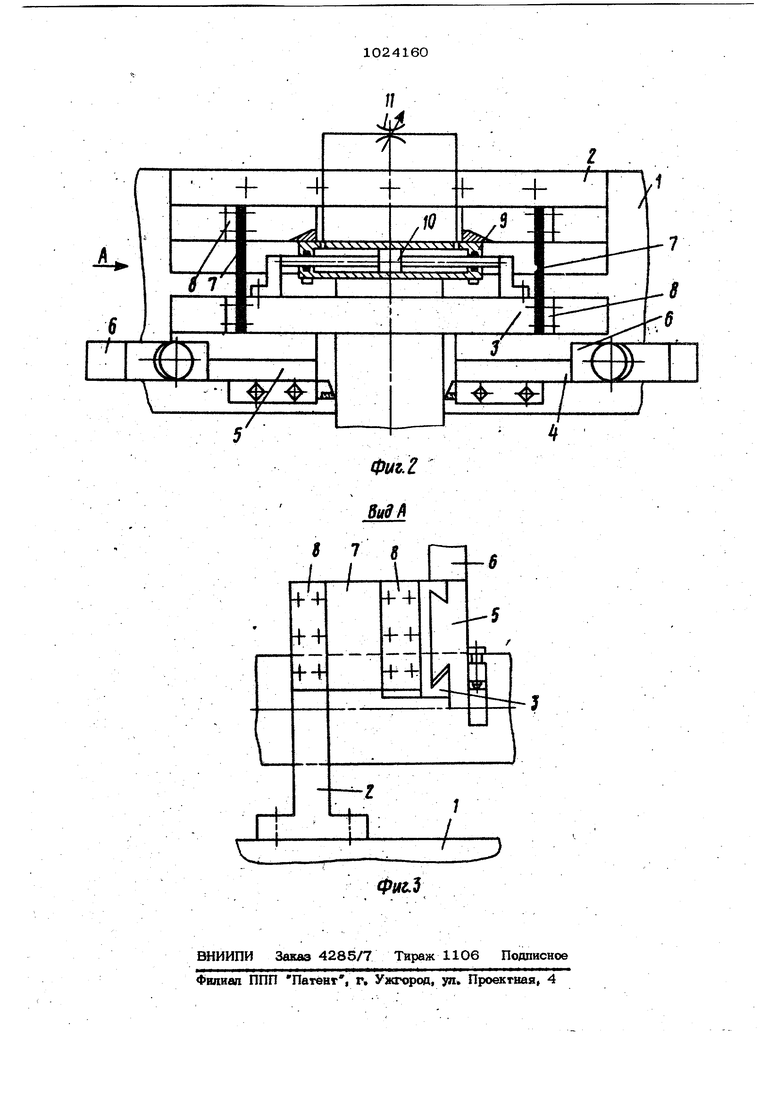
Изобретввве относится к ставкострое SHOO в может быть вспошьаовано при обработке ае.талей, преим /шественво вежео тких вапов, в различны отраслях промы петюств. ИзЕестно устройство аля авухреаиово обработки деталей, содержаиюе корпус и самоусташвпиваюашй :я плавающий бпо с реэиовымв кареткакга 1. Недостатки извество:го устройства закгаочаются в том, что требуется высокая точность изготовпенкя направляющих. Износ направляющих пр1гаодит к появ1юнию зазоров в люфтов, что в. свою очередь снинсает точкосгь самоусташэвкв и . .точность обработки. Известное устройств1Э имеет относительцо невысокую чувствительность, ; вспедствда значительной силы трения в направляющих, а также не обладает демп фирующими свойствами, что приводит к увеличению реакции в направляющнх с увеличением силы резания. Для исключения самоторможения в направляющих необходимо изменять углы резания, что ухудшает режимы резания, снижая качео тво и производительность обработки. Целью изобретения является расширение технологических вог1можностей и повышение точности обработки. Указанная цель достигается Teftj, что устройство для двухрезцовой обработки деталей, содержащее корпус и самоустанавливающийся плавающий бжж с резио - выми каретками, снабжено упругим параллелограммом, посредся-вом которого плавающий блок соединен с корпусом, и гидроцилиндром с поршнем и штоками, причем штоки жестко соединены с плаваюшим блоком, а полости гидроиилиндра соединены между собой через введенный в устройство дросс« ль с регулируемым проходным сечением. На фиг. 1 и 2 показ1ано устройство для авухреэиовой обработки деталей, общий вид, на фиг. Si виа А - А на фиг. 2, Устройство для двух }езцовой обработк деталей содержит установленный ш су порте 1 корпус 2, само