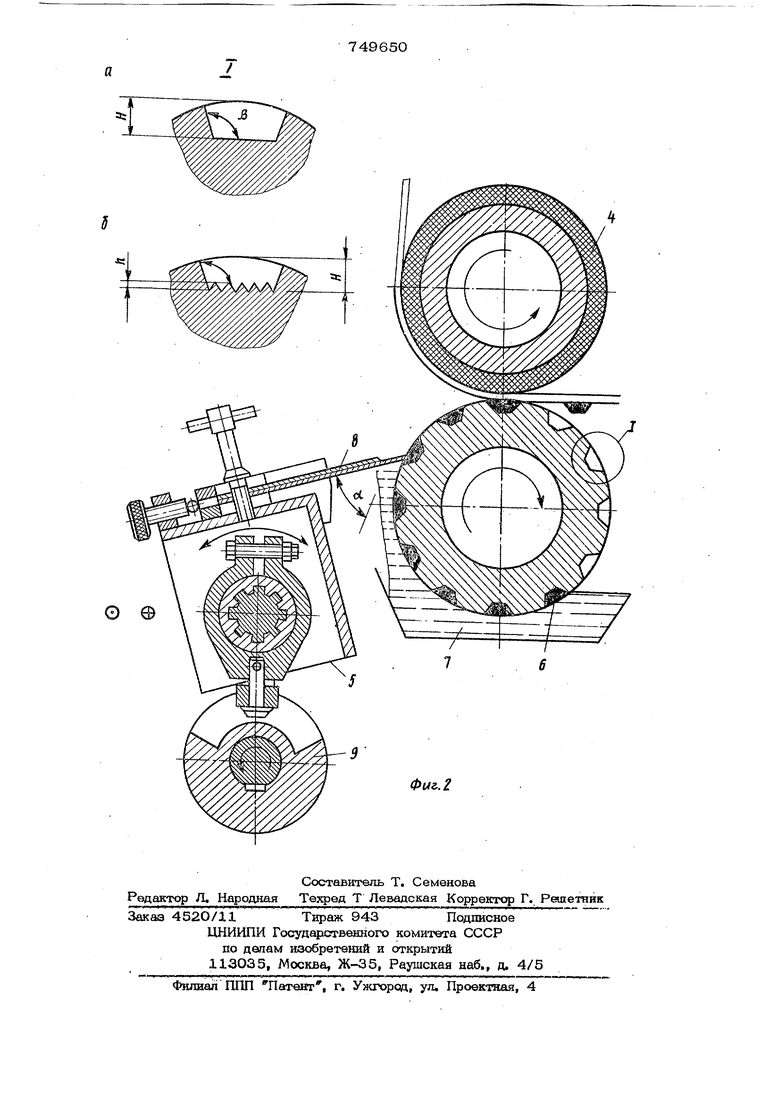
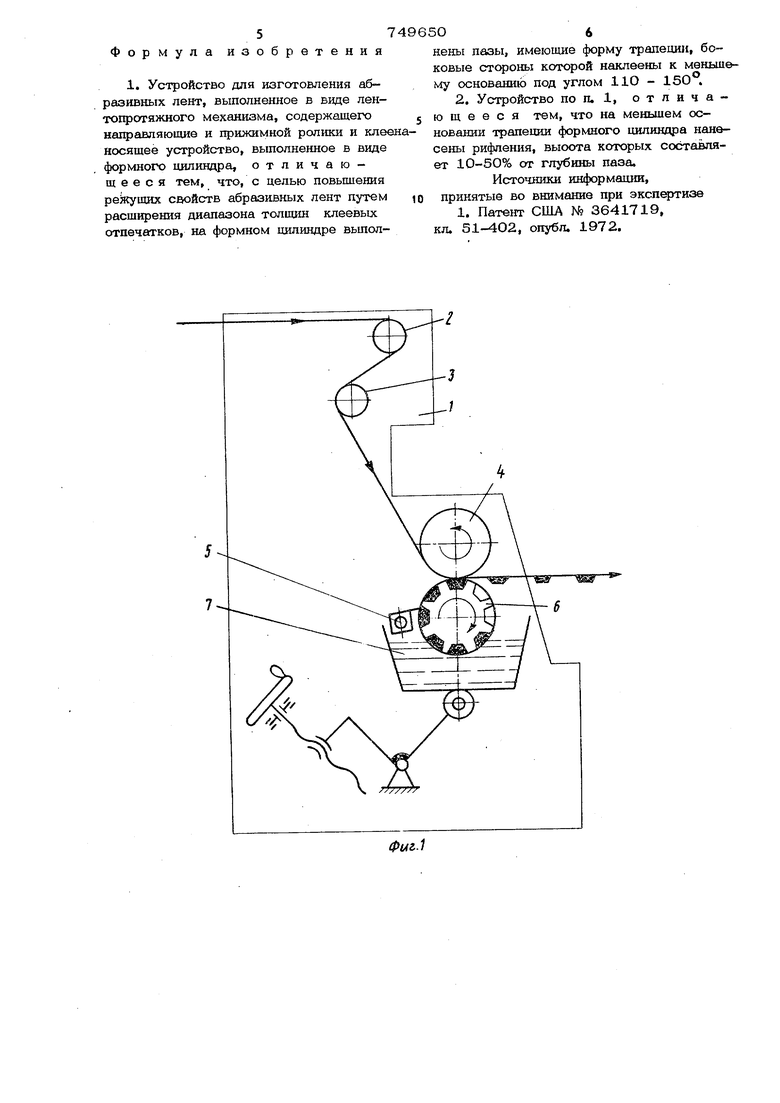
Изобретение относится к производств абрйзивно-алмазного инструмента, в час ности абразивных лент и шкурок. Известно устройство для изготовления абразивных лент, выполненное в вид .лентопротяжного механизма, содержащего направляющие и прижимной ролики и клеенаносящее устройство, выполненное в виде формного шшиндра, на периферийной поверхности выполнены выступы 1. Недостатком известного устройства являются малая толщина наносимого на поверхность ленты клеевого слоя вследст вие того, что передача смеси на основу происходит с выступов эластичного фор ного цилиндра, а на выступе большое количество смеси удержаться не может. Кроме того, предложенное устройство нельзя использовать для изготовления крупнозернистых шкурок. Целью изобретения является повьшени режущих свойств абразивных лелгг путем расшщэения диапазона толщин клеевых отпечатков. Для этого на формном цилшадре выполнены пазы, имеющие форму трапеции, боковые стороны которой наклонены к меньшему основанию под углом IIO-ISO причем на меньшем основании трапеции формного цилиндра-нанесены рифления, высота которых составляет 1О-5О% от глубины паза. На фиг. 1 представлена схема предлагаемой установки; на фиг. 2 - схема печатных элементов - впадин и механизм ракеляи Установка состоит из станины 1, поддерживающего ролика 2, нащзавляюшего ролика 3, гфижимного цилшщра 4, механизма ракеля 5, формного цшшццра 6, клеевой ванны 7. Конструктивно установка выполнена следующим образом. Внутри боковых ств- нок станины 1 расположены основные рабочие механизмьи В верхней части станкны расположен поддерживающий и направляющий 3 ролики, необходимые для предотвращения сбегания основы шкурки при работе технологической линии. Ропшс 3 имеет независимое перемещениэ опор, необходимое для создания равномерного натяжения основы по щирине. В нюкней части ста1шны расположена клеевая ванна 7 с подогревом п механизмом подъема. Верхнее рабочее положение клеевой ванны определяется надеж11ым пог ружением под уровень 1слея части формного щшнндра 6.. Нижнее холостое положение клеевой ванны обеспечивает вывод из нее формного цилиндра, В средней части станины расположен прилшмной пластичный цилиндр 4, обеспечиваюищй контакт основы с формным цилиндром. Ракель 5 при поворот формногхэ цилиндра 6 снимает клей с выступов, оставляя его во впадинах. При протягиваюш основы между цилиндрами 4 и 6 происходит клеепередача из впадин формного цилиндра. Привод установки обес печивает вращение формного цилиндра, контакт прижимного цилиндра с формным с определенным давлением. Прижимной цили1адр 4 (см. фиг. 2) имеет эласа ичную поверхность, необходимую для вдавливания основы во формного цнлшадра и обеспечения надежногхэ контак.