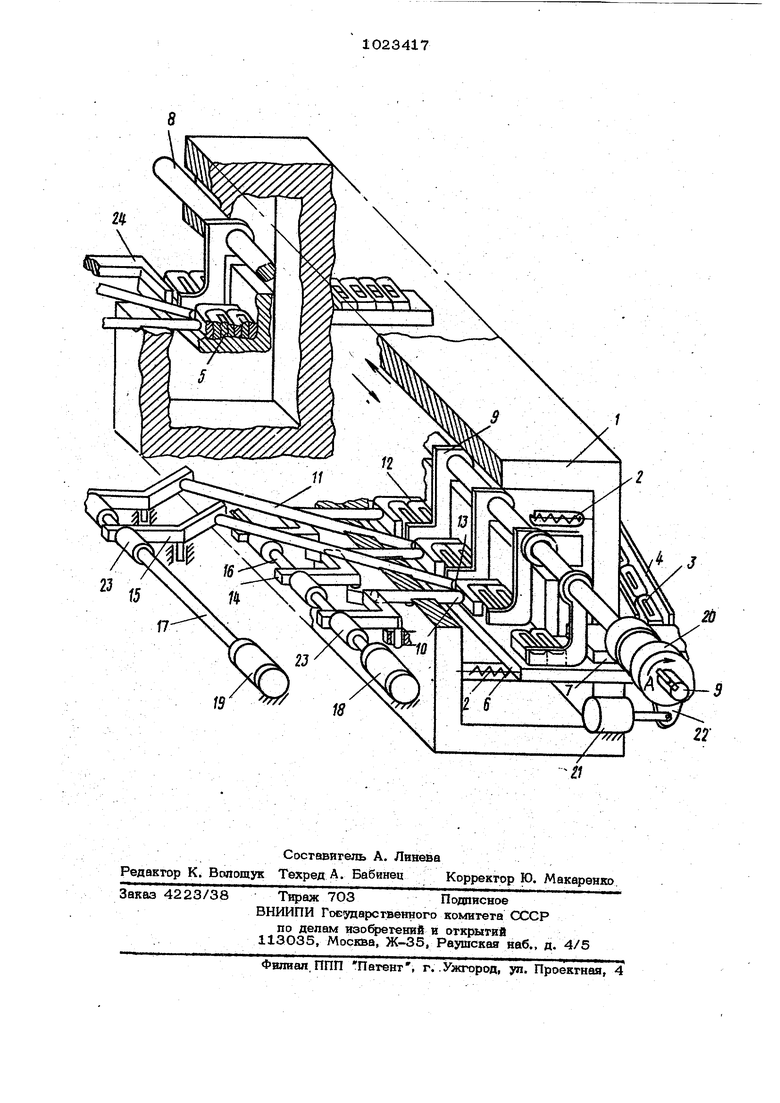
Изобретение относится к гехнопогическому оборудованию для производства печточных магнитопроводов и может быть использовано в электротехнической пр окя 1шленнооти. Известно устройство для термообработки ленточных магнитопроводов, содержащее станину, на которой расположен корпус тоннельной печи для термообработки магнитопроводов, механизм подачи . заготовок магнитопроводов с оправками в канал печи, механизм формования маг нитопроводов с толкателями, механизм выгрузки. и перемещения и магнитопроводов из П6ЧИ, нагреватель и привод 1 Однако известное устройство характеризуется недостаточным качеством формования магнитопроводов, обусловленным тем, что механизм формования установлен на входе печи, вследствие чего процесс формования выполняется по непрогретым заготовкам магнитопровода, в кот рьк при дальнейшем продвижении по каналу печи в процессе нагрева и -термического разбухания незахфепленныхзаготовок магнитопроводов происходит расслаивание витков ленть, приводящее к браку магнитопроводов из-за из разрушения при разрезке на полуколъца либо повьпиения потерь в магнИТопроводе из-за днемоно- литности сердечника. Цель изофетения - повышение качества изготовляемых изделий за счет формования магнитопроводов 6 процессе их термообработки. Поставленная цель достигается тем, что в устройстве для термообработки ленточных магнитопроводов, содержащем станину, на которой расположен корпус тоннельной печи для -термообработки магнитопроводов, механизм подачи заготовок магнитопроводов с оправками в канал печи, механизм формования магнитопроводов с толкателями, механизм выгрузки и перемещения магнитопроводов из печи, нагреватель и привод, механизм формования магнитопроводов содержит установлен ную в канале печи соосно ее оси щтангу с приводом ее возвратно-поступательного перемещения и поворота и снабженную ло патками расположенными на штанге, а толкатели установлены в виде двух групп одна из которых проходит через корпус печи перпещадсупярно оси канала печи и содержит на одном конце, размещенном в печи, формирующий угольник, а другая под углом 45° к оси канала печи содержит формирующий элемент, контактирующий с формирующим угольником, при эгом другие концы групп толкателей снабжены поворотными рычагами, а привод возвратно-поступательного перемещен ния толкателей связан с толкателями через поворотные гмычаги. Кроме того, с целью равномерности. :П8редачи формующего усилия на толкатели между фигурными рычагами и приводами возратно-поступательного перемещения толкателей размещены уравнительные элементы, например пружины. На ертеже изофажено устройство для термообработки ленточных магнитопроводов. Устройство для термообработки ленточных магнитопроводов содержит станину (на чертеже не показана), на которой расположен корпус 1 тоннельной печи, нагреватель 2. Заготовки ленточных магнитопроводов 3 размещены в загрузочном лотке 4, в конце которого установлен механизм подачи заготовок магнитопровсндов 3 с оправками 5 в канал 6 тоннельной печи с толкателем 7, связанным с приводом поперечной подачи заготовок магнитопроводов 3 в канал 6 печи. Устройство для термообработки ленточных магнитопроводов содержит также механизм формования магнитопроводов, выполненный в виде установленной в канале 6 печи соосно его оси щтанги 8, на которой равномерно расположены лопатки 9, и двух групп толкателей 10 и 11, одна из которых Ю проходит через корпус 1 печи перпендикулярно оси канала печи и содерншт на одном конде, размещенном в печи, формирующий угольник 12, а другая. 11 --под углом оси канала печи и содержит формирующую поверхность 13, контактирующую с формирующим угольником 12, при этом другие концы групп толкателей 1 Ох И 11 соединены через щарнирно аа1фепленные на корпусе 1 печи фигурные рычаги 14 и 15 с приводом их возратно-поступательного перемещения, например с штоками 16 н 17 пневмоцилиндров IS в 19. Штанга 8 соединена с пневмошшивдром 2О, установленным на станине печи, продольной подачи штанги 8 и с пневмошшнндром 21 через рычаг 22, осуществляющий поворот штанги 8 по стрелке А. Для равномерности передачи формующего усшгая на толкатели 1О и 11 между фигурными рычагами 14 и 15 и штоками 16 и 17 ; размещены уравнительные.элементы 23, например пружины. Ш выходе канала 6
печн уотавовпен механизм 24 выгрузки и перемещения магнитопроводов из печа, .
