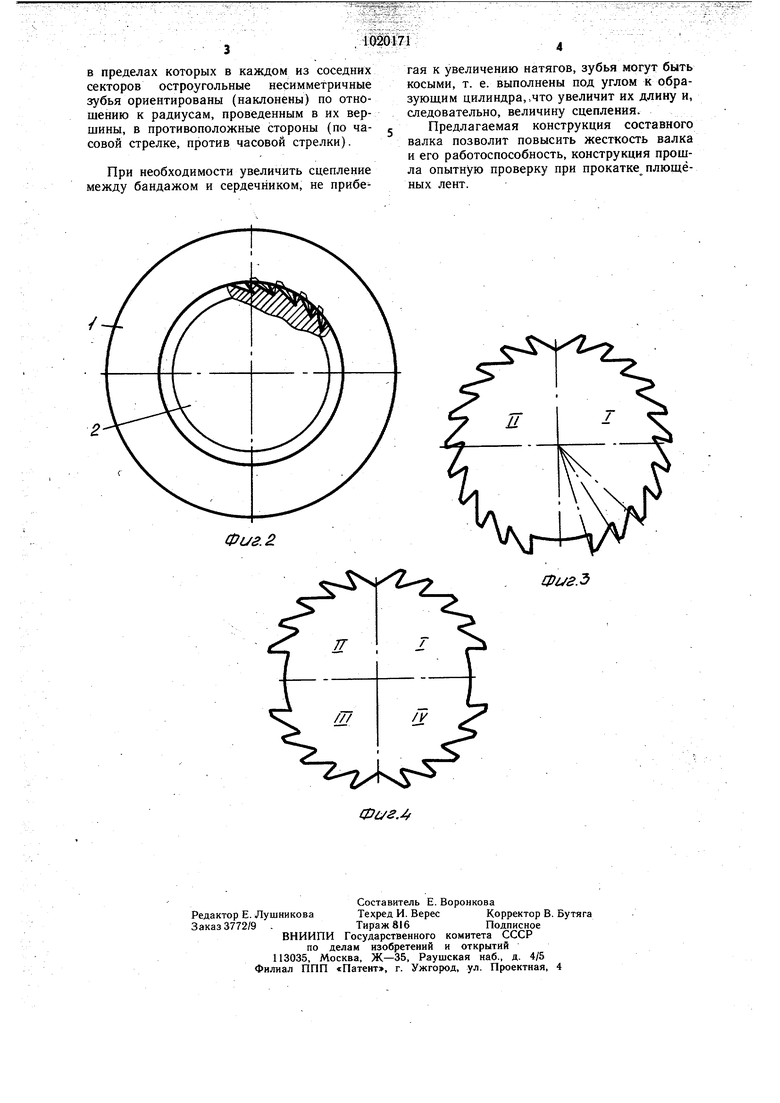
Фиг.-/ Изобретение относится к обработке металлов давлением, и может быть использовано в прокатном производстве, например, на станах для прокатки плющеныл лент. Известен составной нрокатный валок, содержащий бандаж, насаженный на сердечник, в котором для обеспечения необходимого сцепления бандажа с сердечником вдоль посадочной поверхности оси выполнены, по меньшей мере, три грани, рав юмерно распределенные по его окружности, а в зазоры между бандажом и каждой гранью установлены цилиндрические стержни 1. Однако составной прокатный валок не обеспечивает надежного крепления бандажа. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является составной прокатный валок, включающий бандаж, насаженный на сердечник, на посадочной поверхности которого по его окружности выполнены неровности. Неровности выполнены в виде, не менее трех, параллельных пазов на равных расстояниях один от другого 2. Однако такой прокатный валок не обеспечивает надежности крепления бандажа без применения высоких натягов при напрессовке бандажа, что увеличивает растягивающие напряжения в нем и способствует преждевременному выходу валка из строя; При меньших же натягах, в связи с тем, что бандаж прогревается до более высоких температур, ослабляется сцепление бандажа с сердечником. Это касается стальных и чугунных бандажей. При применении бандажей из твердых сплавов имеет место следующее: в связи с практическим отсутствием теплового расширения в бандаже, несмотря на то, что сер дечник выполняют из сплава инвар-35, имеющего очень малое тепловое расширение (до 100°С), приходится делать натягИ в узком интервале от 5 до 12 мкм, что само по себе трудоемко в изготовлении, но и в этом саучае при нагреве (температура валков зачастую превышает 150°С) имеют место разрывы бандажа. Меньшие натяги не обеспечивают передачу крутящего момента. Кроме того, поскольку в сплаве инвар модуль упругости значительно меньше, чем у сталей, валок имеет пониженную изгибную жесткость, что снижает точность прокатываемых лент. Цель изобретения - повышение жесткости валка и его долговечности путем уменьшения растягивающих напряжений в бандаже. Поставленная цель достигается тем, что в составном прокатном валке, включающем бандаж, насаженный на ось, на посадочной поверхности которой по ее окружности выполнены неровности, согласно изобретению, неровности выполнены в виде мелкомодульных остроугольных несимметричных зубьев. Зубья выполнены косыми. Поверхность, на которой выполнены зубья, разделена в поперечном сечении нд четное число секторов, причем зубья смежных секторов наклонены в противоположные стороны. На фиг. 1 