Штампы ДЛЯ пробивания отверстий, дпаметр которых в несколько раз меньше ТОЛЩИНЫ материала, в которых для предозранения пуансона от продольного изгиба примеиеиы две охватывающие его колонки (обонмы), известны.
Отличительно особенностью предлагаемого и тампа того же типа является снабжение КОЛОНОК (обойм) выступающими га их обраи;енные друг к другу торцы обжимными секторами, расположенными так, что сектора одной колонки входят между секторами другой колонки. Такое выполнение И1тампа обеспечивает более надежное обжатие и центрирование иуансона.
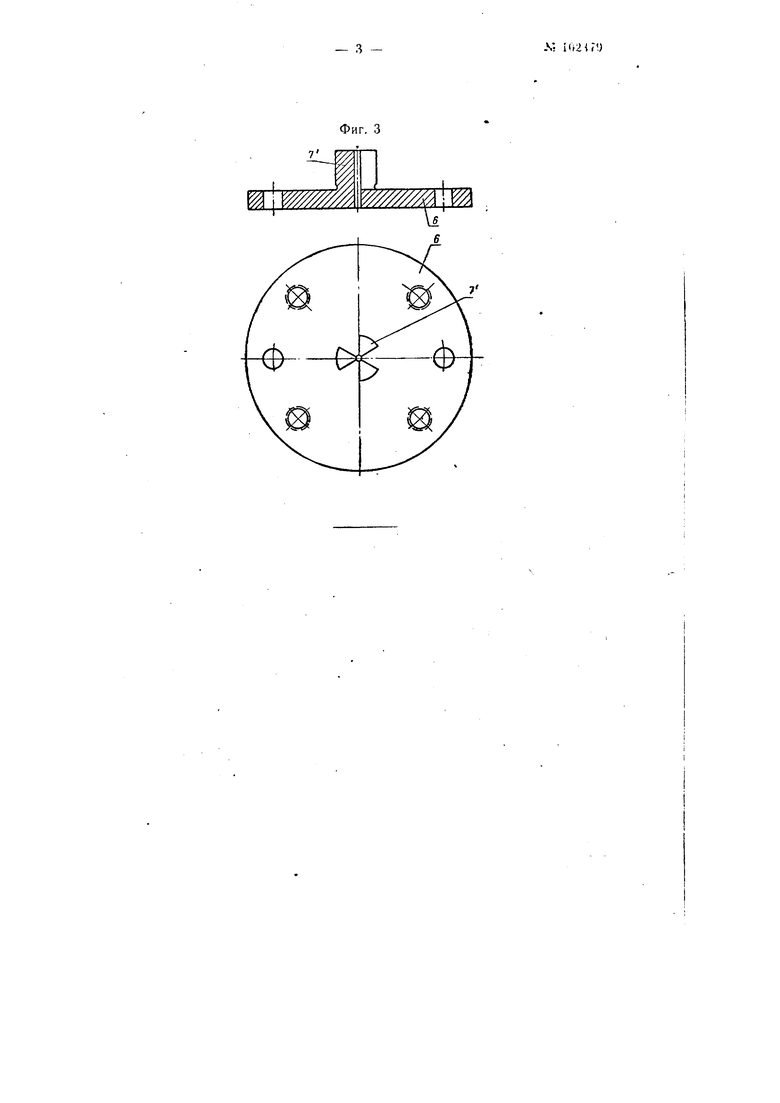
Предлагаемый И1тамн показан па фиг. 1 в разрезе по ЛБСД фиг. 2; на фиг. 2 - в разрезе по ЛЛ фиг. 1; на фиг. 3 дапа отдельно в двух проекциях нпжняя колонка.
Предлагаемый штами состоит из верхней подвижной илиты (1) и нижней плиты (2). К верхней плите (1) на упорной детали (3) закреплен пуансон (4). Последний на nceii длине охватывается двумя колонками (обоймами) (5) и (6), предохраняюп1пми пуансон от продольного изгиба.
Колонки (5) и (G) снабжены обжимными секторами (7), (7), выстуиающпмп за их обраи1( друг к другу торцы. Сектора КОЛОНОК (5) Л (6) расиоложепы так, что сектора (7) одной колонки входят
между секторами (7) другой колонки.
На нижнюю колонку (б) надето ко. (8), которое центрировано в съемнике (9) и прочно в нем закреплено. Кольцо (S) служит ДЛЯ точного направления оГикимных секторов (7) верхней колонки (5) и предохраняет сектора обеих колонок от возможного отгибания и ослабления обл;атия пуансона (4) при пробивке отверстия.
На чертеже цифрой (10) ооо;)начена матрица п цифрой (И) - направляюн;ая колонка.
Предмет изобретен ин
1. Штамп ДЛЯ пробивания отверстий, дпаметр которых в несколько раз моньгие ТОЛЩИНЫ материала с иснользопашюм для предохранения иуансона от щюдольного изгиба двух охватывающих его колонок (обойм), о т Л и ч а 10 и; is и с я том. что обе КОЛОНКИ С 1аб:-кены выступаю1цпми .а их обращенные Д1)уг к другу торцы обжимными секторами, расположепнымн так, что сектора одной колонки входят секторами другой колоики, с целью обеспечения более надежного обжатия п центрирования пуансона.
2. Форма выполпенпя штампа по п. 1, о т Л н ч а ю щ а я с я тем. что, с целью предохранения секторов колонок от отгибания, применено направляющее их кольцо. 
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для пробивки в листовом металле отверстий диаметром, меньшим толщины материала | 1954 |
|
SU102519A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Прецизионный штамп | 1980 |
|
SU946731A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Устройство для изготовления полых шаров | 1981 |
|
SU1005999A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СМЕННЫМИ БЛОКАМИ-РЕЗАКАМИ "ВИКОСТ" | 2000 |
|
RU2184031C2 |
| ЗАЖИМНАЯ ГОЛОВКА-МАНИПУЛЯТОР | 2005 |
|
RU2295436C2 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |