СО
.4
С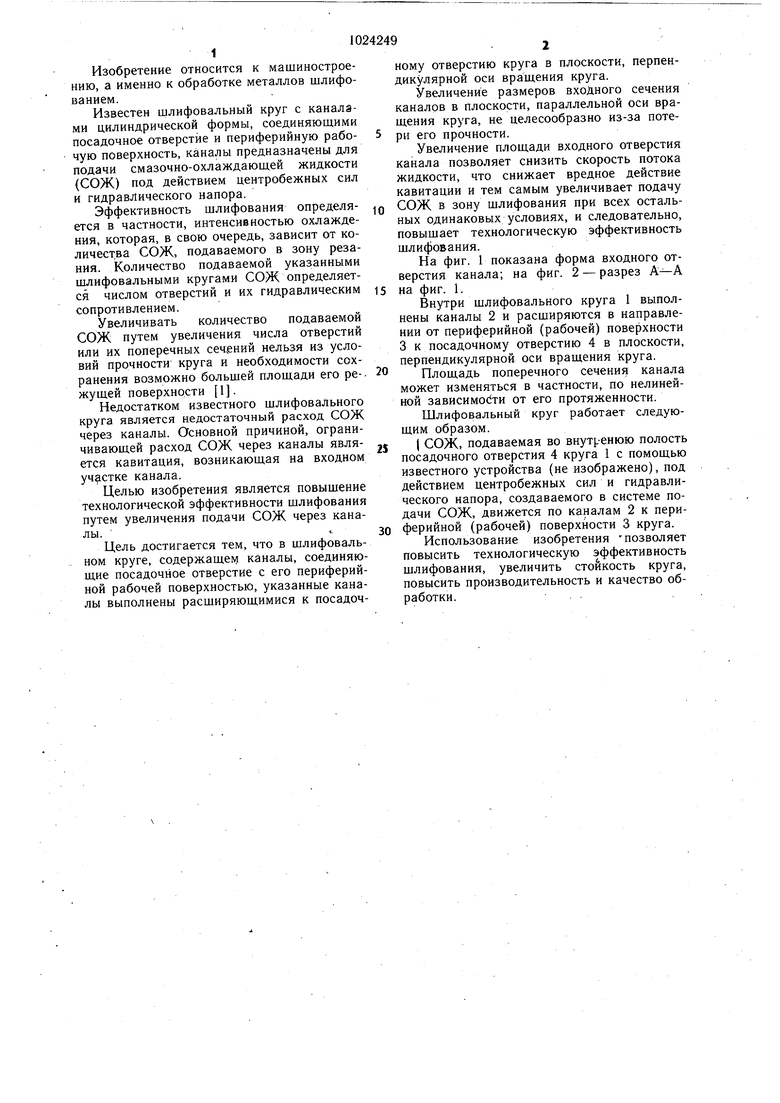
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный круг | 1991 |
|
SU1806050A3 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2177397C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2157311C1 |
ШЛИФОВАЛЬНЫЙ КРУГ, содержаш,ий каналы, соединяющие посадочное отверстие с его периферийной рабочей поверхностью, отличающийся тем, что, с целью повышения технологической эффективности шлифования путем увеличения расхода СОЖ через каналы, последние выполнены расширяющимися к посадочному отверстию круга в плоскости, перпендикулярной оси враще ния. Л Г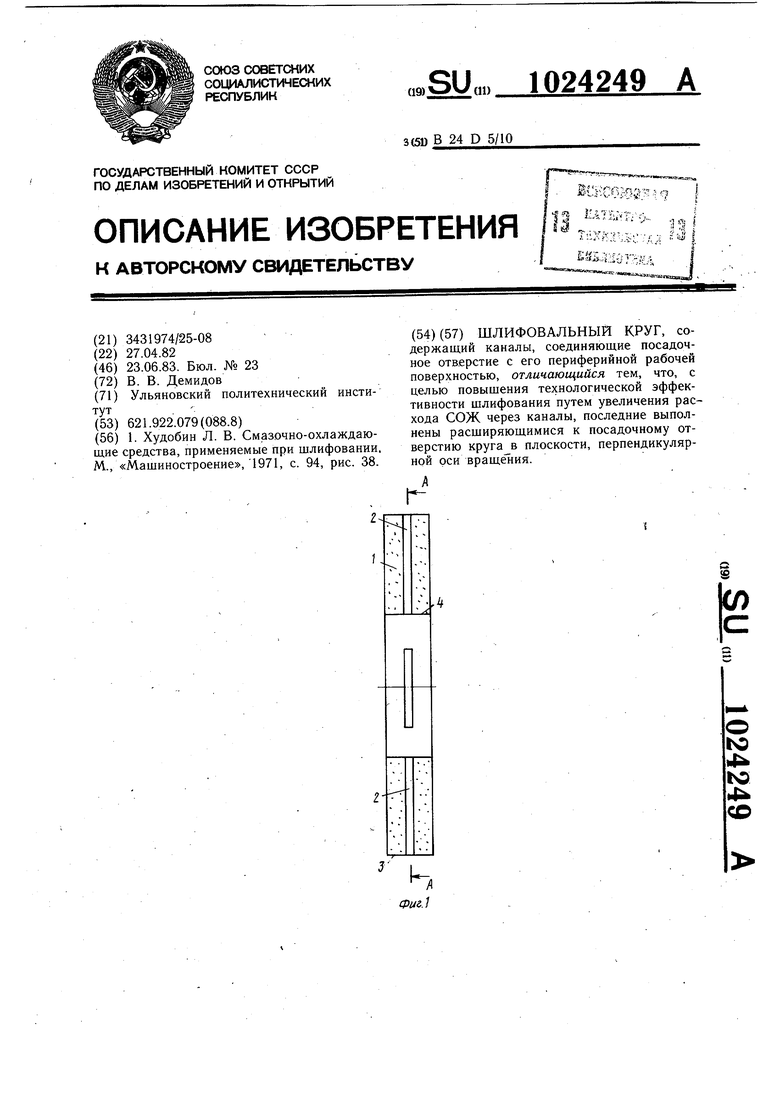
ю
I.U ю
4ik
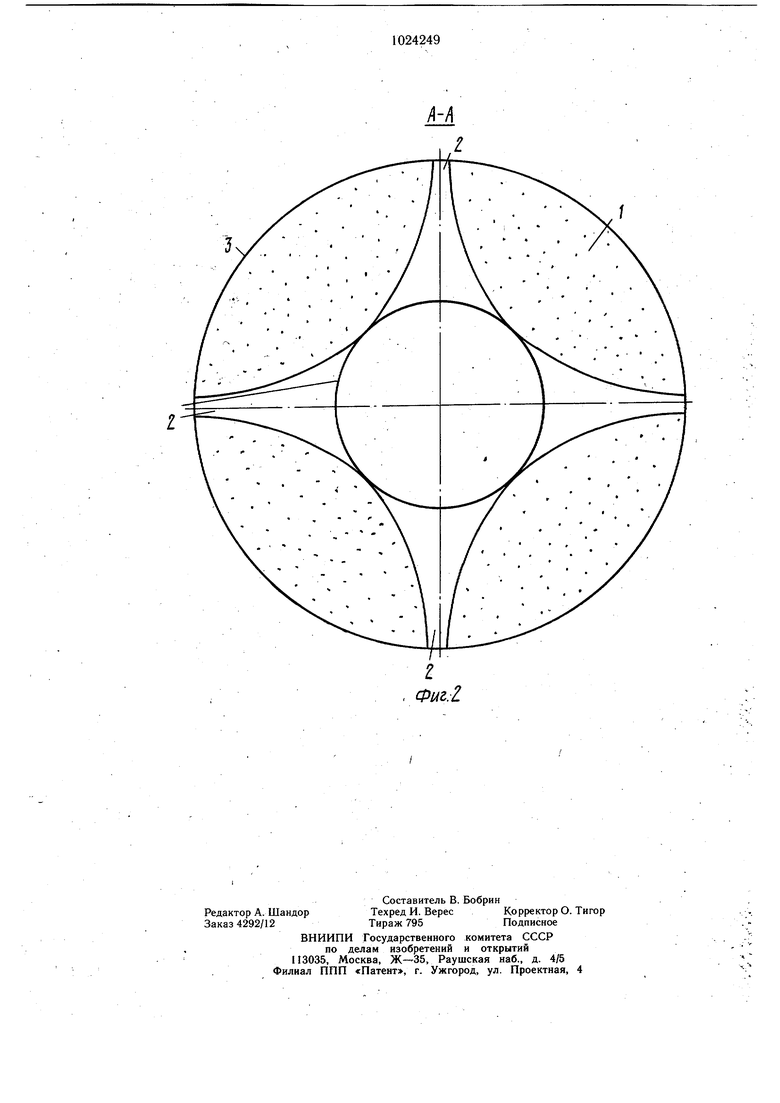
k-. Изобретение относится к машиностроению, а именно к обработке металлов шлифованием. Известен шлифовальный круг с каналами цилиндрической формы, соединяющими посадочное отверстие и периферийную рабочую поверхность, каналы предназначены для подачи смазочно-охлаждаюш,ей жидкости (СОЖ) под действием центробежных сил и гидравлического напора. Эффективность шлифования определяется в частности, интенсивностью охлаждения, которая, в свою очередь, зависит от количества СОЖ, подаваемого в зону резания. Количество