изображен валок, общий вид; на фиг. 2 - то же, вид сбоку (пунктиром показан напряженный зуб); на фиг. 3 - нарезка сердечника (зубья в свободном состоянии), вариант исполнения; на фиг. 4 - то же, другой вариант. Составной прокатный валок содержит бандаж 1 стали, чугуна или твердого сплава и сердечник 2, на посадочной поверхности которого выполнены мелкомодульные, несимметричные остроугольные зубья (фиг. 2), которые могут быть выполнены либо прямыми, либо косыми. Кроме того, зубья могут быть выполнены по окружности в двух противоположных направлениях или при делении окружности на четыре сектора, зубья смежных секторов выполняют с наклоном в противоположные стор01 ы (фиг. 3 и 4). Профиль нарезки и диаметр окружности,, на которой шлифуют выступы, рассчитывают так, чтобы, при напрессовке гребешки зубьев прогнулись в; пределах упругой деформации изгиба с запасом. Так как профиль зуба в поперечном сечении приближается к профилю равнопрочной балки переменного сечения, эта деформация довольно значительна. В процессе прокатки валок (бандаж) нагревается и расширяется (в случае стальных) больше, чем сердечник, но так как зубья сердечника находятся в упругоизогнутом состоянии, то они распрямляются и тем самым компенсируют тепловое расширение бандажа и тем больше, чем меньшую жесткость имеют зубья и чем больше их количество. При использовании твердосплавных бандажей тепловое расширение сердечника приводит к еще большему изгибу зубьев в пределах запаса упругости. Увеличение нагрузки на бандаж при этом также будет тем меньше, чем больше зубья и меньше их жест«кость. Кроме того, такая форма зубьев (фиг. 2) Б поперечном сечении сердечника позволяет использовать эффект, возникающий от неодинакового сцепления наклонных зубьев с внутренней поверхностью бандажа в зависимости от направления передаваемого крутящего момента, за счет чего можно дополнительно уменьшать величи-ну натяга. При необходи.мости иметь крутящий момент, передаваемый на бандаж, независимо от направления .вращения, нарезка может быть выполнена так, как показано на фиг. 4, при этом в поперечном сечении сердечника канавки образуют зубья, размещенные по окружности в кратном 2 числе секторов.
в пределах которых в каждом из соседних секторов остроугольные несимметричные зубья ориентированы (наклонены) по отношению к радиусам, проведенным в их вершины, в противоположные стороны (по часовой стрелке, против часовой стрелки).
При необходимости увеличить сцепление между бандажом и сердечником, не прибе
гая к увеличению натягов, зубья могут быть косыми, т. е. выполнены под углом к образуюшим цилиндра,..что увеличит их длину и, следовательно, величину сцепления.
