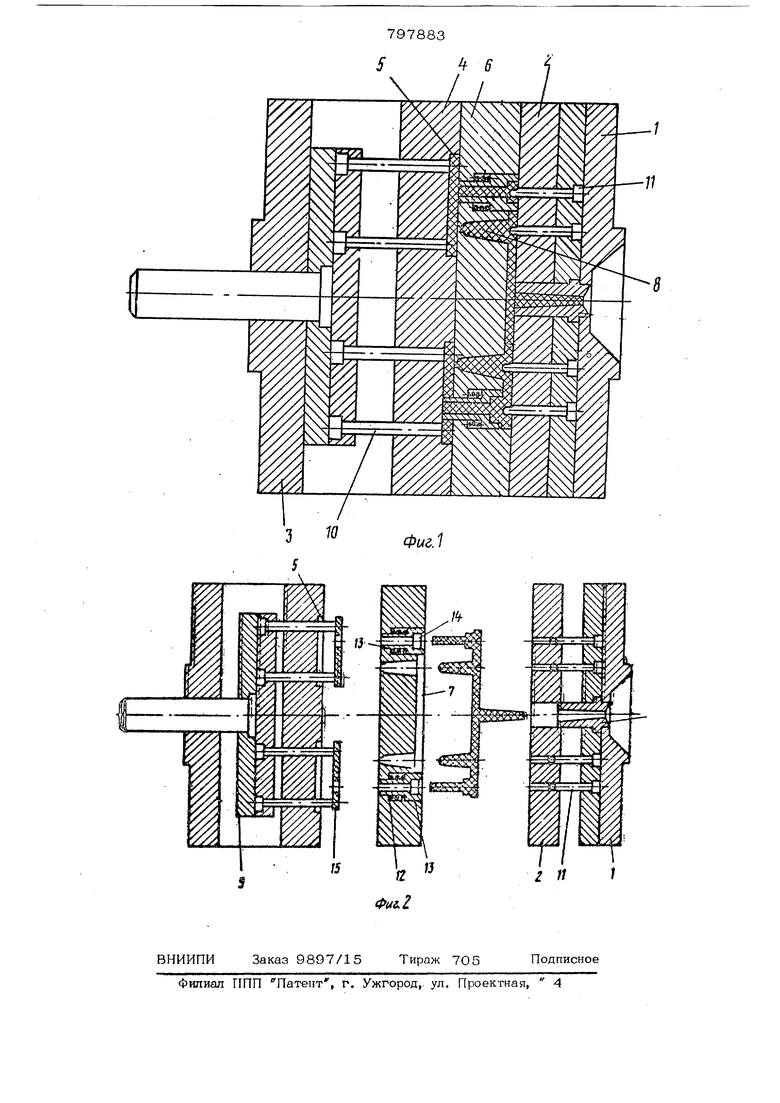
Изобретение относится к переработке пластмасс и может быть использовано ., при изготовлении изделий с отверстиями, не допускающих образования около отвер стий раковин и холодных спаев. Известна литьевая форма для формования полимерных изделий, содержащая формующие плиты и подпружиненный стержень {JQ. Однако в известном устройстве под- пружиненный стержень компенсирует усадку за счет дополнительного расхода материала, при этом в случае изготовления отверстия не исключается образование раковин около отверстий изделия. Наиболее близким техническим решением.к предлагаемому является литьевая форма с отрывными литниками оля полимерных изделий, содержащая неподвижную плиту с размещенными в ней задерж ками литников, плиту съема литников, связанную с неподвижной плитой, подвижную плиту, связанную с плитой с формую , щими полостями, и плиту с разводящимв и впускными литниковыми каналами 2 Недостатком форм такой конструкции является невозможность полностью устранить образование раковин и холодных спаев при изготовлении изделий с отверстиями. Цель изобретения - повышение качества изделий при изготовлении в них отверстий. Поставленная цель достигается тем, что литьевая форма с отрывными литниками для полимерных изделий, содержащая неподвижную плиту с размещенными в ней задержками, литников, плиту съема литников, связанную, с неподвижной плитой, подвижную плиту, связанную с плитой с формующими полостями, и плиту с разводящими и впускными; литниковыми каналами, снабжена размещенными в плите с литниковыми каналами подпружиненными в сторону плиты съема стержнями, каждый из которых выполнен со ступенчатым отверстием для сообщения разво- 37 дящего канала с формующей полостью, примем ступенчатое отверстие большим диаметром обращено к разводящему кава- лу,; а меньшим диаметром к формующей полости, / , На фиг. 1 изображена.форма в сомкнутом п&ложении; на фиг, 2 - то же, в разомкнутом положении. Литьевая форма содержит неподвижную плиту 1, связанную с ней плиту 2 съема литников ; подвижную плиту 3, плиту 4 с формующими полостями 5, свя .занную с подвижной плитой, плиту 6 с разводящими 7 и впускными 8 литниковыми каналами, плиту 9 с выталкивате-лями 10 изделий. в неподвижной плите 1 закреплены задержки 11 литников, а в плите 6 уста новлены подпружиненные пружинами 12 стержни 13, выполненные каждый со сту пенчатым отверстием 14 для сообщения разводящего канала с формующей полость .