Ншмчтиы фпл1.1С111)окати1.е станки для нзготиилеипя iii)0,Ti).ib)ioio фальца и фальцсосадочшлс - для его осад1си.
При ); готовлс)1нп поперочиого фальца мсхаип.чнрованнымп oiicpannaMiE являются изготивлснпс большого II малого бортов. tliiepanHit л;е по () стоячего фальца, его ;)авалке и уилотненпю производятся вручную.
Применение предложенной конструкцнп станка обеспечивает механизацию производства поперечного фальца воздуховодов, 1 зготовляемых пз листовой сталп.
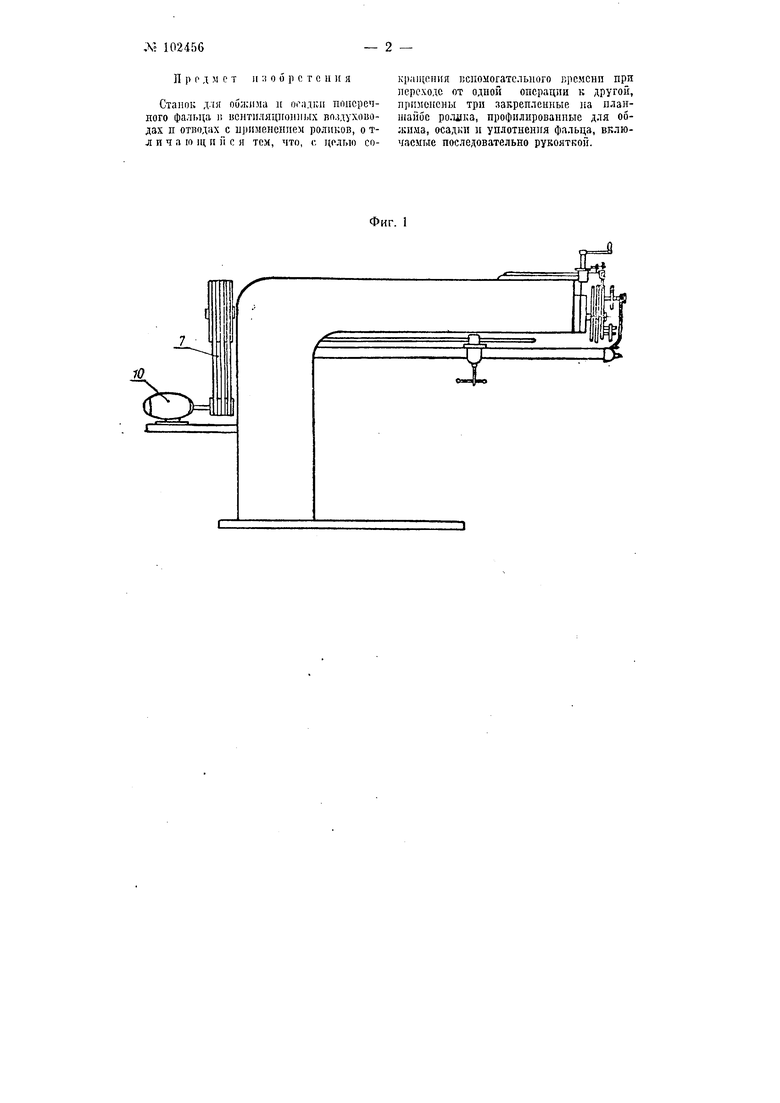
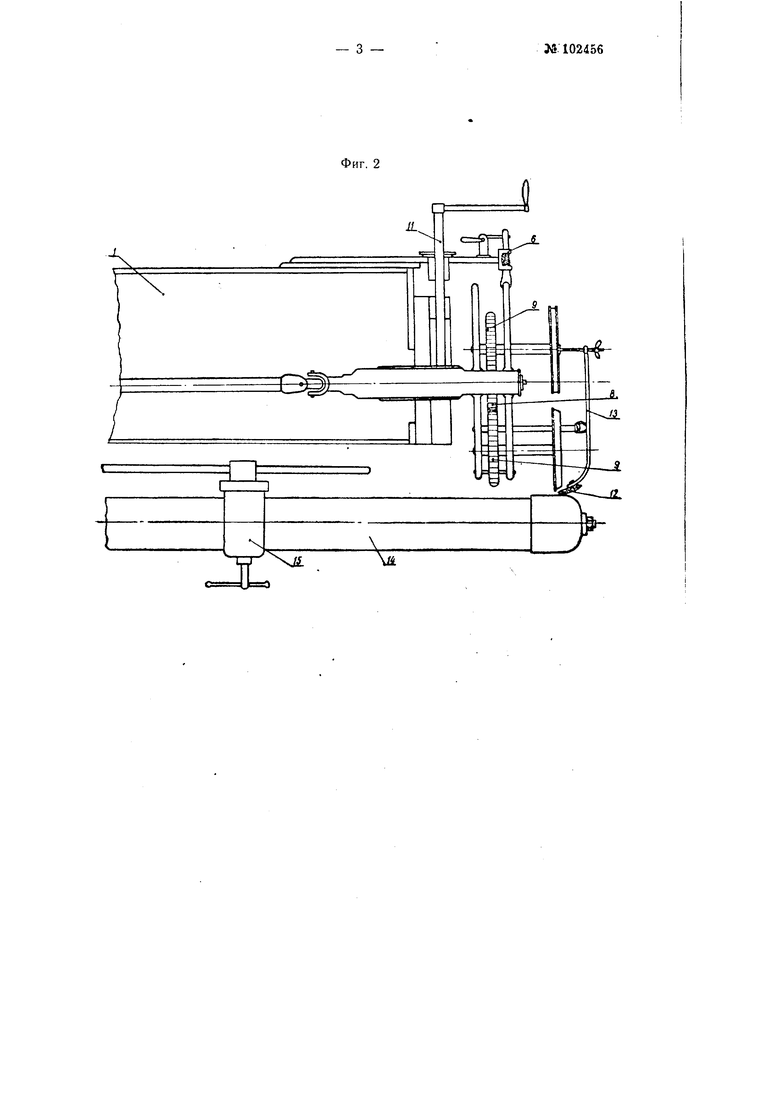
На фиг. 1 изображен общий вид станка, на фиг. 2 - головка станка и на (. 3 вид головки сбоку.
Па станине (1) станка по.мещена рсвольве)11ая головка с тремя роликами -(2), (3), (.1), нред1 азначенными для трех по(ледоватслы1ых онерации (обжим стоячего Фал)Ца, з.М.алка фальца и окончательное уплотнение).
Поворот рплнков осун(ест ляется поворотом i|)Hi;ciipyioH(ero диска (5). Положение роликов |11иксн1)уется фиксатором (6).
Ролики (2, 3. 4) вращаются через 1;лино)еменную передачу (7), ведущую jnecTepino (iS) и ведомые uiecTepim (9) :-1лект1)одвигателем (10).
головки нрн размен|;енни па станке д;1я o6 iauoTi;.r царг воздуховодов или алементов отвода осу1цествляется 11омон(н при;кимноп) вннта (J1).
Процесс обжнма стоячего фальца, его завалки и осадки i(ioii.(водится последовательно. 1оЛ)псом (2) осуи(естпляется об;i;iiM стоячего вальца. 11редварителыш царгп воздуховодов или элементов отводов собираются путем } еболыиого нрогнба большого борта в трех-четырех местах ио окружности. Это делается для того, чтобы царги ие рассоед1гнялпсь при подноске к станку и об;киме фальца.
Роликом (3) осуществляется наклон стоячего фальца (зава.гка).
Для поддержа} ия конца борта при завал1;е нредуоготрен направляюнцп ролпк (12), закрепленный на специальном устройство (13).
