(54) РЕЗЦОВАЯ ГОЛОВКА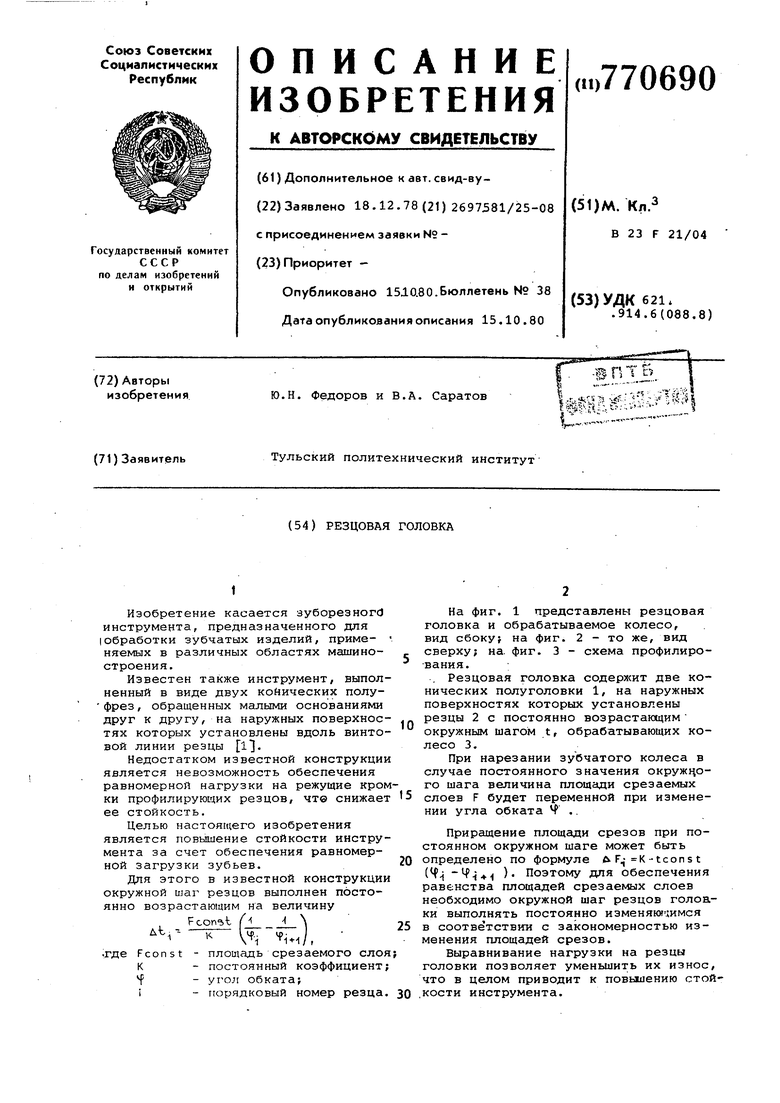
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| Способ обработки цилиндрических зубчатых колес | 1983 |
|
SU1139583A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456135C1 |
| Способ выбора режима резания для станков с программным управлением | 1983 |
|
SU1270647A1 |
| Способ нарезания круговых зубьев зубчатых колес в условиях непрерывного деления | 1985 |
|
SU1296327A1 |
| Резцовая головка для нарезания зубчатых колес | 1981 |
|
SU1020195A1 |
| Способ чистовой зубообработки цилиндрических зубчатых колес | 2015 |
|
RU2607509C1 |
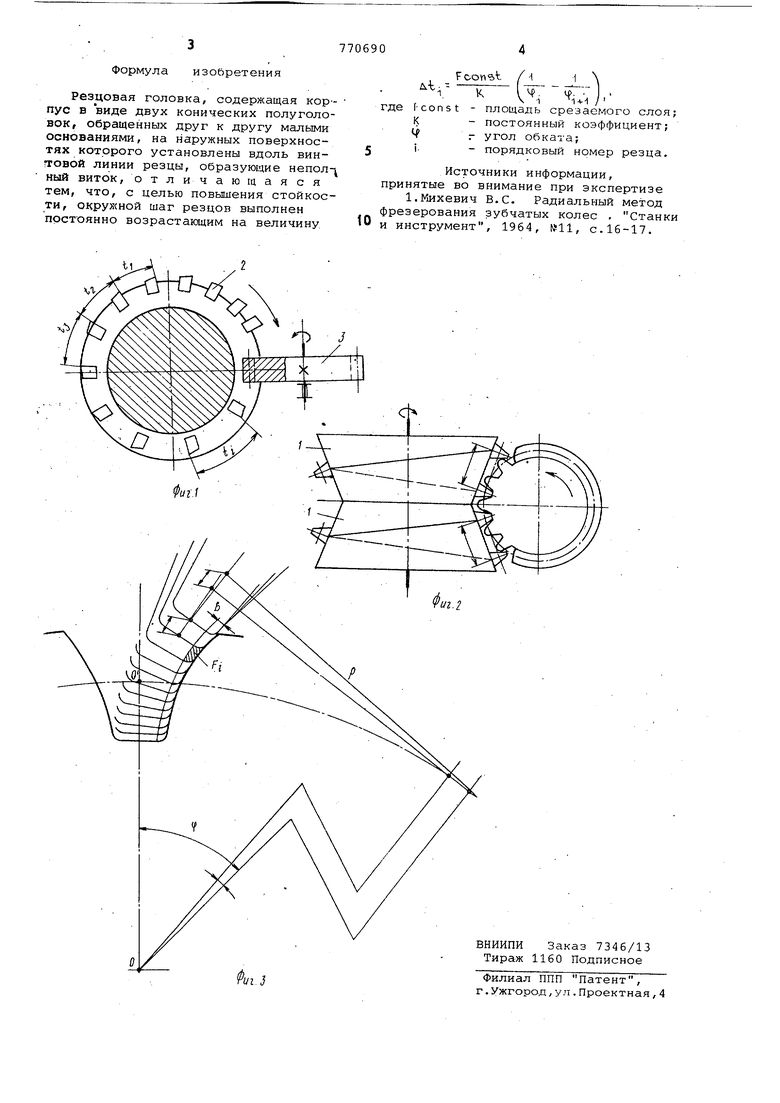
Изобретение касается зуборезногсЗ инструмента, предназначенного для Iобработки зубчатых изделий, применяемых в различных областях машиностроения. Известен также инструмент, выполненный в виде двух комических полуфрез, обращенных машыми основаниями друг к другу, на наружных поверхностях которых установлены вдоль винтовой линии резцы l. Недостатком известной конструкции является невозможность обеспечения равномерной нагрузки на режущие кром ки профилирующих резцов, что снижает ее стойкость. Целью настоящего изобретения является повышение стойкости инструмента за счет обеспечения равномерной загрузки зубьев. Для этого в известной конструкции окружной шаг резцов выполнен постоянно возрастающим на величину Fcon-si (1 к -, , Fcon S t -площадь срезаемого слоя -постоянный коэффициент К -угол обката; -порядковый номер резца На фиг, 1 представлены резцовая головка и обрабатываемое колесо, вид сбоку; на фиг, 2 - то же, вид сверху; на. фиг, 3 - схема профилирования, ; . Резцовая головка содерх ит две конических полуголовки 1, на наружных поверхностях которых установлены резцы 2 с постоянно возрастающим окружным шагом t, обрабатывающих колесо 3, При нарезании зубчатого колеса в случае постоянного значения окружного шага величина площади срезаемых слоев F будет переменной при изменении угла обката Ч ,. Приращение площади срезов при постоянном окружном шаге может быть определено по формуле А F,- К-tcons t (Ч -4 ). Поэтому для обеспечения равенства площадей срезаемых слоев необходимо окружной шаг резцов голонки выполнять постоянно изменяюгцимся в соответствии с закономерностью изменения площадей срезов. Выравнивание нагрузки на резцы головки позволяет уменьшить их износ, что в целом приводит к повышению стойкости инструмента.