причем большим диаметром отверстие i обращено к разводящему каналу, а меньшим - к формующей полости, . Форма заботает следующим образом. В начале заполнения формы расплав Термопласта из разводящего литникового канала 7 через точечные впуски заполня ет формующие полости 5, ступенчатые от верстия 14 стержней 13. При повышении давления расплава формующие отверстия стержней 13, преодолевая сопротивление пружин 12, перемещаются, вдвигаясь в формующие, полости 5 под действием раз ности сил давления, возникающей благода ря тому, что площадь отверстия, обращен ного К разводящему каналу, больше форм ющей части стеряшей. Г1ри этом стержни отодвигаются от плиты 2 съема литников и открывают до ступ расплаву из разводящих каналов 7 к стержням 13. Расплав термопласта, подаваемый к стержням непосредственно из разводящег литникового канала, надежно прижимается к плите 1 (фиг. 1). Раскрытие формы начинается с раскр тия по плоскости разъема между плитам 6 и 2. При этом задержки 11 извлекаю затвердевший термопласт из отверстий 3 стержней, точечных впусков и разводящих итниковых каналов. Затем раскрытие следует по плоскости между плитой съема литников и неподвижной плитой. При этом литник извлекается из литниковой втулки, снимается с задержек 11 и удаляется из формы. Только после этого начицаетсй раскрытие формы по основной плоскости ее раскрытия между плитами 6 и 4. В конце раскрытия формы выталкиватели извлекают изделия 5. Такое выполнение формы обеспечивает равное течение расплава термопласта без разделения потока и образования холодных спаев и раковин. Формула изобретения Литьевая ф15рма с отрывными литниками для полимерных изделий, содержащая неподвижную плиту с размещенными в ней задержками литников, плиту съема литников, связанную с неподвижной плитой, подвижную плиту, связанную с плитой с формующими полостями, и плиту с,разводящими и впускными литниковыми каналами, отличающаяся тем, что, с целью повышения качества изделий при изготовлении в них отверстий, она снабжена размещенными в плите с литниковыми каналами подпружиненными в сторону плиты съема стержнями, каждый из которых выполнен со ступенчатым отверстием для сообщения разводящего канала с формующей полостью, причем ступенчатое отверстие большим диаметром обращено к разводящему каналу; а меньшим диаметром к формующей полости. . Источники информации, принятые во внимание при экспертизе 1.Пластмассы в машиностроении. Под ред. Завгороднего В. К., М., Государственное научно-/гехническ6е издательство, машиностроительной литературы , 1959, стр. 132. 2.Иванов В. К. Конструирование автоматических литьевых форм для деталей из Термопластов, Ленинградский дом научно-технической пропаганды , 1970, с. 12-14, рис. 6 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма литьевая с автоматическим удалением литников | 1986 |
|
SU1438960A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для полимерныхиздЕлий C ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1978 |
|
SU835771A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1197862A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Двухэтажная литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1085839A2 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |