Предметом изобретения является станок для изготовления металлических бесиювиых И1л 1иг-ов е гофром, выполненным по винтовой линии с применением сердечника, снабженного нарезкой по винтовой линии.
Предлаглемый станок, по сравнению с известным станком того же назначения,обеспечивает иепрерывHOCTh процесса образования гофра.
Для этой цели станок снабжен винтом с прогрессивным HiaroM и головкой с роликами, обеспечивающими гофрирование трубы, подача которой осуи1ествлена со стороны, противоположной приводу вннта, пЬсредстпом каретки подач с цанговым зажимом до образона Н1Я начального участка гофрированной трубы с последующей нодачей гофрируемой трубы тисками, причем включение механизмов подач осуществляется кулачковыми муфтами, связанными соответственно с правой и левой гитарами станка.
Охлаждение инструмента производится смазываюн1,ей жидкостью, поступающей через канал, расположенный внутри приводной штангн винта.
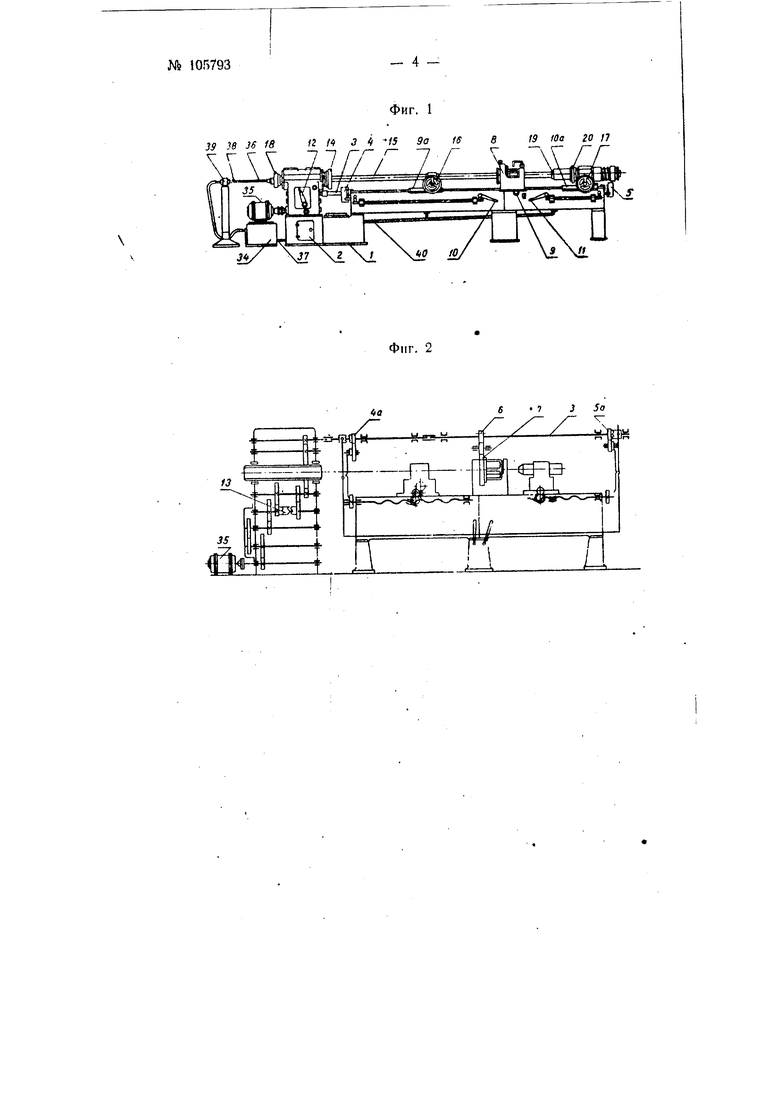
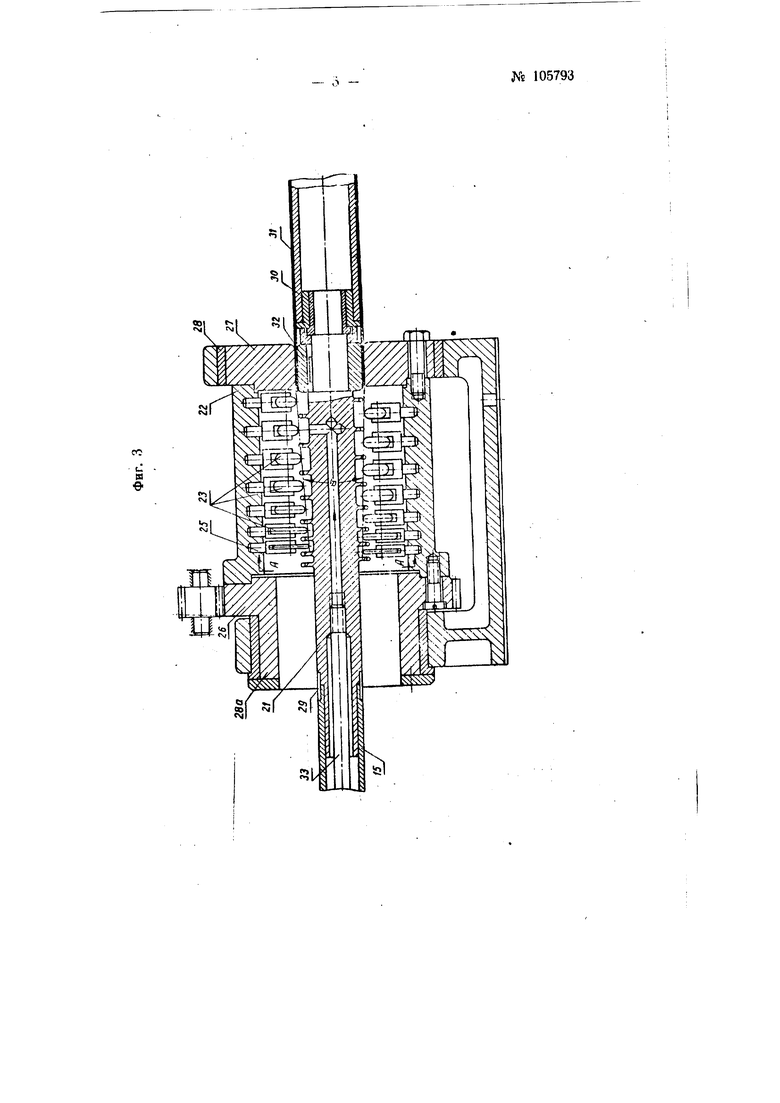
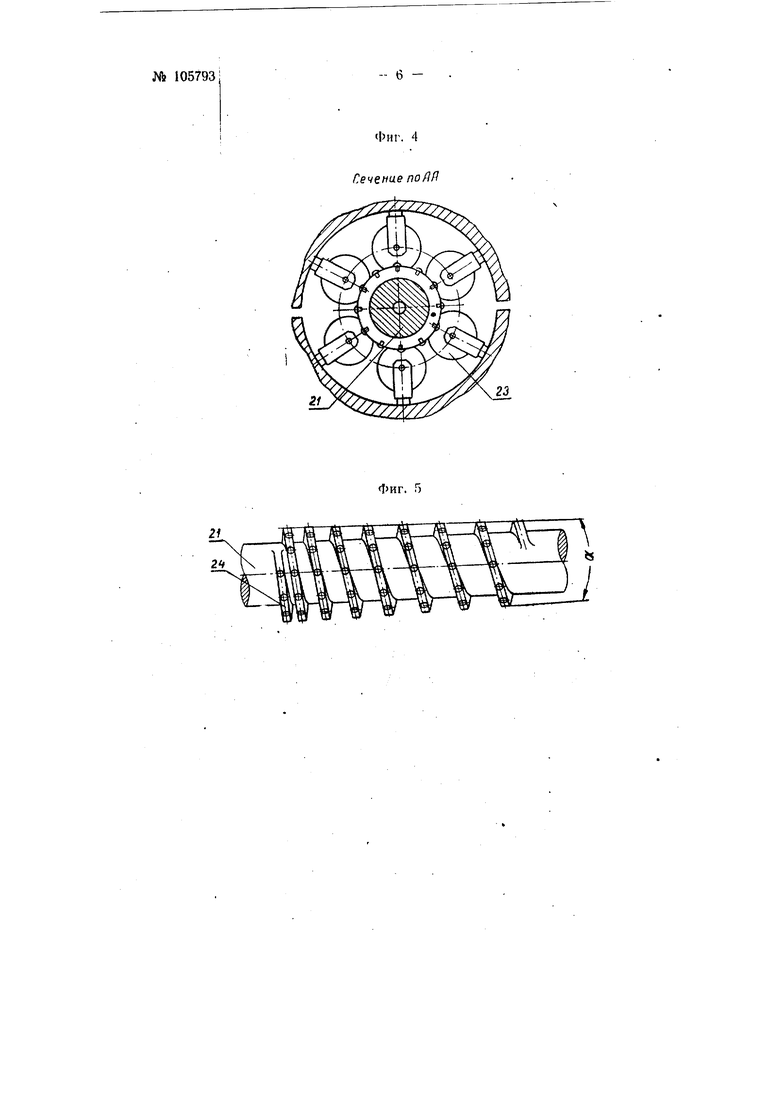
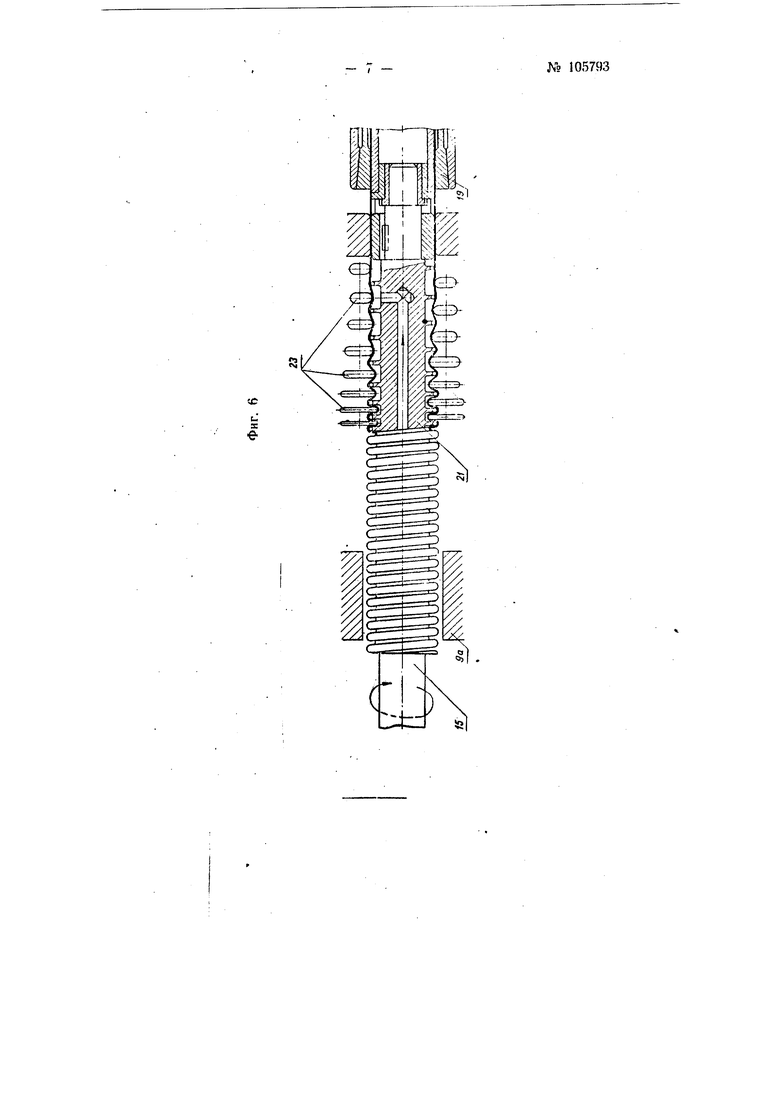
На фиг. изображен общий вид станка; на фиг. 2-кинематическая схема станка; на (зиг. 3-схема примененного в станке инструмента, состоян его из винта е прогрессивиым тагом н го.повки с роликами; на фиг. 4- -сечение по Л/1 на фиг. 3; на фиг. 5-вид винта с прогрессивным щагом; на фнг. 6-схема технологического процесса образования гофра беснювного iii.iKUira.
Тумба / станины станка служит опорой «нпжнделыюй бабки и является резервуаром охлаждаюнлей жидкости и местом расположения магнитного пускателя, доступ к которому обеспечен через крынн у 2. На ходовом валике -V монтированы две шестерни 4а и 5а привода левой гитары 4 н правой гнтары 5 н Hieстерня 6 привода центральной шестерни 7 голомкн инструмента, представляющей собою чугунный корпус S.
Корпус 8 имеет установочное продольное перемеп1ение, осун1ествляемое при помощи рейки и реечной щестерни, приводимой в движеиие съемной рукояткой, надеваемой на квадрат вала 9.
Л run я пггсфа 4 является звеном постройки iio/uiiH TitcKon 9а, и праная гитара 5каретки 10а ,
Велушпе шестерни гитар пк.пючаются с помощью зубчатых му(|)т ходопого пала стайка. Включение зубчатых муфт осуществляется рукоятками 0 //.
Настройка шпиндельной бабки па заданное число оборотов осун1,ествляется сменными шестерпями и рукояткой /2 переключения кулачковой муфты 13.