та ее с клеевой массой впади ны, Mexai-шзм ракеля 5 располагается с левой сторош 1 форМ1ю.го цилиндра 6 и сво им ножом 8 снимает клей с его выступов Для обеспечения равномерного на. coca и снятия клея с выступов формы основанию ракеля 5 сообщается возвратно-поступательное движейие вдоль образующей формного цилиндра от кулачкового механизма 9, Конструкцией ракеля 5 пре дусмотрен поворот основания ракеля отно сительно горизо1 тальной оси на угол ot. в зависимости от вязкости клея. Качество 1шеепередачи из впадины зависит от конструкции впадины (см. фиг а и б). которая представляет в сечении трапецию с Mei-шщим основанием, направленным в тело формы, и болылим, расположенным на ее поверхности. Формы глубокой печати в данном случае не пригодн так Kait печатная ячейка полиграфической формы глубокой печати представляет собой вытравленную впадину небольщой (3-5 мкм), а в установке для программ1фоваш1ого клеенанесения глу- бш1а впадины значительна (бО-160Окжм в зависимости от зер1шстости закрепляемого на клеевом отпечатке абразивного материала. 7 04 Экспериментальным путем была устаовлена зависимость угла наклона а от язкости применяемых в абразивной промышленности клеев, который находится в ределах р -110 -150 Угол наклона стенок впадины к меньщему основанию рапеции увеличивается с увеличением вязкости клея. Глубина впадины Н зависит от толщины будущего клеевого отпечатка на основе и выбирается в зависмости от зернистости абразивного материала изготавливаемой щкурки. Рекомендуемые значения Н должны быть в 2-3 раза болыле толщины клеевых отпечатков. При значительных размерах глубин Н (см. фиг. 2, б) и площадей клеевых отпечатков для- предотвращения вытекания клея из впадины на ее дне предусматриваются рифления, высота которых h составляет 1О-5О% от глубины впадины Н. С увеличением вязкости клея рекомендуются меньшие значения высоты рифлений, а с уменьщением больщие значения h . Нанесение клеевых отпечатков на основу в установке выполняется следующим образом. Основа подается с размотки и проходет через поддерживающий и направляющий ролики 2 и 3, огибает низ прижимного цилидцра 4 и верх формного цилиндра 6. Скорость, вращения формного цилиидра 