Изобретение относится к металлообработке и может быть использовано как исполнительный инструмент в металлообрабатывающих станках для обработки внутренних цилиндрических отверстий, в частности для нарезания чередующихся винтовых канавок и выступов постоянного сечения.
Надежность резьбовых соединений зависит от качественных характеристик внутренней резьбы. Общей проблемой существующих процессов является достижение требуемой точности и шероховатости поверхности витков.
Наиболее полно решает вопрос обеспечения точности и качества при изготовлении внутренней резьбы комбинированная режуще-деформирующая обработка.
Из уровня техники известна конструкция комбинированного (режуще-деформирующего) метчика со стружечными канавками на заборной части (Патент РФ №2142867, B23G 5/06, 05.09.2001 г.).
Недостатком данного технического решения является то, что для обработки каждого отверстия требуется свой комбинированный метчик, зависящий от размера резьбового профиля и обрабатываемого материала, который значительно ограничивает технологические возможности и, как следствие, приводит к низкой производительности.
Известна конструкция сборной резцовой головки для фрезерования внутренней резьбы, содержащая корпус, в пазу которого закреплена резьбовая пластина (Патент DE №3632296, B23G 5/18, 07.04.1988 г.).
Использование данной конструкции резцовой головки в процессе планетарного фрезерования также не обеспечивает стабильность получения резьбы требуемой степени точности и шероховатости.
В основу заявленного изобретения была положена задача в создании конструктива исполнительного инструмента для планетарной обработки внутренних цилиндрических поверхностей, позволяющей обеспечивать процесс окончательного формообразования резьбы в изделиях из различных материалов посредством пластической деформации обрабатываемой поверхности, что приводит к уменьшению шероховатости поверхности, повышению прочности и износостойкости резьбы.