подаваемой указанными шлифовальными кругами СОЖ определяется числом отверстий и их гидравлическим сопротивлением. Увеличивать количество подаваемой СОЖ путем увеличения числа отверстий или их поперечных нельзя из условий прочности круга и необходимости сохранения возможно большей плошади его режушей поверхности 1. Недостатком известного шлифовального круга является недостаточный расход СОЖ через каналы. Основной причиной, ограничиваюш,ей расход СОЖ через каналы является кавитация, возникающая на входном участке канала. Целью изобретения является повышение технологической эффективности шлифования путем увеличения подачи СОЖ через каналы. Цель достигается тем, что в шлифовальном круге, содержащем каналы, соединяющие посадочное отверстие с его периферийной рабочей поверхностью, указанные каналы выполнены расширяющимися к посадочному отверстию круга в плоскости, перпендикулярной оси вращения круга. Увеличение размеров входного сечения каналов в Плоскости, параллельной оси вращения круга, не целесообразно из-за потери его прочности. Увеличение площади входного отверстия канала позволяет снизить скорость потока жидкости, что снижает вредное действие кавитации и тем самым увеличивает подачу СОЖ в зону щлифования при всех остальных одинаковых условиях, и следовательно, повышает технологическую эффективность щлифования. На фиг. 1 показана форма входного отверстия канала; на фиг. 2 - разрез на фиг. 1. Внутри шлифовального круга 1 выполнены каналы 2 и расширяются в направлении от периферийной (рабочей) поверхности 3 к посадочному отверстию 4 в плоскости, перпендикулярной оси вращения круга. Площадь поперечного сечения канала может изменяться в частности, по нелинейной 3aBHCHModTH от его протяженности. Шлифовальный круг работает следующим образом. СОЖ, подаваемая во внутренюю полость посадочного отверстия 4 круга 1 с помощью известного устройства (не изображено), под действием центробежных сил и гидравлического напора, создаваемого в системе подачи СОЖ, движется по каналам 2 к периферийной (рабочей) поверхности 3 круга. Использование изобретения позволяет повысить технологическую эффективность щлифования, увеличить стойкость круга, повысить производительность и качество обработки.. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Худобин Л | |||
| В | |||
| Смазочно-охлаждающие средства, применяемые при шлифовании | |||
| М., «Машиностроение,1971, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
