Изобретение относится к обработке металлов давлением и может быть использовано при получении заготово
Известен способ разделения заготовок на станках токарного типа от резньами резцами С 3
Недостатками этого способа являются низкая производительность., невысокая стойкость инструмента, а также потеря металла.
Известен также способ разделения проката, заключающийся в нанесении на прокат концентратора напряжений в виде клиновой канавки и последующем разделении путем приложения нзгибаккцего или крутящего момента C2j
Существенным недостатком известного способа является низкое качество торцовой поверхности заготовки, наличие микро- и макротрещин, возникакяцих из-за действия больших растягивающих напряжений в плоскости разделения.
Целью изобретения является повышение качества заготовок.
Указанная цель достигается тем, что согласно способу разделения проката, заключающемуся в нанесении . на прокат концентратора напряжений в виде клиновой канавки и последующем разделении путем приложения изгибакядего или крутящего момента, перед приложением изгибающего или крутящего момента в клиновую канавку вдавливают дискообразный ролик до зажима в вершине клиновой канавки.
На чертеже представлена схема (Осуществления способа разделения проката.
Способ.осуществляется следующим : образом.
На прокат 1 наносится концентратор напряжений в виде клиновой канавки. Ролик 2 вдавливают в канавку до образования зажима 3, который является концентратором напряжений и деформаций в заготовке. При давлении ролика 2 в клиновую канавку до образования зажима 3 ргщиус концентратора R стремится к О (абсолютный концентратор) , при этом поле сдвига представляет собой линию с бесконечной концентрацией деформации.
Пример. Осуществляется разделение проката из стали 10 диамет ром 40 мм. Прокат зажимают, в патроне токарного станка и протачивают клиновые канавки, в которые внедряют ролик до образования зажима, прикла5 дьшают изгибающий момент и происходит разделение проката, при этом поверхности среза не шнеют зон сплющивания и утяжины, поверхность торца ровная.
д Предлагаемый способ по сравнению с базовым объектом, в качестве которого принят прототип, позволяет повысить качество получаемых заготовок.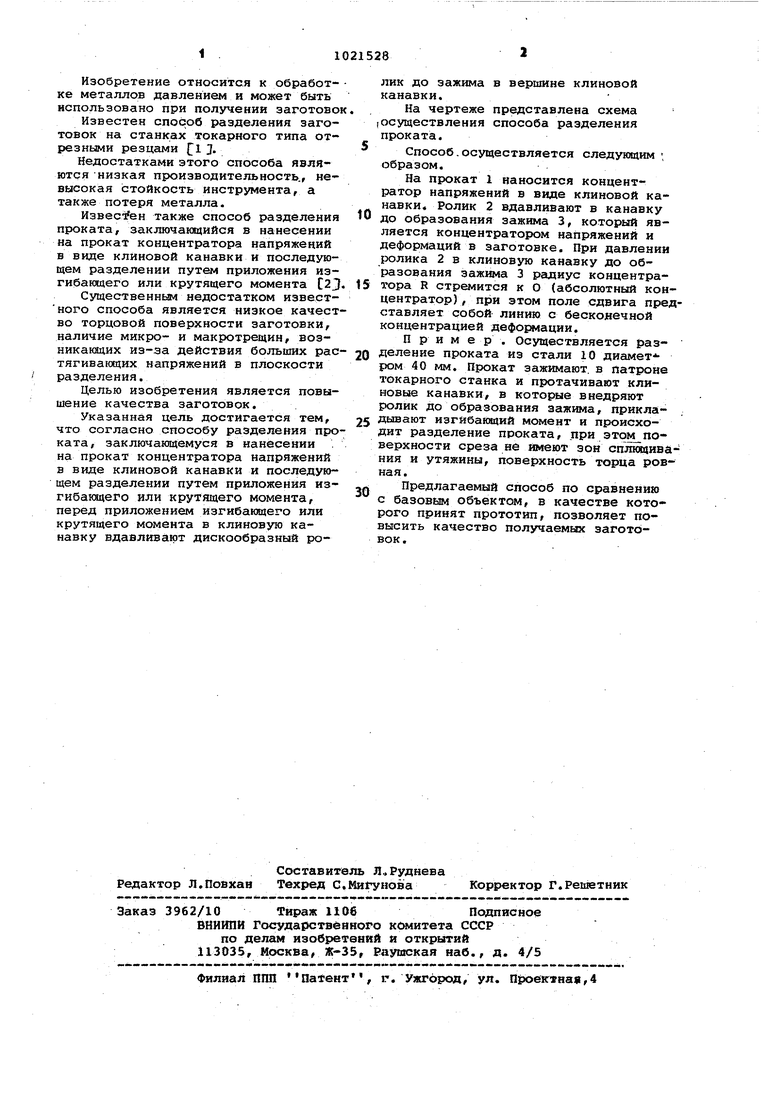
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Способ ломки проката | 1982 |
|
SU1177005A1 |
| Способ ломки проката | 1991 |
|
SU1791082A1 |
| СПОСОБ ЛОМКИ ПРОКАТА | 1991 |
|
RU2025232C1 |
| Установка для разделения проката и труб | 1986 |
|
SU1449252A1 |
| Способ разделения круглых заготовок | 1989 |
|
SU1773590A1 |
| Способ ломки проката | 1989 |
|
SU1632658A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Способ ломки проката | 1989 |
|
SU1680449A1 |
ОЮООВ РАЗДЕЛЕНИЯ ПРОКАТА, эаклмчапвшйся В нанесении на прокат концентратора напряжений в виде клинрвой каиавки и пос ледупцем разделении путем приложения изгибающего или крутящего момента, о т л и ч а ю ц и и с я тем, что, с целью повысоения качества заготовок г перед приложением изгибающего или крутя.авегомсяюита в клиновую канавку jвдавливают дйскообразикМ ролик до :зажю«а его в ве1шине клиновой канавки.