Поставленная задача достигается тем, что сборная резьбовая головка для планетарного формообразования внутренней резьбы, содержащая корпус с зафиксированной в нем режущей резьбовой пластиной, согласно изобретению, дополнительно содержит деформирующую резьбовую пластину с криволинейным профилем в поперечном сечении со средствами ее регулировки и фиксации, функционально обеспечивающей окончательное формообразование резьбы посредством пластической деформации обрабатываемой поверхности, и установленную в корпусе под режущей резьбовой пластиной, при этом резьбовые пластины установлены с возможностью взаимного перемещения относительно друг друга.
Целесообразно средства регулировки и фиксации выполнять в виде винтов с коническими эксцентричными головками.
Изобретение поясняется чертежами, где:
- на фиг.1 схематично изображена конструкция сборной резьбовой головки в сборе;
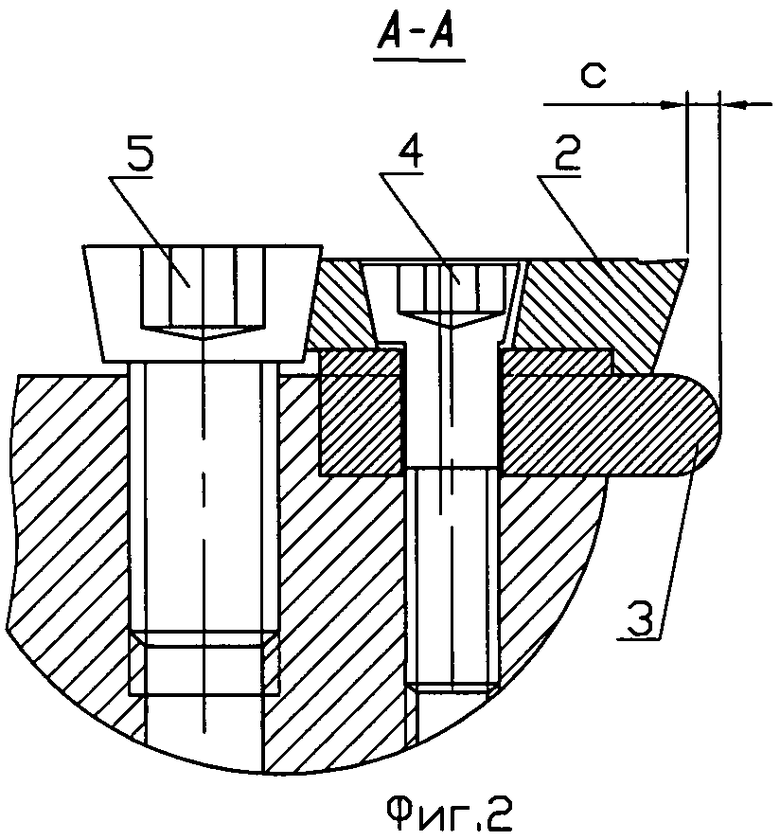
- на фиг.2 - разрез А-А по фиг.1;
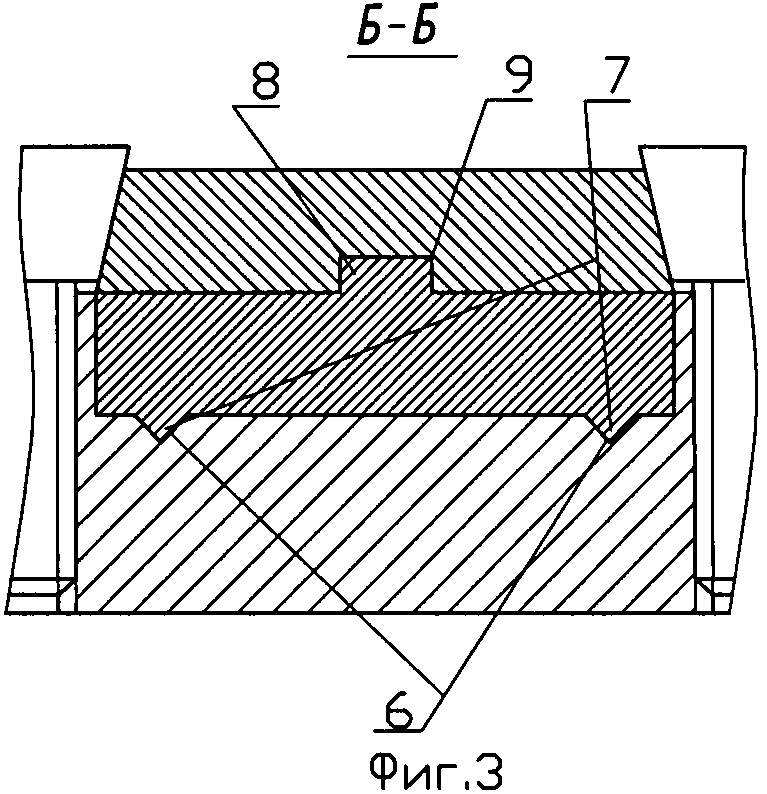
- на фиг.3 - разрез Б-Б по фиг.1.
Сборная резьбовая головка для планетарного формообразования внутренней резьбы содержит корпус 1 с зафиксированной в нем режущей резьбовой пластиной 2. Также имеется деформирующая резьбовая пластина 3, установленная в корпусе под режущей резьбовой пластиной, при этом резьбовые пластины установлены с возможностью взаимного перемещения друг относительно друга. Средства регулировки и фиксации выполнены в виде винта 4 с эксцентричной конусной головкой и винтов 5 с конусными головками.
Сборная резьбовая головка для планетарного формообразования внутренней резьбы работает следующим образом. Сборной резьбовой головке для планетарного формообразования внутренней резьбы задается вращение вокруг ее оси. Одновременно обеспечивается движение подачи по окружности и вдоль оси отверстия. При этом основная часть материала срезается режущей резьбовой пластиной 2, и одновременно профиль резьбы обрабатывается методом пластической деформации рабочей частью деформирующей резьбовой пластины 3. Процесс пластической деформации с точки зрения качества резьбовой поверхности в зависимости от размеров и обрабатываемого материала обеспечивается регулировкой величины смещения С (фиг.2). Для этого нижняя деформирующая резьбовая пластина 3 устанавливается в закрытый паз корпуса 1 головки, где для обеспечения жесткости базирования предусмотрены фиксирующие элементы в виде канавок треугольного профиля 6 в корпусе 1 и соответствующих выступов 7 на нижней опорной поверхности деформирующей резьбовой пластины 3 (фиг.3).