Полол;ение паправлякпцего ролика (12) отпоснтелыго н1В((:мгип()чного )олпка )) регулпруется 6apaiin;oM.
Окончательная обжимка стоячего (Паль(а осун(ествляется роликом (4).
Для нридания лсесткост (умеиьигения ) oHnjiHOMy валу (14) предусмотрен 1Нредвижной иоддерж 1ваюи1ий хомут (15).
Наличие трех роликов, закреилепных на планншйбе н включаемых последовательно 1укояткой, приводит к мсиыией затрате времени при переходе от одной онерации к другой (обжим фальца, завалка и уплотиелие).
П Р о Д М с т II . о б 11 о г с Н Н я
Станок д.иг об;к11ма и оопдк.и поперечного фальца 1 вентиляционных воздуховодах п отводах с и1)пмене1111ем ролпков, о тл и ч а 10 1Ц п и с л тем, что, с цолыо сокращения вспомогательного времени при переходе от одной операции к другой, применены три закрепленные lia планпшнбе ро.идка, профилированные для об;кима, осадки п уплотпения фальца, включаемые последовательно рукояткой.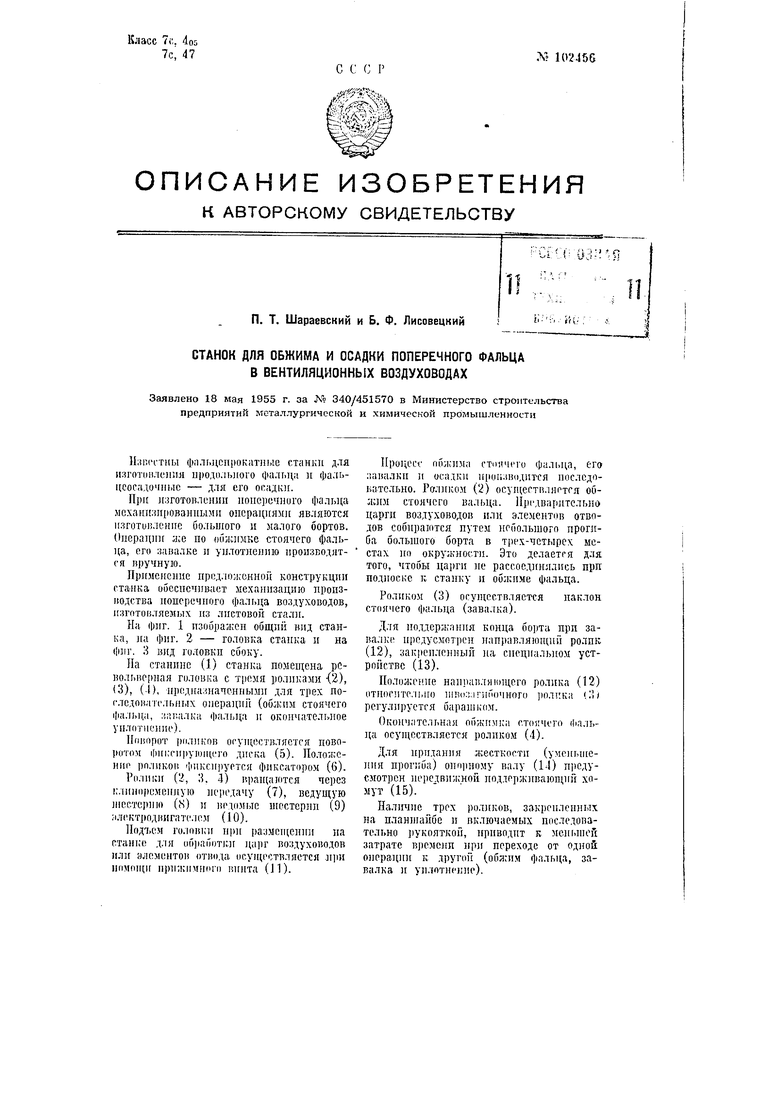
10
i
IL
fr3