6 синхронизируется с перемещением основы. Формный цилиндр б захватывает при вращении из ванны клей, ракель 5 удаляет 1шей с выступов, оставляя его во впадинах цилиндра. При контакте через основу эластичного прижимного цилиндра с формным 6 происходит передача клея из впадин на поверхность основы. Так как на формном цилиндре 6 впадины чередуются с выступами, на которых клея нет, то и клеепередача на основу происходит с промежутками. Основа с нанесенными клеевыми отпечатками поступает в устройство для нанесения абразива. Использование предложенной установ- ки обеспечивает в широком диапазоне толщин клеевых отпечатков их высокую точность толщин, возможность воспроизведения любых программ расстановки зерен при быстрой переналадке с одного вида программы на другую, повыщает эффективность шлифщкурки при обработке разлив чкых материалов, обеспечивает экономию абразивного материала и клея за счет созда1шя безабразивных промежутков на ленте.
Формула изобретени
1. Устройство для изготовления абразивных лент, выполненное в ввде лентопротяжного механизма, содержащего направляющие и прижимной ролики и кленосящее устройство, выполненное в виде формного цилиндра, отличающееся тем, что, с целью повьпиения pekyщиx свойств абразивных лент путем расщирения диапазона толщин клеевых отпечатков, на формном цилиндре вьшол749650
нены пазы, имеющие форму трапеции, боковые которой наклеены к меньшму основанию под углом НО - 150°.
2. Устройство ПОП.1, отличающееся тем, что на меныдем основании трапешш формного цилиндра нанесены рифления, выоота которых составляет 10-50% от глубины паза.
Источники информации, принятые во внимание при эксп ггизе
1. Патент США № 3641719, кл. 51-402, опубл, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления шлифовальной ленты | 1983 |
|
SU1106649A1 |
| Устройство для изготовления шлифовальной ленты | 1982 |
|
SU1020219A1 |
| Установка для изготовления шлифовальных лент | 1973 |
|
SU468773A1 |
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1987 |
|
SU1523308A1 |
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1986 |
|
SU1397269A1 |
| Способ изготовления шлифовальной шкурки с прерывистым абразивным слоем | 1991 |
|
SU1838089A3 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ТИСНЁНУЮ ЛЕНТУ ИЗ РАСШИРЕННОГО ГРАФИТА И КОМБИНИРОВАННАЯ УПЛОТНИТЕЛЬНАЯ ЛЕНТА ИЗ РАСШИРЕННОГО ГРАФИТА | 2001 |
|
RU2218997C2 |
| Устройство для свертывания в рулоны и упаковывания листовых материалов | 1988 |
|
SU1564047A2 |