В корпусе 1 инструмента установлены винты с конусными головками 5, являющиеся опорными базовыми элементами для верхней режущей резьбовой пластины 2. Для обеспечения жесткого перемещения верхней режущей резьбовой пластины 2 относительно нижней деформирующей резьбовой пластины 3 в радиальном направлении к оси инструмента, верхняя поверхность деформирующей резьбовой пластины 3 и нижняя поверхность режущей резьбовой пластины 2 соответственно имеют наружную направляющую 8 и внутреннюю прямоугольную направляющую 9 (фиг.3). Крепление пластин производится винтом 4, имеющим коническую головку, расположенную эксцентрично по отношению оси винта Регулировка величины смещения С обеспечивается перемещением верхней режущей резьбовой пластины 2 относительно нижней деформирующей резьбовой пластины 3, для чего, вворачивая или выворачивая винты 5, за счет конической части головки винтов и опорной угловой боковой поверхности режущей резьбовой пластины 2 изменяется ее положение в радиальном направлении к оси инструмента. После установки на требуемый размер С режущей резьбовой пластины 2 она зажимается винтом 4, где изменяющийся зазор относительно оси винта компенсируется его конической эксцентричной головкой (фиг.2).
Таким образом, предложенная конструкция сборной резьбовой головки для планетарного формообразования внутренней резьбы обеспечивает получение резьбы высокой точности и качества в различных материалах.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства регламентированные в заявленном соединении отдельными признаками общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное изобретение, при его осуществлении предназначен для использования в металлообработке и относится к резьбовому инструменту;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2009 |
|
RU2412028C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2012 |
|
RU2492975C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2438834C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Приспособление для нарезания резьбы на трубах вне станка | 2019 |
|
RU2731452C1 |
Головка содержит корпус с зафиксированной в нем режущей резьбовой пластиной. Для окончательного формообразования резьбы в изделиях из различных материалов она дополнительно содержит деформирующую резьбовую пластину с криволинейным профилем в поперечном сечении, функционально обеспечивающей окончательное формообразование резьбы посредством пластической деформации обрабатываемой поверхности, средства фиксации деформирующей резьбовой пластины, посредством которых она жестко установлена в корпусе под режущей резьбовой пластиной, и средства регулировки режущей резьбовой пластины, установленной с возможностью перемещения относительно деформирующей резьбовой пластины. Упомянутые средства регулировки и фиксации могут быть выполнены в виде винтов с коническими эксцентричными головками. 1 з.п. ф-лы, 3 ил.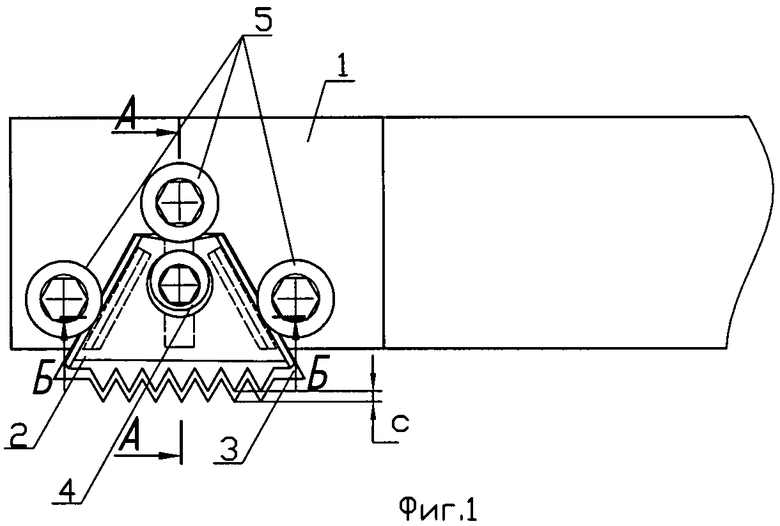
1. Сборная резьбовая головка для планетарного формообразования внутренней резьбы, содержащая корпус с зафиксированной в нем режущей резьбовой пластиной, отличающаяся тем, что она снабжена деформирующей резьбовой пластиной с криволинейным профилем в поперечном сечении, функционально обеспечивающей окончательное формообразование резьбы посредством пластической деформации обрабатываемой поверхности, средствами фиксации деформирующей резьбовой пластины, посредством которых она жестко установлена в корпусе под режущей резьбовой пластиной, и средствами регулировки режущей резьбовой пластины, установленной с возможностью перемещения относительно деформирующей резьбовой пластины.
2. Сборная резьбовая головка по п.1, отличающаяся тем, что упомянутые средства регулировки и фиксации выполнены в виде винтов с коническими эксцентричными головками.
| DE 3632296 A1, 07.04.1988 | |||
| Цилиндрическая резьбовая фреза | 1948 |
|
SU77863A1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2005 |
|
RU2300449C2 |