устанавливающийся плавающий блок 3с резцовыми ка. ретками 4 и 5, оснащекшЕымв механизмами 6 настройки на размер. Плавающий блок 3 Посредством упругого параллелограмма в виде пружин 7; накладками 8 соединен с корпусом 2, ккоторому жестко прикреплен гидроцилиндр 9, являю щийся демпфером. Штоки поршня 1О жестко связаны с плавающим блоком 3, а полости гидроцилиндра 9 соединены между собой через дроссель 11 с регу лирувмым проходным сечением. Устройство работает следующим образом. пропускают через устройство и закрепляют в патроне станка и задней бабки. Предварительно Останавливают в резцовые каретки 4 и 5 резцы, и посрео ством механизмом 6 осуществляется настройка на размер. Деталь, приводится во вращение, а суппорту 1 с корпуосы 2 устройства сообщается рабочая подача. Производится врезание и начинается обработка детали. При первоначальном контактировании режущей кромки одного из резцов с деталью в месте контакта появляется но Яу{альная сила реакции, которую можно разложить на осевую и радиальную составляющие. Под действием последней плавающий блок 3 перемещается на упругом параллелограмме из пружин 7 и самоустанавливается относительно детали. Одновременно смещается жестко связанный с плавающим блоком 3 поршень Ю гидроцилиндра 9. Рабочее тело перекачивается через регулируемый дроссель 11, тем.самым демпфируя возможные -колебания и препятствуя возникновению вибраций. Применение предложенного устройства позвотает повысить точность обработки нежестких валов за счет сокращения погрешностей, обусловленных упру гш.