(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ из листовых ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для холодной листовой штамповки | 1981 |
|
SU969382A1 |
| Штамп для отбортовки отверстий в боковых стенках полых изделий | 1989 |
|
SU1810170A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке из листовой заготовки деталей типа тройников, крестовин и др.
Известен штамп для изготовления тройников из листового материала, состоящий из отбортовочного пуансона, жестко установленного на верхней плите, пуансонаприжима матрицы, выталкивателя и боковых обжимных элементов, установленных на пуансоне-прижиме 1.
Такая конструкция штампа не обеспечивает перемещение металла с торцом заготовки в зону патрубка. Штамп должен иметь увеличенную высоту из-за размещения толкателя для осадки по торцу патрубка и удлиненного пуансона, установленного жестко на верхней плите. Штамповка выщеуказанных деталей на таком штампе требует специальных прессов с увеличенными подштамповыми пространствами и ходом ползуна двойного действия с центральным мощным выталкивателем, что ограничивает технологические возможности процесса. Боковые обжимные элементы, выполненные за одно целое с пуансоном-прижимом, ограничивают степень обжатия из-за потери устой
чивости стенки заготовки, так как при этом происходит торцовое обжатие для перемещения металла с фигурных торцов заготовки в зону патрубка, что снижает устойчивость стенки к обжатию. Кроме того, конструкция штампа не позволяет совместить гибку элемента с формовкой патрубка. Для компенсации высоты патрубка и утонения стенок его требуется применение заготовок с повыщенной толщиной стенки или приварки удлинительного кольца, что приводит к повыщению металлоемкости изделия, перерасходу металла и увеличению трудоемкости изготовления их.
Цель изобретения - повышение точности штамповки и расширение технологических возможностей за счет штамповки на прессах ,5 простого действия.
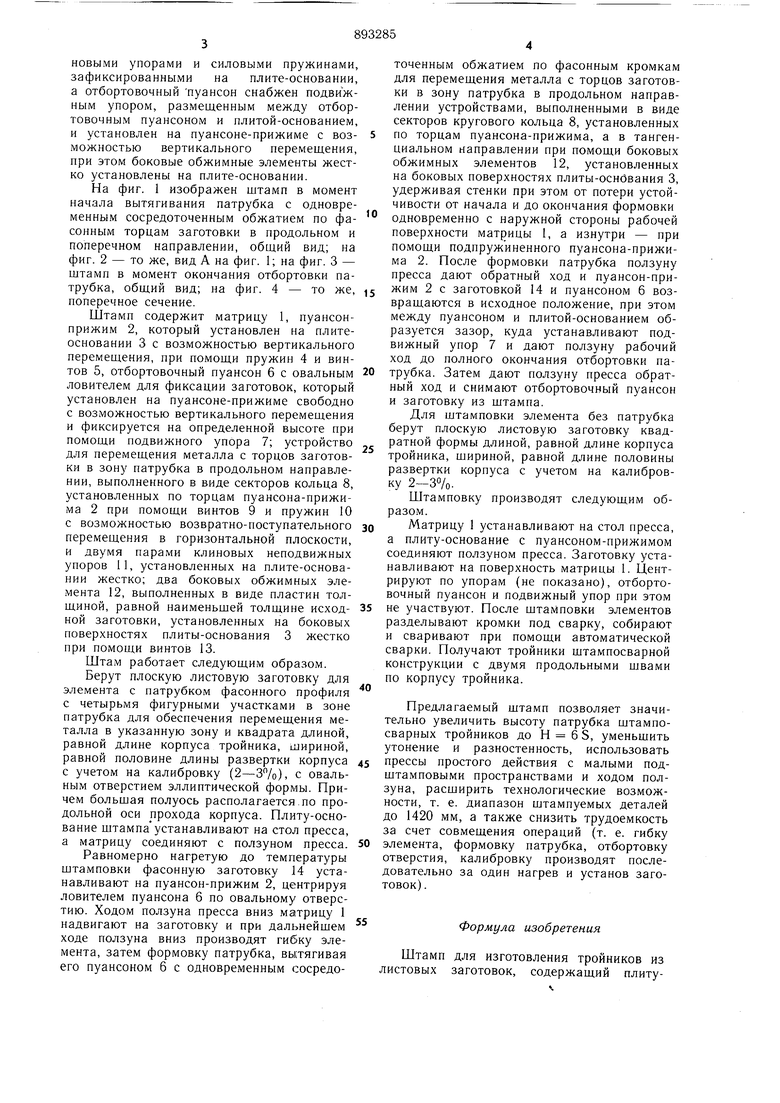
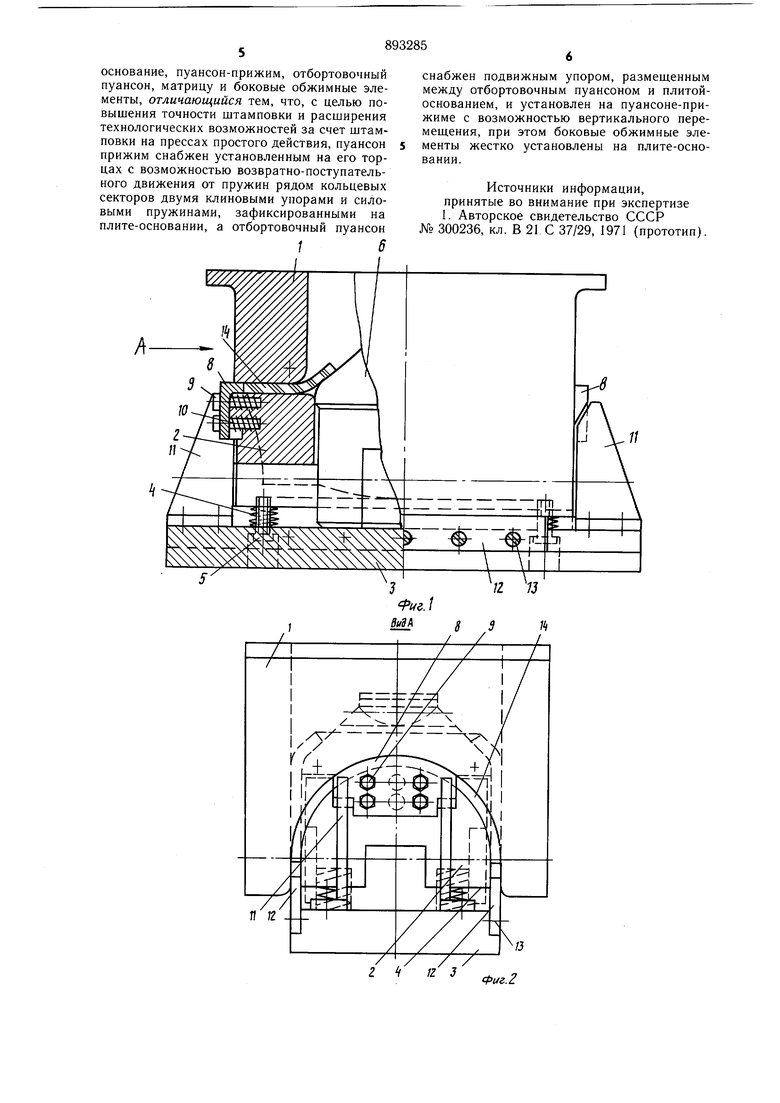
Поставленная цель достигается тем, что в штампе для изготовления тройников из листовых заготовок, содержащем плитуоснование, пуансон-прижим, отбортовочный пуансон, матрицу и боковые обжимные элементы, пуансон-прижим снабжен установленным на его торцах с возможностью возвратно-поступательного движения QT пружин рядом кольцевых секторов двумя клиновыми упорами и силовыми пружинами, зафиксированными на плите-основании, а отбортовочный пуансон снабжен подвижным упором, размещенным между отбортовочным пуансоном и плитой-основанием, и установлен на пуансоне-прижиме с возможностью вертикального перемещения, при этом боковые обжимные