(О
С
tsi ш
Is3
OS
о
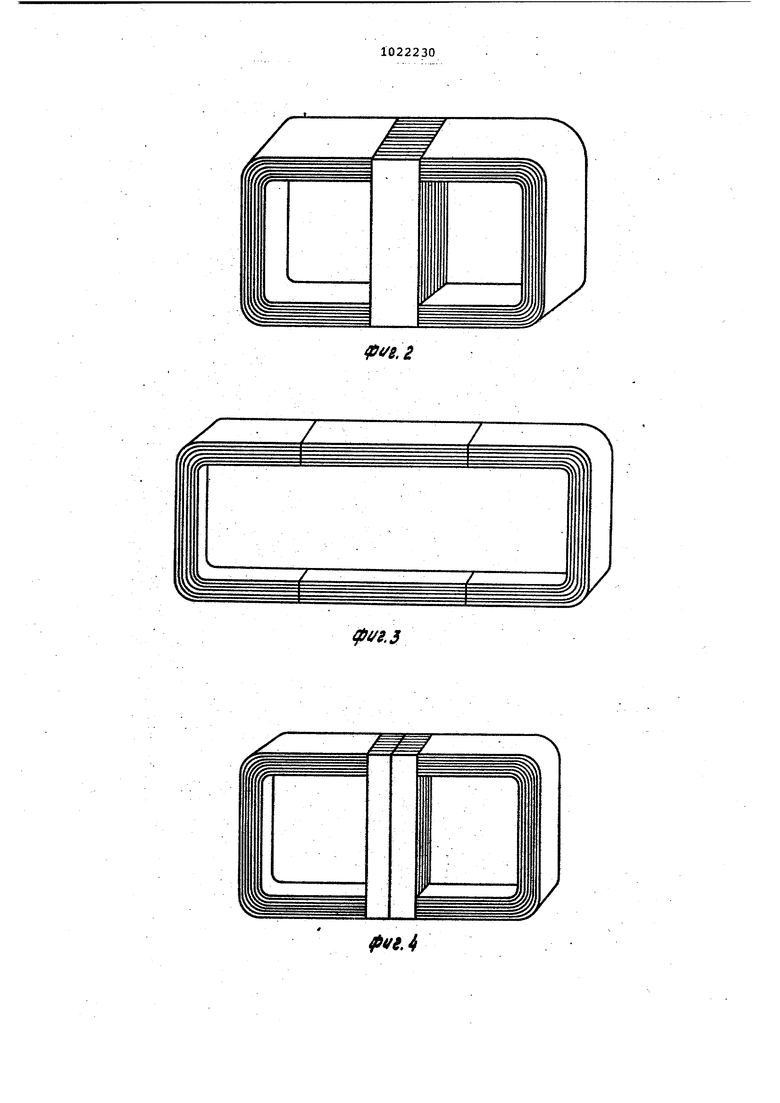
У Изобретение относится к технологи изготовления магнитопроводов, в част ности магнитопроводов трансформаторов,, и может быть использовано в ( электротехнической промышленности, Известен способ изготовления разъ емных магнитопроводов, включаняций изготовление стержня, формование Uобразных ярмовых элементов и скрепле нке и-образных ярмовых элементов со стержнем Недостатком известного способа яв ляется сложность технологии изготовления, так как для образования стерж ней и U-образных элементов требуется предварительное изготовление пластин различных размеров, их гибка в штамп и.обработка стыкуемых участков.маг, нитопровода. Цель изобретения - упрощение технологии , Поставленная цель достигается тем что согласно способу изготовления . разъемных магнитопроводов, включающему изготовление стержня, формование U-образных ярмовых элементов со скреплением в них слоев между собой и скрепление U-образных ярмовых элементов со стержнем, изготовление стержня и формование У-образных ярмо вых элементов производят путем навив ки полосы на прямоугольную оправку и образования заготовки, длина которой соответствует суммарной длине стержн и U-образных ярмовых элементов,а сечение витка - половине сечения стержня, после чего заготовку разрезают на прямолинейные и U-образньзе части, при этом из прямолинейных частей образуют стержень. На фиг, 1 показана заготовка, полученная навивкой, ширина которой в два раза больше толщины; на фиг. 2 разъемный магнитопровод, полученный после .разрезки заготовки, показанной на фиг. 1; на фиг, 3 - заготовка, ширина которой равна толщине; на фиг. 4 - разъемный магнитопровод, полученный после разрезки заготовки, показанной на фиг. 3 на фнг, 5 - за готовка, в которой разрезка производится под углом 45°J на фиг. б разъемный магнитопровод, полученный после разрезки заготовки, показанной на фиг. 5. Способ изготовления разъемных маг витопроводов осуществляется следуюобразом. Из полосы электротехнической стали на прямоугольную оправку известно конструкции навивают заготовку, показанную на фиг. 1,3 и 5,одновременно выполняя скрепление витков между со:бой, например путем склеивания. Размеры навиваемой заготовки определяются размерами заданного магнитопровода. В соответствии с этим условием сечение заготовки должно быть равньш половине сечения стержня, ширина заготовки соответствует ширине заданных U-образных ярмовых элементов, а длина по наружным сторонам соответствует сумме ширины.