(54) СПОСОБ ЗАВАРКИ ОТВЕРСТИЯ В ДЕТАЛИ
1
Изобретение относится к машиностроению, к способам сварки трением для заглушивания, например, технологических отверстий в .деталях топливной аппаратуры автотракторных двигателей.
По основному авт.св. № 745620 известен способ заварки отверстия в детали путем введения в отверстие пластичного металла самой цеталп при относительном вращении и поступательном перемещении соосно установленных детали и инструмента, при этом инструмент внедряют в тело детали и заполнение отверстия производят металлом, отделенным инструментом от детали tl.
Однако при зав.аривании отверстий в деталях с наклонной и криволинейной поверхностью происходит отжим инструмента, что приводит к нарушению соосности и поломке инструмента, а при нежесткой Системе, например при использовании ручной дрели, невозможно осуществить процесс.
Целью.изобретения является расширение технологических возможностей способа при заварке отверстия в,деталях с наклонной и криволинейной поверхностью.
Эт цель достигается тем, что согласно способу заварки отверстия вг детали, на поверхности детали соосно завариваемому отверстию выполняют выточку диаметром, равным диаметру инструмента.
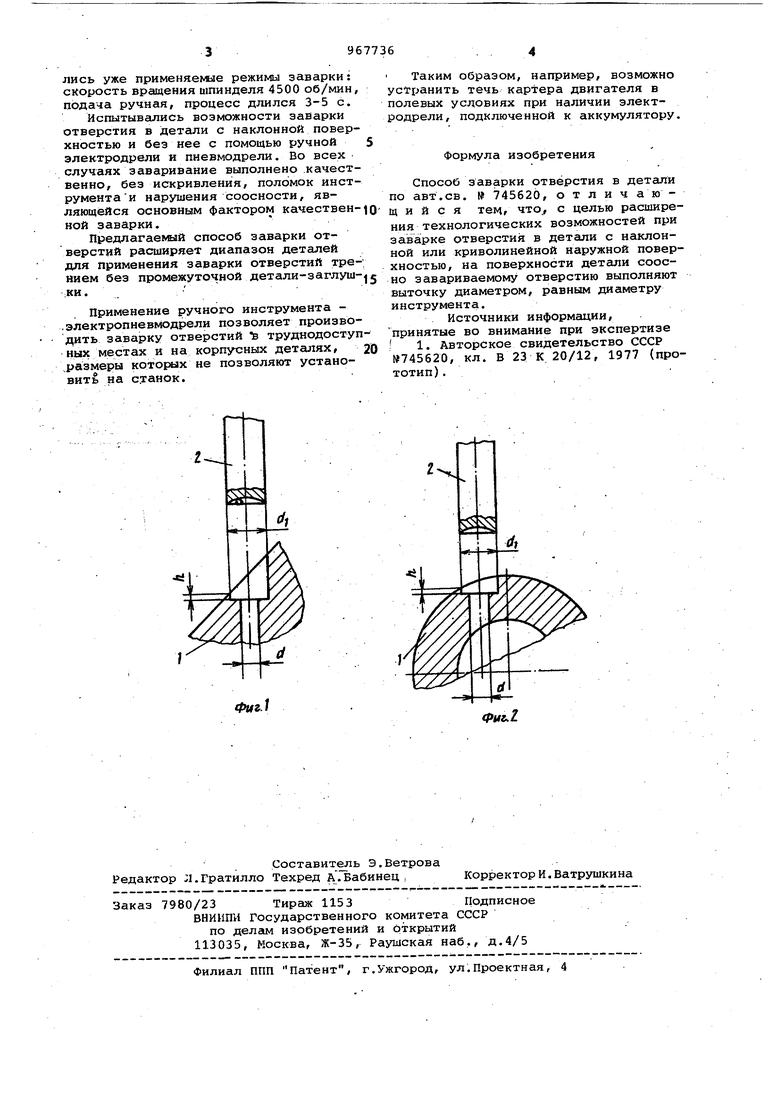
На фиг.1 показан способ заварки отверстия в детали с наклонной поверхностью, на фиг.2 - то же, в детали с
10 криволинейной поверхностью.
На наклонной или криволинейной поверхности детали 1 соОсно задариваемому отверстию 2 диаметра d выполняется выточка глубиной h и диаметром 15 d , равным диаметру инструмента.
Производилось заваривание радиальных отверстий диаметром 3 мм во втулке высокого давления 21.1111158,
наружный диаметр которой 30 мм, а 20 материал 25Х5МА ТУ 14-136-132-72.
Инструмент для заваривания изготавливался из твердосплавного столбика 4123 ВК8 ГОСТ 2209-69, диаметр которого 5,2 мм. Виточка выполнялась 25 стандартным сверлом диаметром 5,2 мм на глубину 0,3-0,5 мм. Заваривание осуществлялось на.настольно-сверлильном станке НС12А, деталь устанавливалась на станке с помощью обычной призмы и придерживалась рукой. Использовались уже применяеьаде режимы заварки: скорость вращения шпинделя 4500 об/мин, подача ручная, процесс длился 3-5 с.