и деформациями системы, повысить ппавноств и точность самоустановки за счет использования упругого параллелограмма и виброустойчивость за счет лем, гфирования и регулирования коэффициента емпфирования, упростить конструкцию устройств двухрезцовой обработки. В процессе обработки вала за счет i установки блока 3 на упругом параллелограмме 7 все время поддерживается ра- I енство радиальных составляющих свл f езания и тем самым исключаются упру ие деформации детали, вызывающие повление погрешности формы ее в 1фодол1 ном сечении.Y
8u9fl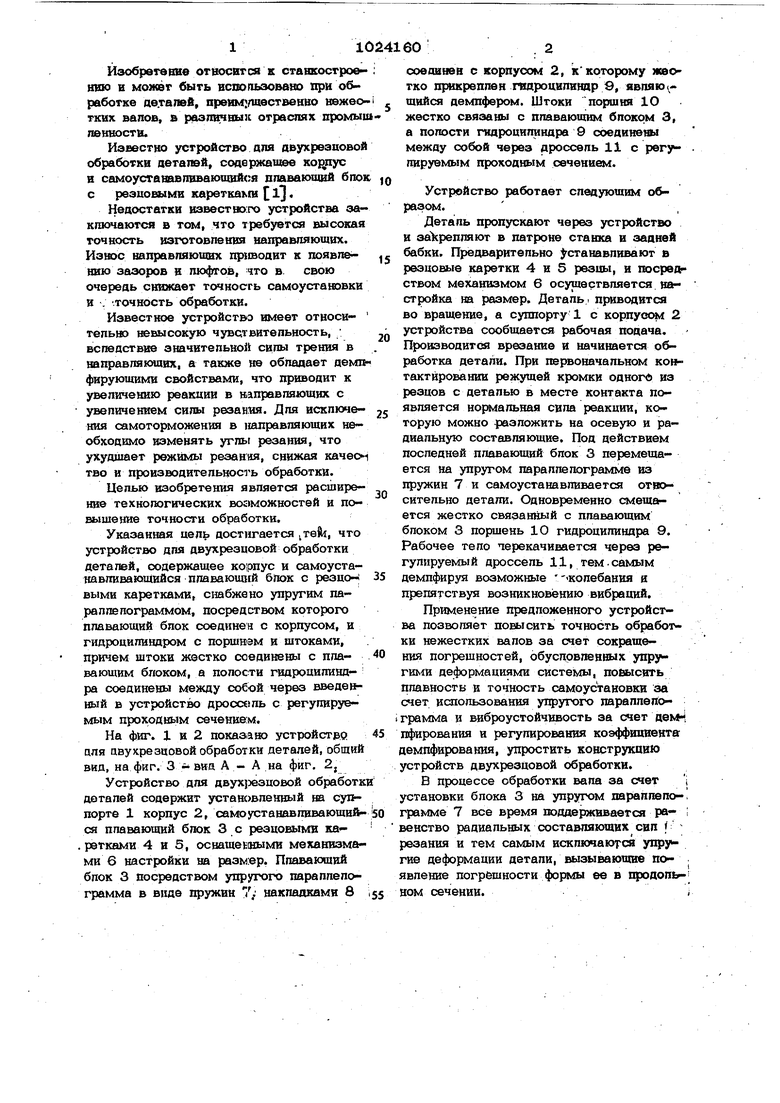
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ВАЛОВ | 1982 |
|
SU1272608A1 |
| Двухрезцовое устройство для обработки отверстий | 2022 |
|
RU2818064C1 |
| Двух резцовое устройство для обработки отверстий | 2023 |
|
RU2820295C1 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2022 |
|
RU2804363C1 |
| Резцедержатель | 1986 |
|
SU1397187A1 |
| Устройство для обработки деталей некруглой формы | 1976 |
|
SU724276A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Гидравлическая резцовая головка | 1981 |
|
SU1009627A1 |
| Способ подналадки резца и устройство для его осуществления | 1983 |
|
SU1126381A1 |
УСТРОЙСТВО ДЛЯ ДВУХРЕЗЦОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, содержащее корпус и самоустававтюаюшийся плавающий блок с рвэпок мв 1 каретками, о т п ц ч а ю щ е е с я тем, чго, с цепью расширения технологических возможностей и повышения точности обработки, оно -снабжено упругим паралпепогррь мом, посредством которсяк плавающий блок соединен с корпусом, и гидроиилиндром с поршнем и штоками, причем штоки жестко соединены с плавающим блоком, а полости гидроцилиндра соединены между собой через введенный в устройство дрЬосель с регулируемым проходным сечением. (Л D С 1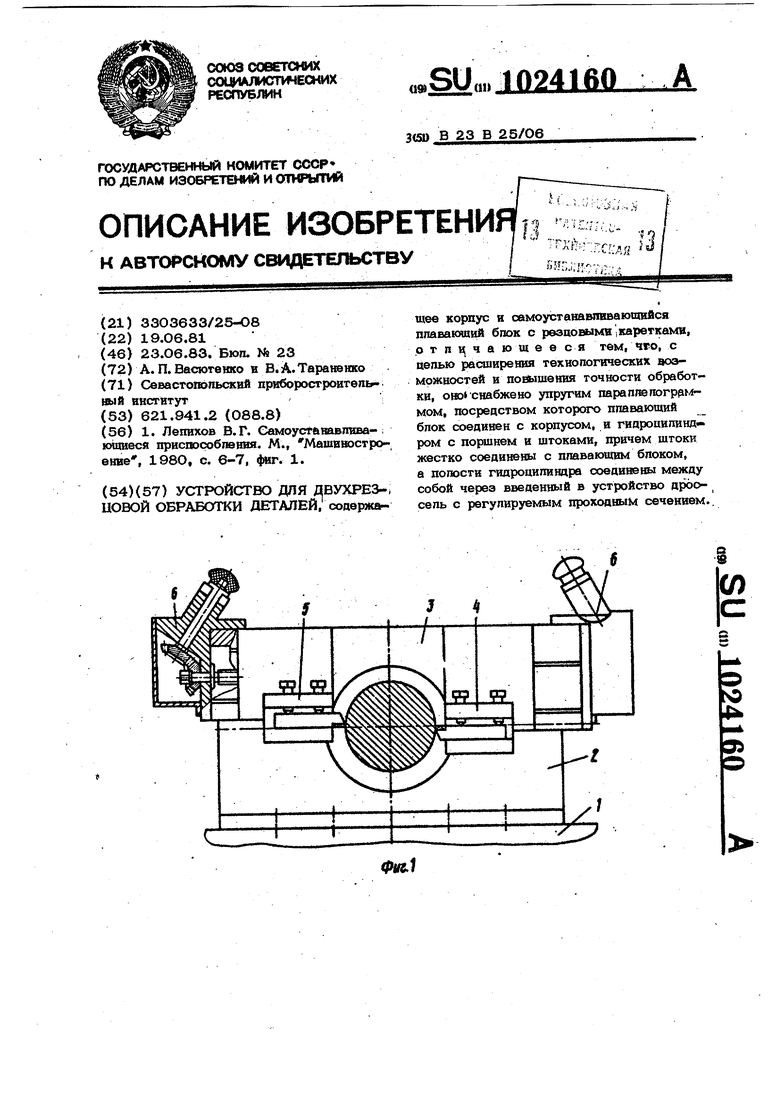
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лепихов В | |||
| Г | |||
| еамоустйвавпивающиеся приспособления | |||
| М., Машввостро-, ение, 198О, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
