Изобретение относится к машиностроительной отрасли и может быть использовано для ремонта сваркой деталей из серого чугуна, в частности станин станков, суппортодержателей и проч., имеющих хрупкое разрушение. При выборе данного способа ремонта габариты ремонтируемой детали не являются лимитирующим фактором.
Из уровня техники известен способ ремонта отливки, преимущественно чугунной изложницы в стальном бандаже, имеющей трещину, распространяющуюся по высоте части стенки отливки, заключающийся в выполнении в стенке отливки отверстия, ось которого проходит вдоль полости трещины, и электрошлаковой заварке этого отверстия. Ось отверстия совпадает с серединой стенки бандажа, сварной шов при заварке отверстия выполняют на глубину, равную глубине распространения трещины в бандаже, с поперечным размером, равным толщине стенки бандажа [1].
Недостатком этого способа является изготовление глухого отверстия. Это приводит к затрудненному контролю стартовых условий сварки и необходимости точного определения глубины развития трещины. При развитой в плане трещине становится невозможным ее полный провар одним заваренным отверстием. При достаточно глубокой трещине способ нетехнологичен, так как возникает необходимость сверления протяженного отверстия малого диаметра, что требует соответствующих средств технологического оснащения.
Известен способ многослойной электрошлаковой сварки, при котором разделку кромок производят в виде ряда прямоугольных отверстий, чередующихся с перегородками. Отверстия заваривают от середины стыкового соединения к его краям с последующим расплавлением перегородок. В процессе сварки принудительно охлаждают перегородки, а тепловые центры сварочного процесса максимально приближают к свариваемым кромкам [2]. Деформации усадки в каждом слое шва компенсируют последовательным уменьшением ширины перегородок, что позволяет повысить стойкость сварного шва против образования кристаллизационных трещин.
Недостатком способа для применения его при ремонте трещин является большая величина зазора между свариваемыми деталями. Данный способ не пригоден для ремонта трещин в деталях из серого чугуна.
Наиболее близким по технической сущности является способ ремонта чугунной изложницы, включающий разделку трещины по обеим сторонам ее, установку стальных элементов в разделанных углублениях, сварку стальных элементов между собой, при этом разделку трещины осуществляют с помощью операций сверления. Далее производят электрошлаковую наплавку металла в образованные отверстия, обеспечивая сплавление стальных стержней, расположенных по обеим сторонам трещины [3].
Данный способ требует больших затрат труда на образование серии отверстий и установку в крайние отверстия стальных стержней. Способ нетехнологичен из-за необходимости образования прямоугольного отверстия. Возникает необходимость использования соответствующего оборудования и средств технологического оснащения. Кроме этого, данный способ не обеспечивает монолитного скрепления трещины по всей длине.
Задачей изобретения является повышение качества ремонта тостостенных чугунных деталей, преимущественно крупногабаритных, имеющих хрупкое разрушение в виде протяженных трещин.
Технический результат, обеспеченный решением приведенной задачи, заключается в увеличении прочности скрепления трещины с получением монолита и снижении трудоемкости ремонта.
Указанный технический результат достигается за счет того, что в способе ремонта толстостенных чугунных деталей, имеющих протяженные трещины, включающем выполнение сквозных отверстий с заданным шагом в стенке детали вдоль траектории трещины, перпендикулярно поверхности ее развития, установку технологических подкладок в нижней части отверстий и поочередную заварку отверстий, в соответствии с предлагаемым способом осуществляют местный подогрев детали в поперечном сечении в области трещины, шаг выполнения сквозных отверстий выбирают из условия, по меньшей мере, частичного перекрытия предыдущего шва последующим швом при заварке каждого отверстия, при этом в каждое последующее отверстие устанавливают удаляемую технологическую пробку для исключения перетекания в него расплава из предыдущего отверстия, а заварку проводят в режиме автоподогрева с получением монолитного шва.
В частном случае реализации способа технологическую пробку выполняют в виде графитового стержня, а технологическую подкладку выполняют в виде графитового тигля либо формируют ее путем засыпки через отверстие сухого песка и поверх него чугунной стружки или дроби с последующим их уплотнением до образования пробки на выходе из отверстия.
Кроме того, местный подогрев в частном случае осуществляют до температуры 400-450°С.
Отверстия в стенке детали выполняют цилиндрическими, диаметр которых выбирают в зависимости от степени отклонения трещины от вертикали, при этом заварку отверстий диаметром от 18 до 35 мм проводят электродуговым методом, а диаметром от 35 до 50 мм - электрошлаковым методом
Для заварки отверстий используют аустенитную высоконикелевую проволоку.