элементы жестко установлены на плите-основании. На фиг. 1 изображен штамп в момент начала вытягивания патрубка с одновременным сосредоточенным обжатием по фасонным торцам заготовки в продольном и поперечном направлении, общий вид; на фиг. 2 - то же, вид А на фиг. 1; на фиг. 3 - штамп в момент окончания отбортовки патрубка, общий вид; на фиг. 4 - то же, поперечное сечение. Штамп содержит матрицу 1, пуансонприжим 2, который установлен на плитеосновании 3 с возможностью вертикального перемещения, при помощи пружин 4 и винтов 5, отбортовочный пуансон 6 с овальным ловителем для фиксации заготовок, который установлен на пуансоне-прижиме свободно с возможностью вертикального перемещения и фиксируется на определенной высоте при помощи подвижного упора 7; устройство для перемещения металла с торцов заготовки в зону патрубка в продольном направлении, выполненного в виде секторов кольца 8, установленных по торцам пуансона-прижима 2 при помощи винтов 9 и пружин 10 с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, и двумя парами клиновых неподвижных упоров 11, установленных на плите-основании жестко; два боковых обжимных элемента 12, выполненных в виде пластин толщиной, равной наименьщей толщине исходной заготовки, установленных на боковых поверхностях плиты-основания 3 жестко при помощи винтов 13. Штам работает следующим образом. Берут плоскую листовую заготовку для элемента с патрубком фасонного профиля с четырьмя фигурными участками в зоне патрубка для обеспечения перемещения металла в указанную зону и квадрата длиной, равной длине корпуса тройника, шириной, равной половине длины развертки корпуса с учетом на калибровку (), с овальным отверстием эллиптической формы. Причем большая полуось располагается.по продольной оси прохода корпуса. Плиту-основание штампа устанавливают на стол пресса, а матрицу соединяют с ползуном пресса. Равномерно нагретую до температуры штамповки фасонную заготовку 14 устанавливают на пуансон-прижим 2, центрируя ловителем пуансона 6 по овальному отверстию. Ходом ползуна пресса вниз матрицу 1 надвигают на заготовку и при дальнейшем ходе ползуна вниз производят гибку элемента, затем формовку патрубка, вытягивая его пуансоном 6 с одновременным сосредоточенным обжатием по фасонным кромкам для перемещения металла с торцов заготовки в зону патрубка в продольном направлении устройствами, выполненными в виде секторов кругового кольца 8, установленных по торцам пуансона-прижима, а в тангенциальном направлении при помощи боковых обжимных элементов 12, установленных на боковых поверхностях плиты-оснбвания 3, удерживая стенки при этом от потери устойчивости от начала и до окончания формовки