Испытывались возможности заварки отверстия в детали с наклонной поверхностью и без нее с помощью ручной электродрели и пневмодрели. Во всех случаях заваривание выполнено .качественно, без искривления, поломок инструмента и нарушения соосности, являющейся основным фактором качественной заварки.
Предлагаелый способ заварки отверстий расширяет диапазон деталей для применения заварки отверстий трением без промежуточной детали-заглуш;КИ.
Применение ручного инструмента .электропневмодрели позволяет производить заварку отверстий в труднодоступных местах и на корпусных деталях, .размеры которых не позволяют установить на сзганок.
Таким образом, например, возможно устранить течь картера двигателя в полевых условиях при наличии электродрели, подключенной к аккумулятору.
Формула изобретения
Способ заварки отверстия в детали по авт.св. 745620, отличающийся темг что,, с целью расширения технологических возможностей при заварке отверстия в детали с нгислонной или криволинейной наружной поверхностью, на поверхности детали соосно завариваемому отверстию выполняют выточку диаметром, равным диаметру инструмента.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №745620, кл. В 23 К 20/12, 1977 (прототип) ,
Фиг.1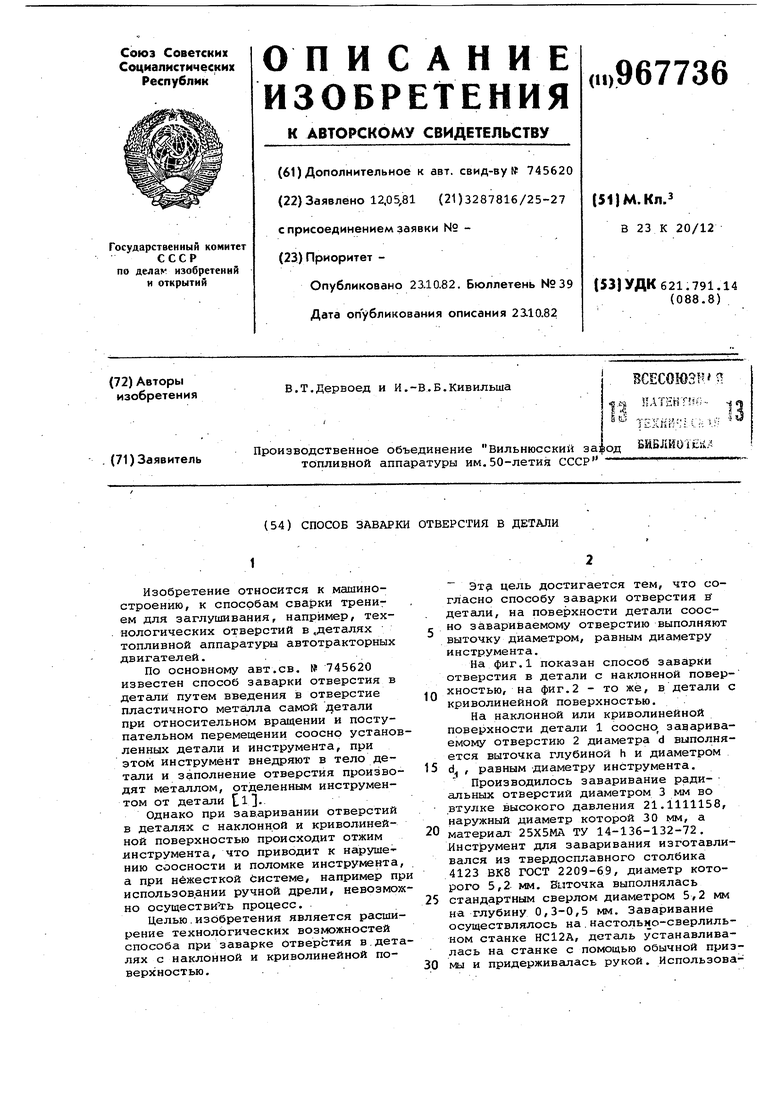
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заварки отверстий в детали | 1982 |
|
SU1021542A2 |
| Способ заварки отверстия в детали | 1982 |
|
SU1073046A2 |
| Способ заварки отверстия в детали | 1989 |
|
SU1729718A2 |
| Инструмент для заварки отверстий трением | 1983 |
|
SU1234120A1 |
| Способ заварки отверстия в детали | 1977 |
|
SU745620A1 |
| СПОСОБ ЗАВАРКИ ОТВЕРСТИЯ ТОРЦА ТРУБЫ | 2009 |
|
RU2404885C1 |
| Способ стыковой сварки и устройство для его осуществления | 1991 |
|
SU1816615A1 |
| Способ ремонта трубопроводов с отколами | 1989 |
|
SU1722764A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ЗАВАРИВАНИЯ ОТКАЧНОГО ОТВЕРСТИЯ В СТЕНКЕ ВАКУУМИРУЕМОЙ ЕМКОСТИ | 2003 |
|
RU2233213C1 |
| Инструмент для заварки отверстия в детали трением | 1982 |
|
SU1074685A1 |