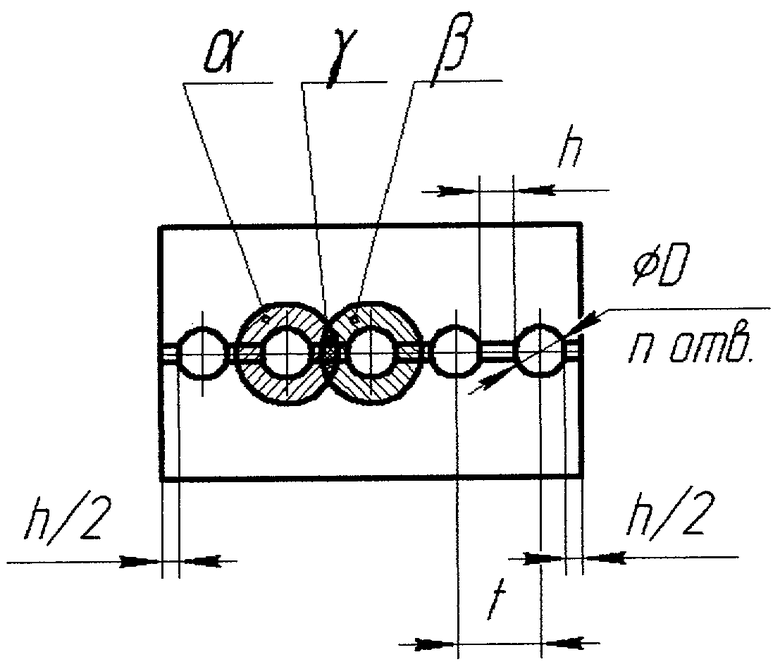
На чертеже приведена схема разделки трещины с выполненными отверстиями и показаны зоны перекрытия отверстий с переплавленными перемычками (участками трещины между отверстиями) при их заварке.
На чертеже использованы следующие обозначения:
D - диаметр сквозного отверстия, выполняемого сверлением в стенке детали вдоль траектории трещины, перпендикулярно поверхности ее развития;
t - шаг размещения сквозных отверстий, выбранный из условия перекрытия предыдущего шва последующим швом при заварке каждого отверстия;
h - величина переплавляемой перемычки, образованной между отверстиями, при выполнении ремонта
n - число отверстий вдоль трещины;
α - зона частичного переплава перемычки при заварке i-го отверстия;
β - зона частичного переплава перемычки при заварке i+1-го отверстия;
γ - зона двукратного полного переплава перемычки.
Пример конкретной реализации способа
Осуществляли ремонт поперечины карусельного станка длиной 12000 мм из серого чугуна. В поперечине над опорой произошло хрупкое разрушение. Для ремонта деталь установили на козлах таким образом, что стенка толщиной 50 мм с трещиной была расположена в горизонтальной плоскости. Диаметр выполняемых сверлением отверстий (20-40 мм) был выбран в зависимости от степени отклонения трещины от вертикали.
В нижней части отверстий установили технологические подкладки в виде графитовых тиглей.
В случае затрудненного доступа к нижней части отверстия технологическая подкладка может быть сформирована следующим образом. После сверления отверстия через него (или другим способом) насыпают сухой песок в количестве, необходимом для надежного протекания процесса заварки. Далее через отверстие насыпают чугунную стружку или дробь, затем производят уплотнение через отверстие до образования пробки на выходе из отверстия.
Для исключения перетекания жидкотекучего расплава из предыдущего отверстия в последующее отверстие через перемычку (участок трещины между отверстиями) в каждое последующее отверстие устанавливали графитовую пробку соответствующего диаметра, которую удаляли при осуществлении заварки предыдущего.
Заварку отверстий малого диаметра выполнили дугой, а большого - электрошлаковым способом с горячим стартом, т.е. с предварительным расплавлением флюса графитовым электродом. Для вывода дуги на поверхности детали над отверстиями установили втулки. После выполнения заварки деталь закрыли теплоизоляционным ковриком.
Режимы дуговой сварки
Отверстия выполнили диаметром 20 мм. Для сварки использовали электродную проволоку диаметром 2-3 мм из никелевого сплава ОН60. Может быть использована проволока св-13Х25Н18, или св-08Н50, или св-06Х15Н60М16. Заварку проводили в защитном газе с использованием сварочного источника ВДУ-503 при силе тока 400А и напряжении 25В. Время, необходимое для заварки одного отверстия, составило 3-4 мин.
Полученный шов обеспечивает высокую прочность скрепления трещины при снижении трудоемкости. Измерение твердости показало, что отбела не происходило, твердость полученного шва (пробки) составила 250-255 Hv при твердости основного метала 180-165 Hv.