одновременно с наружной стороны рабочей поверхности матрицы 1, а изнутри - при помощи подпружиненного пуансона-прижима 2. После формовки патрубка ползуну пресса дают обратный ход и пуансон-прижим 2 с заготовкой 14 и пуансоном 6 возвращаются в исходное положение, при этом между пуансоном и плитой-основанием образуется зазор, куда устанавливают подвижный упор 7 и дают ползуну рабочий ход до полного окончания отбортовки патрубка. Затем дают ползуну пресса обратный ход и снимают отбортовочный пуансон и заготовку из штампа. Для щтамповки элемента без патрубка берут плоскую листовую заготовку квадратной формы длиной, равной длине корпуса тройника, шириной, равной длине половины развертки корпуса с учетом на калибровку 2-3%. Штамповку производят следуюшим образом. Матрицу 1 устанавливают на стол пресса, а плиту-основание с пуансоном-прижимом соединяют ползуном пресса. Заготовку устанавливают на поверхность матрицы 1. Центрируют по упорам (не показано), отбортовочный пуансон и подвижный упор при этом не участвуют. После штамповки элементов разделывают кромки под сварку, собирают и сваривают при помощи автоматической сварки. Получают тройники штампосварной конструкции с двумя продольными швами по корпусу тройника. Предлагаемый штамп позволяет значительно увеличить высоту патрубка штампосварных тройников до Н 6 S, уменьшить утонение и разностенность, использовать прессы простого действия с малыми подштамповыми пространствами и ходом ползуна, расширить технологические возможности, т. е. диапазон штампуемых деталей до 1420 мм, а также снизить трудоемкость за счет совмещения операций (т. е. гибку элемента, формовку патрубка, отбортовку отверстия, калибровку производят последовательно за один нагрев и установ заготовок). Формула изобретения Штамп для изготовления тройников из истовых заготовок, содержащий плитуоснование, пуансон-прижим, отбортовочный пуансон, матрицу и боковые обжимные элементы, отличающийся тем, что, с целью повышения точности штамповки и расширения технологических возможностей за счет штамповки на прессах простого действия, пуансон прижим снабжен установленным на его торцах с возможностью возвратно-поступательного движения от пружин рядом кольцевых секторов двумя клиновыми упорами и силовыми пружинами, зафиксированными на плите-основании, а отбортовочный пуансон
/6
снабжен подвижным упором, размешенным между отбортовочным пуансоном и плитойоснованием, и установлен на пуансоне-прижиме с возможностью вертикального перемешения, при этом боковые обжимные элементы жестко установлены на плите-основании.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 300236, кл. В 21 С 37/29, 1971 (прототип).