Устройство для термообработки ленточных магнитопроводов работает в слвдуке шей последовательности.
Заготовки магнитсохроводов 3, насаэкенные на оправки 5,: по загрузочному лотку 4 подают на вход канала 6 тоннельной пбчи, где толкателем 7 производят
ку групп заготовок магнитояроводов на ввЕод канала 6 печи. При продольном д изквнйи штангр 8 лопаткой 9 обра тываемая грушта заготовок магнитопровод). перемешается на следующую позшшю об-работки. Затем лроизврдят поворот штанги по стрелке А н А емешение лопатов 9 в исходное прпожение. Под воздействием пневмошлиндров 18 и 19 формукхаее через рычаги .14 и 15 и формующий угольник 12 i передается на нагре1гые заготовки магнитопроводов, которые толкателями 10 и 11 поджямаются к 1 канала 6 печи и ппосюхзти лопатки Q, вследствие чего
на заготовки мапштопроводов 3 формующее усилие практически возде&:твует со всех четырех Сторон. Поокончании; первого .1ткпа формовки (кЕшибробки) 5 толкатели Юн 11 пнешлощишндрами 2О и 2i отводятся и лопатками 9 штанги 8 заготовки магнитопроводов 3 перемещаются на следуют / позишцес гдепикп формовки нагреваемых заго товок магнито
счет того, что фигурнь1е рычаги 14 и 15, воздействующие на толкатели 1О и 11, связавы со штоками 16 и 17 через уравнительные элементы 23, на толкатели
IslO и 11 от пневмоцилиндров 18 в 19 передаются практически одинаковые по величине формующие .усишга. После завершакшегй дикла Формовки сталкивателем 24 обра& танные заготовки магнит(шро20 водов 3 выводят из канала 6 печи,
Изофетение позволяет повысить ка чество изготавливаемых изделий за счет формования магнитопровощзв в пропессе их 25 термообработки. загруэ-|0 проводов 3 повторяется. При этом, за
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки и формования витых ленточных магнитопроводов | 1985 |
|
SU1394250A1 |
| Устройство для изготовления ленточных магнитопроводов | 1977 |
|
SU708427A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1992 |
|
RU2024977C1 |
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |
| Устройство для укладки и заклиновки обмотки в пазах магнитопровода | 1982 |
|
SU1051657A1 |
| Устройство для термообработки витых ленточных магнитопроводов | 1983 |
|
SU1274013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| ВСЕСОЮЗНАЯ Ift И "^Г 1г Т :)j •'t Yr'^f'^^'-is-^T *:? J'^IPИд s ;.sJ; f*'J-; ?:^>&.';й'?5Щй^ ЕИйЛуЮТЕКЛ IЛ. А. Полянский | 1972 |
|
SU351732A1 |
| Устройство для переформования плоской заготовки стекла в цилиндрическую | 1987 |
|
SU1454787A1 |
1. УСТРОЙСТВО ДЛЯ ТЕРЛЮОБРАБОТКИ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ, содержшцее станину, на которой расположен корпус тоннельной печи для термообработки магнвтопроводов, механизм подачи заготовок магкитопрово- дов с оправками в канал: печи, мвзввязм формования магш1Т(Я1роводов с толкателями, механи л и перемешения магнитсшроводов из печи, нагреватель и привод, о -т л и ч a ш е е с я тем, что, с пелью повышения качества изго- . тавливаемьк исюелий зе счет формования магнвтопроводов в процессе их терморбработкв, .механизм формирования мапш топроводов зстановпенную в квявяе печи соосно его оси штангу с приводом ее возратно-поступатеяьного перемеше.ния и поворота, и снабженную лопат: ками. равномерно расположенными на штанге, a -толкатели установлены в виде двзж грзлп, одна из которых проходит через корпзчг печи перпендикулярно оси канала лечи и содериснт на одном конце,/ размешеннюм в печи, формирукштй угольник, a другая - под углом 45 к оси канала печи и со держит элемент, контактирующий с формующим угольником, при этом другие котааы групп толкателей снаексены поворотными рычагами, a привод возвратнопоступательного перемешения толкателей связан с толкатзлями через поворотные рычаги. (О .2. Устройство по п. 1, о -т л и чаюшееся -тем, что, с цепью равномерности передачи формирукндего усилия на толкатели, между поворотными рычагами и приводами возвратнопоступательного перемешения толкателей размешены уравнительные элементы, на1Ц)имер пружины. со 4:;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