Шпиндель выполнен пустотелым и на Переднем конце имеет патроп 14, сохраняющий соосность приводной П1тапгн /5 при снятии готового нланга.
Продольное ручное перемещение тисков 9а производится посредством маховичка 16, а каретки Wa подач--посредством маховичка 17. На зад1Гем конце шпинделя монтирован ведущий патрон 18. Зажимное устройство станка имеет трубу, монтированную на каротке 10а подач. В переднем конце этой трубы расположена цанга 19, лепестки которой сжимаются и разжимаются маховичком 20. Цанга 19 имеет сменные вкладыши для разных размеров труб. Труба может иметь продольное осевое перемещение с целью компенсации разпицы.щага подач настройки гитары и фактическим тагом гофра, создаваемым и 1струме том. На заднем конце трубы зажимного устройства расположена пружина, возвращающая зажимное устройство в исходное положение при остановке каретки подач и освобождении цанги маховичком 20.
В корпусе 5 размещен ниструмснт, осунюствляющий гофрирование трубы и состоящий из винта 21 и головки 22 с роликами 23. Ролики 23 и гребень 24 винта 21 расположены по винтовой линии с прогрессивным щагом.Образующая всех роликов составляет угол « и установка на этот угол производится по конусному калибру.
Ролики 23 вращаются па осях вилок 25, хвостовики которых стопорятсй винтами. Головка 22 с роликами вь1по.1нена из двух частей и креГ1ИТСЯ с одной стороны к приводной шестерне 26, а с другой-
к втулке 27. 1Лсч-терни 2fi и 28а и втулка 27 вращаются в подшипниках 28.
Винт 21 связан одннм концом с гтриводион HiTaHroii /Л при помощи двух 1ННОИОК 29, а другим концом установлен п нодн1ин11ике 30.
Таким образом, виит 21 имеет две опоры одну в корпусе S, а другую D нгнннделе станка. В гребень винта через разные угловые промежутки запрессованы стальные HJapnки, число которых вдвое больн1е числа |)оликоп по окру.жности. Образуюш.ая гребня винта выполнена под углом а, позрю.пя1оп1,нм взять наруж и,н1 л.иам(тр трубы-заготовки 31 меньишм наружного диаметра 1н.г анга, что облегчает изготовление тонкостенных длинных труб. Например, для шланга с наружным диаметром 62 мм наружный днамотр трубы составляет 56 мм.
На конце винта 21 посажена на шпонке втулка 32, образую1цая вместе с втулкой 27 кольцевой зазор, равный толнише стенки трубы. Охлаждение инструмента осуществляется смазываюнлей жидкостью через канал 33, находящийся внутри приводной штанги /5. Подача смазываЮН1СЙ жидкостью осуществляется электронасосом, расположенным на тумбе 34 сзади двигателя 35 через центральную трубу 36. Резервуары Д.ПЯ жидкости, распо.поженные в тумбах 34 и /, соединены между собою трубкой 37. При снятии готового шланга трубка 36 отводится в сторону до упорного кольца 38 и головка 39 вместе с трубкой 36 поворачивается на 90°. Отработанная жидкость стекает обратно в резервуар но трубке 40.
В процессе работы станка шпиндель, приводная Н1танга 15 н головка 22 с роликамн 23 вращаются в одну сторону с одинаковым числом оборотов. В момент заправки трубызаготовки 31, как это показано на фиг. 3, каретка 10а подач и цанга 19 находятся в крайнем правом (по чертежу) положении. После зажима трубы-заготовки цангой 19 включают кулачковую муфту правой гитары 5, а затем станок, вследствие чего каретка 10а подач вместе с трубой-заготовкой перемещается влево.
Карпткл lOa подич лшжстсл с подлчсч), соответствующей одному обороту инструмента и равной длине поверхности трубы-заготовкн. необходимой для получения одного внтка гофра.
На фиг, 6 изображен момент, когда каретка 10а подач останоЕ1илпсь (при этом также выключается станок), пройдя заданную длину хода и образовав небольшой участок гофрированной трубы. После этого цангу разжимают, а губками тисок 9а зажимают участок гофра, вынюдший из корпуса 8.
Затем включают кулачковую муфту левой гитары 4 и станок и тиски перемещаются влево с подачей, соответствуюн1.ей одному обороту инструмента и равной шагу гофра (в это время инструмент осуществляет формирование гофра).
Процесс образования гофра основан на непрерывном формировании концевого участка трубы в профильный участок, заданный инструментом.