Предлагаемая конструкция составного валка позволит повысить жесткость валка и его работоспособность, конструкция прошла опытную проверку при прокатке плющеных лент.
Фиг. 2.
Физ.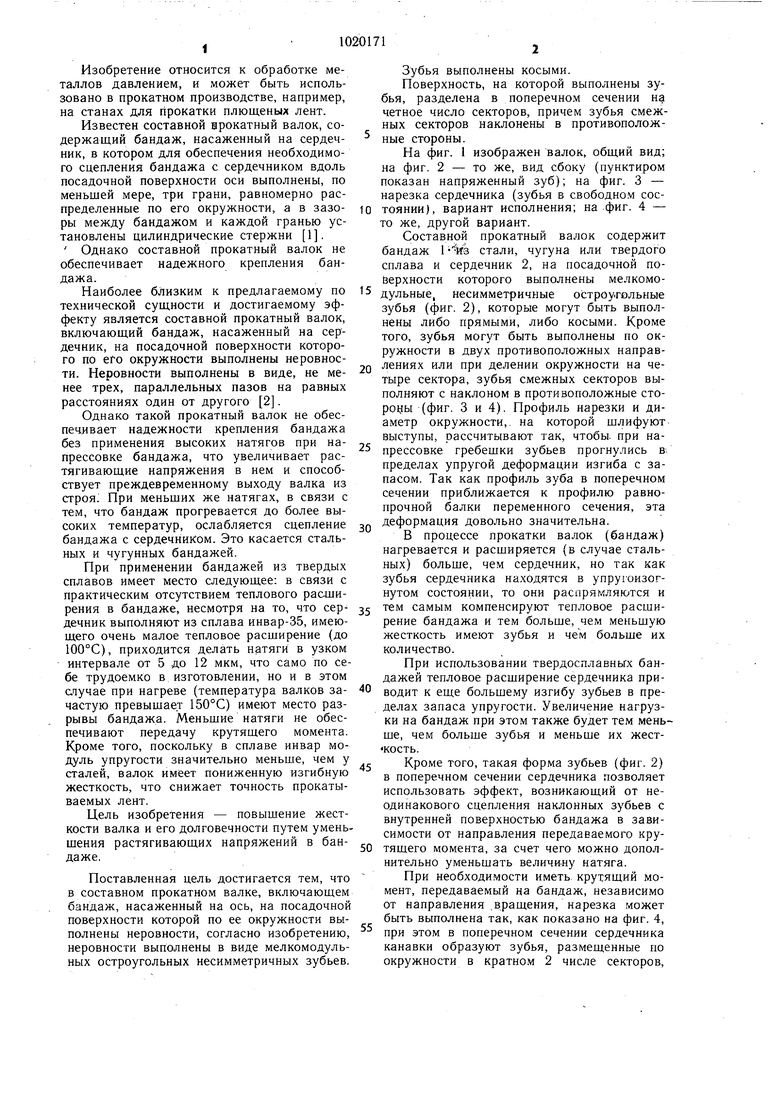
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной прокатный валок | 1978 |
|
SU776680A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2310530C2 |
| Составной станинный ролик | 1980 |
|
SU858969A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1984 |
|
SU1220207A1 |
| Прокатный валок | 1984 |
|
SU1304948A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1991 |
|
RU2020007C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1990 |
|
RU2048937C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
1. СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК, включающий бандаж, насаженный на ось, на посадочной поверхности которой по ее окружности выполнены неровности, отличающийся тем, что, с целью повышения жесткости валка и его долговечности путем уменьшения растягиваюш,их напряжений в бандаже, неровности выполнены в виде мелкомодульных остроугольных несимметричных зубьев. 2.Валок по п. 1, отличающийся тем, что зубья выполнены косыми. 3.Валок по пп. 1 и 2, отличающийся тем, что поверхность, на которой выполнены зубья, разделена в поперечном сечении начетное число секторов, причем зубья смежных секторов наклонены в противоположные стороны.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Составной прокатный валок | 1975 |
|
SU540688A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прокатный валок | 1973 |
|
SU500830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