Режимы электрошлаковой сварки
Просверлили отверстия диаметром 40 мм. Для сварки был использован сварочный автомат А-612. Может быть использован полуавтомат А-1072. В качестве флюса был использован флюс АН-348А. Может быть использован флюс АН-6 или аналогичный. Ориентировочный режим заварки: электрод диаметром d=5 мм; сила тока Iсв=240-320А; напряжение V=40-45В. Скорость сварки составляет 1,0-1,2 м/ч. Материал электрода - сварочная проволока с высоким содержанием никеля: св-13Х25Н18, или св-08Н50, или СВ-06Х15Н60М16.
Выполненные швы имели аналогичные показатели твердости.
Литература
1. Авторское свидетельство СССР №1119813. Кл. В23К 25/00.
2. Авторское свидетельство СССР №1756074. Кл. В23К 25/00.
3. Авторское свидетельство СССР №1096019. Кл. В22D 7/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗНОСОСТОЙКОЙ СЛОИСТОЙ НАПЛАВКИ СТАЛЬНЫХ ПОДШИПНИКОВЫХ КОЛЕЦ ОПОРНО-ПОВОРОТНЫХ УСТРОЙСТВ СТРЕЛОВЫХ КРАНОВ | 2013 |
|
RU2530977C1 |
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| Способ ремонта трещин | 1988 |
|
SU1593876A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| Способ ремонта отливки | 1983 |
|
SU1119813A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
Изобретение может быть использовано при ремонте крупногабаритных толстостенных чугунных деталей, имеющих сложную в плане трещину большой глубины и протяженности. С помощью операций сверления выполняют ряд сквозных отверстий заданного диаметра с заданным шагом по траектории трещины, перпендикулярно поверхности ее развития. Шаг выполнения сквозных отверстий выбирают из условия перекрытия предыдущего шва последующим швом при заварке каждого отверстия. Диаметр отверстий выбирают в зависимости от степени отклонения трещины от вертикали. В каждое последующее отверстие устанавливают удаляемую технологическую пробку из графита для исключения перетекания в него через перемычку, образованную участком трещины между отверстиями, расплава из предыдущего отверстия. Заварку осуществляют в зависимости от диаметра отверстия электрошлаковым методом или дуговой сваркой аустенитной высоконикелевой проволокой в режиме автоподогрева с получением монолитного шва. Снизу под отверстия помещают графитовый тигель либо формируют подкладку путем засыпки через отверстие сухого песка и поверх него чугунной стружки или дроби с последующим их уплотнением до образования пробки на выходе из отверстия. Проводят местный подогрев по всему поперечному сечению детали в области трещины. Способ обеспечивает повышение прочности скрепления трещины с получением монолита и снижение трудоемкости ремонта. 5 з.п. ф-лы, 1 ил.
1. Способ ремонта механизированной сваркой толстостенных чугунных деталей, имеющих протяженные трещины, включающий выполнение сквозных отверстий с заданным шагом в стенке детали вдоль траектории трещины, перпендикулярно поверхности ее развития, установку технологических подкладок в нижней части отверстий и поочередную заварку отверстий, отличающийся тем, что осуществляют местный подогрев детали в поперечном сечении в области трещины, шаг выполнения сквозных отверстий выбирают из условия, по меньшей мере, частичного перекрытия предыдущего шва последующим швом при заварке каждого отверстия, при этом в каждое последующее отверстие устанавливают удаляемую технологическую пробку для исключения перетекания в него расплава из предыдущего отверстия, а заварку проводят в режиме автоподогрева с получением монолитного шва.
2. Способ по п.1, отличающийся тем, что технологическую пробку выполняют в виде графитового стержня.
3. Способ по п.1, отличающийся тем, что технологическую подкладку выполняют в виде графитового тигля/либо формируют ее путем засыпки через отверстие сухого песка и поверх него чугунной стружки или дроби с последующим их уплотнением до образования пробки на выходе из отверстия.
4. Способ по п.1, отличающийся тем, что местный подогрев осуществляют до температуры 400-450°С.
5. Способ по п.1, отличающийся тем, что отверстия в стенке детали выполняют цилиндрическими, диаметр которых выбирают в зависимости от степени отклонения трещины от вертикали, при этом заварку отверстий диаметром от 18 до 35 мм проводят электродуговым методом, а диаметром от 35 до 50 мм - электрошлаковым методом.
6. Способ по п.5, отличающийся тем, что для заварки отверстий используют аустенитную высоконикелевую проволоку.
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ ремонта отливки | 1983 |
|
SU1119813A1 |
| Способ ремонта трещин | 1988 |
|
SU1593876A1 |
| US 2003029845 A1, 13.02.2003. | |||