бнутренний диаметр 1иланга формируется роликами 23, а наружный диаметр шлаигг:-стальными Н1арикгши винта 21.
Предмет изобретения
СЛанок для изготовле 1ия металлических бсснювных шлангоп с гофром, выполненным по винтовой линии с применением сердечника, снабженного нарезкой по винтовой линии, от.1 и ч а ю щ и и с я тем, что, с целью обеспечения непрерывного процесса обрлзовар)ия гофра, станок снабжен винтом с прогрессивным шагом и головкой с роликами, обеспо.Ч11ваюп1ими гофрирование трубы, подача кот(4рой осуп1,ествле11а со стороны, противоположной приводу винта, посргдстрюм каретки нодач с цанговым зажимом до образов;и1ия начального участка гофрированной трубы с последующей подачей гофрируемой трубы тисками, причем включение механизмов подач ocynj.eстклястся кулачковыми муфтами, связанными соответственно с правой и левой гитарами станка, а охлаждение инструмента производится смазывающей жидкостью, поступающей через канал, расположенный внутри приводной штанги винта.
39 9 36 1812 ( 3 45 9а ff 8(9 Юа 20 17
rff и -
Фиг. 1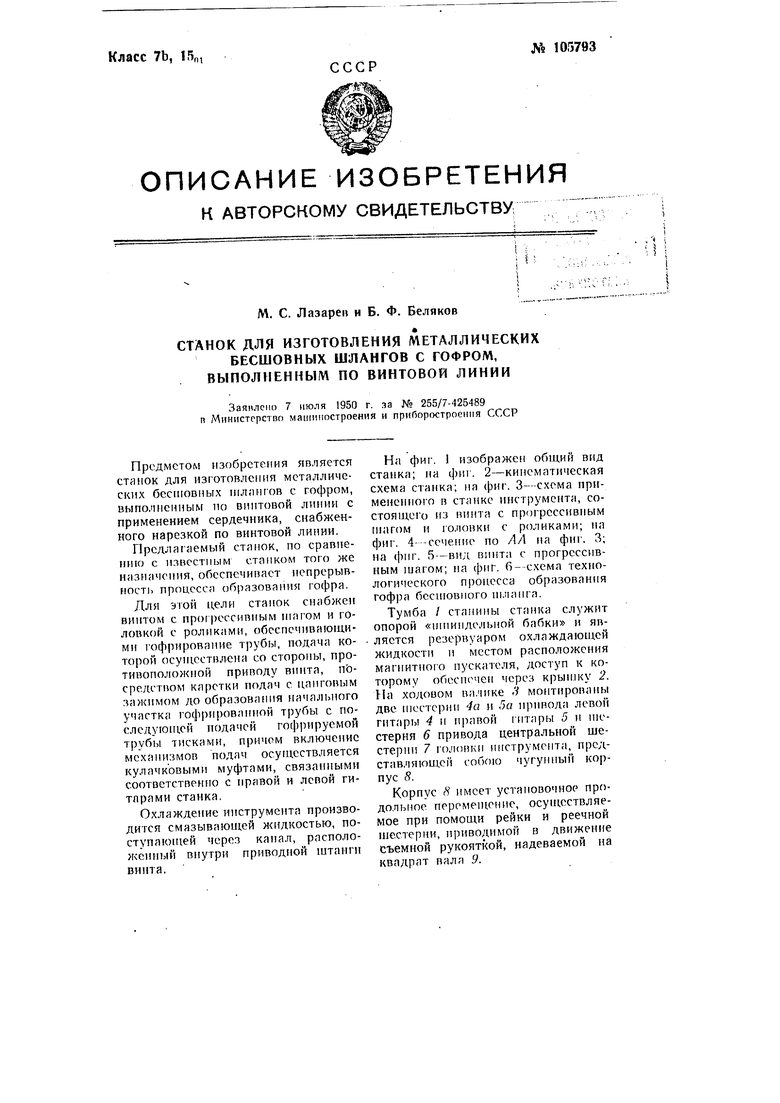


| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для изготовления гофрированных колен | 1961 |
|
SU145198A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Зубообрабатывающий станок | 1979 |
|
SU884896A1 |
| Полуавтоматический станок для абразивного разрезания материалов различных профилей | 1958 |
|
SU124831A1 |
| Устройство к токарному станку для нарезания червяков | 1981 |
|
SU952481A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАНАЛА ВОЛОКИ ПРОВОЛОКОЙ | 1991 |
|
RU2014203C1 |
13
Фиг. 2
ГС
S e
№ 1057931
- 6 Фиг. 4 noflP
Фиг. 5
