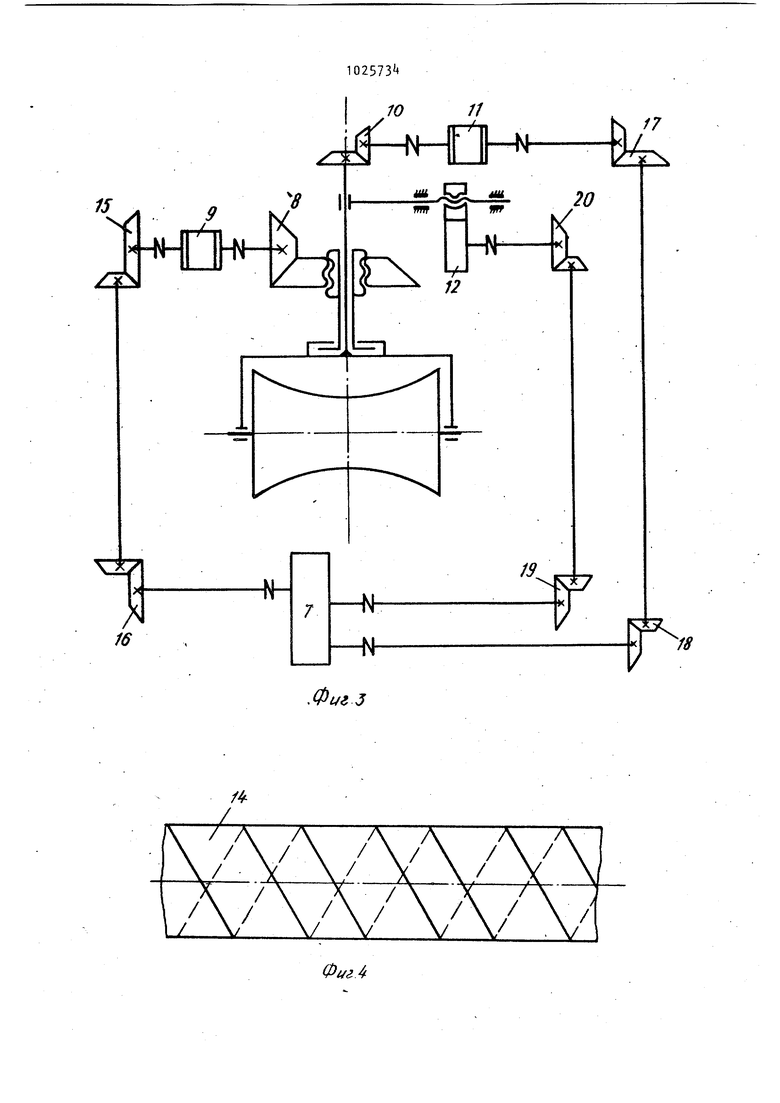
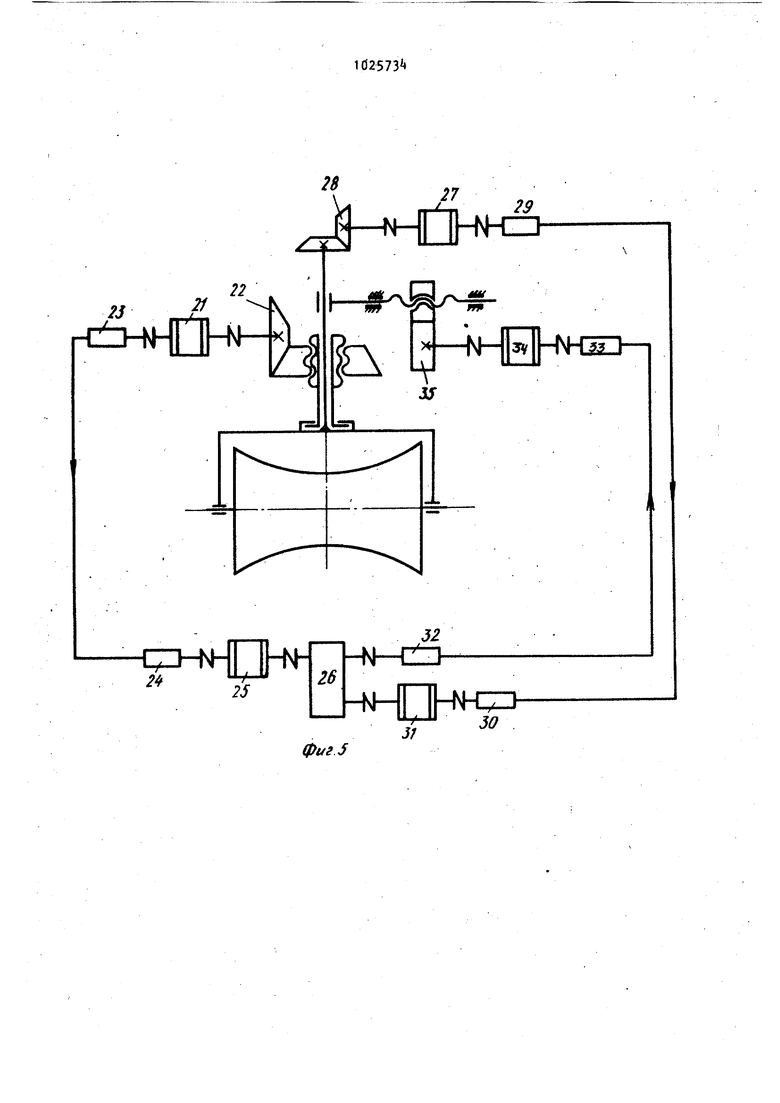