и удвоенной длины и-образного элемента. Длинные стороны полученной заготовки разрезают затем под прямым углом в двух местах, как показано на фиг. 1 и 3, выполняя резы на расстоянии от концов заготовки, равном длине заданного О-образного ярмового элемента. Разрезку осуществляют известными стержнями, например алмазными кругами. Из полученных двух О-образных ярмовых элементов и двух прямоугольных отрезков собирают магнитопровод, как показано на фиг. 2 и 4. При этом, если толщина стороны заготовки вдвое меньше ширины полосы, из которой она навита, прямоугольные отрезки,соединяют друг с другом полосками (широкими J поверхностями (фиг.2, а если толщина стороны заготовки равна ширине полосы, то прямоугольные отрезки роединяют между собой, боковыми (ребристыми поверхностями (фиг.4).Контактирующие поверхности обрабатывают известными средствами, например травлением, для удаления заусенцев и более плотного прилегания. Для увеличения контактирующих по- верхностей ярмовых элементов и стержня резку длинных сторон з-аготовки производят под углом 45° встречно наклонно к плоскости слоев, как. показано на фиг, 5. При этом заданную длину и-образных ярмовых элементов откладывают от концов заготовки на ее внутренней поверхности и увеличивают ее на толщину стороны заготовки на ее наружной поверхности, а пp Ъборке скосы полученных отрезков сты- куют со скосами торцов U-образных элементов (фиг.б.Скрепление элементов магнитепровода между собой осущёст.вля-: ют известными средствами,например, с помощью стяжного хомута. - Изобретение позволяет упростить технологию изготовления разъемных магнитопроводов.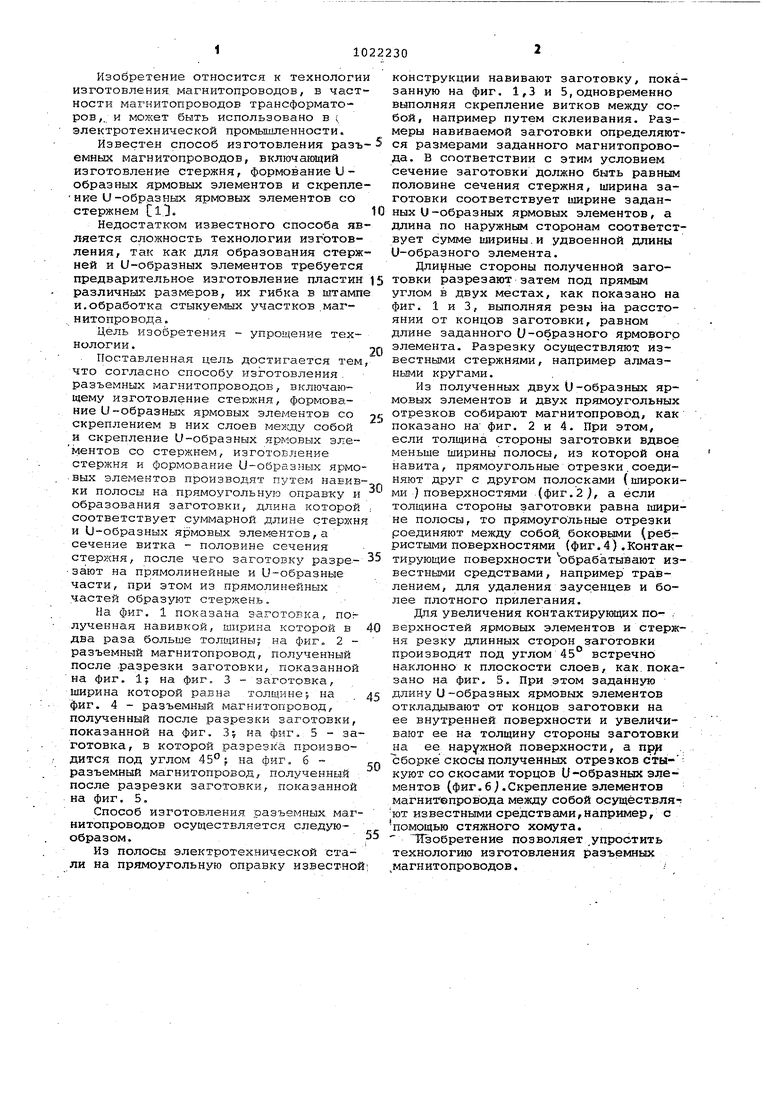
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Защитное кольчужное полотно из армированной пластмассы | 1990 |
|
SU1816956A1 |
| Способ изготовления трансформатора | 1987 |
|
SU1495864A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА МАГНИТНОЙ СИСТЕМЫ ТРАНСФОРМАТОРА ИЛИ РЕАКТОРА | 2015 |
|
RU2585008C1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
СПОбоБ ИЗГОТОВЛЕНИЯ РАЗЪЕМШК МйГВИФСШРОВОЛОВг включающий изготошюн е стержня, формование U-образных fipMOEibix элементов :со скреплением в них слоев между собой и скрепление О-Цэбразных ярмовык элементов со стер жнем, отличающийся тем, что, с целью упрощения технологии, изготовление стержня и формование и о0раэных ярмовых элекюнтов производят путем навивки полосы на прямоу- гольную оправку и образование загбто1вки, длина которой соответствует суммарной длине стержня и U -образных ярмовых элементов, а йлощадь сечения витка - половине площади сечения стержня, после чего заххэтовку разрезают «а прямолинейные и U-образнуе части, при этом из прямолинейных :частей образуют стержен.
т
i
ф.з
| t | |||
| Патент Фпанцйи № | |||
| 1198453, кп | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