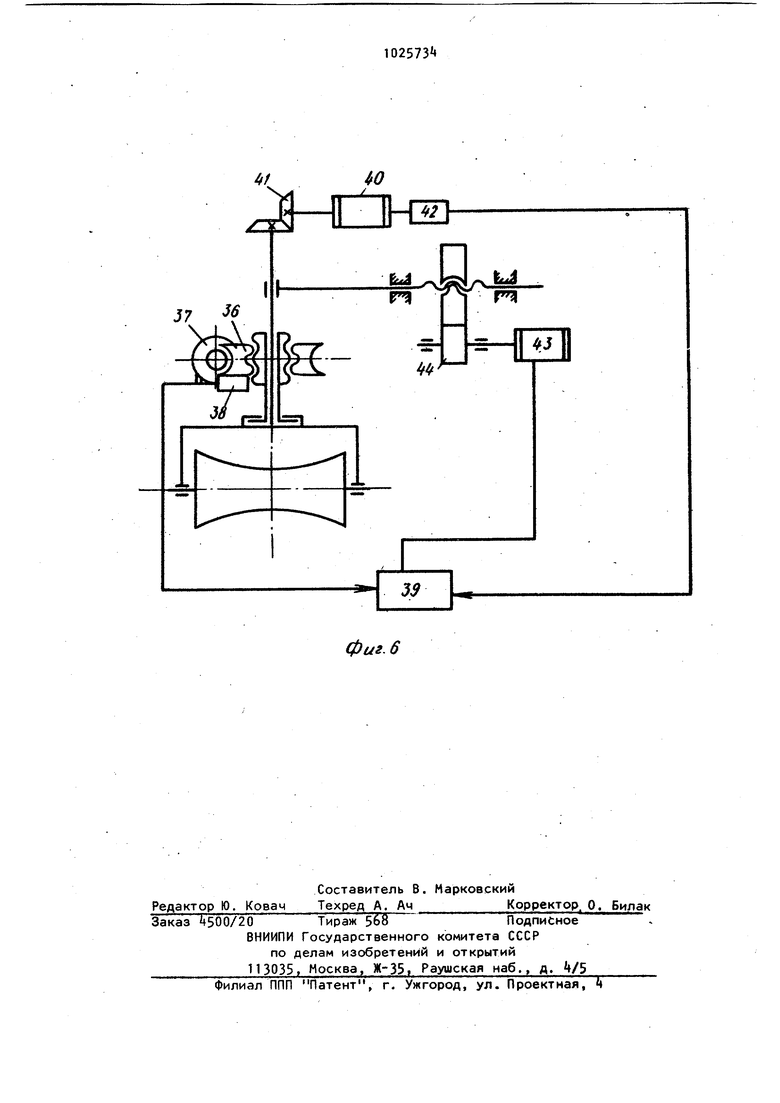
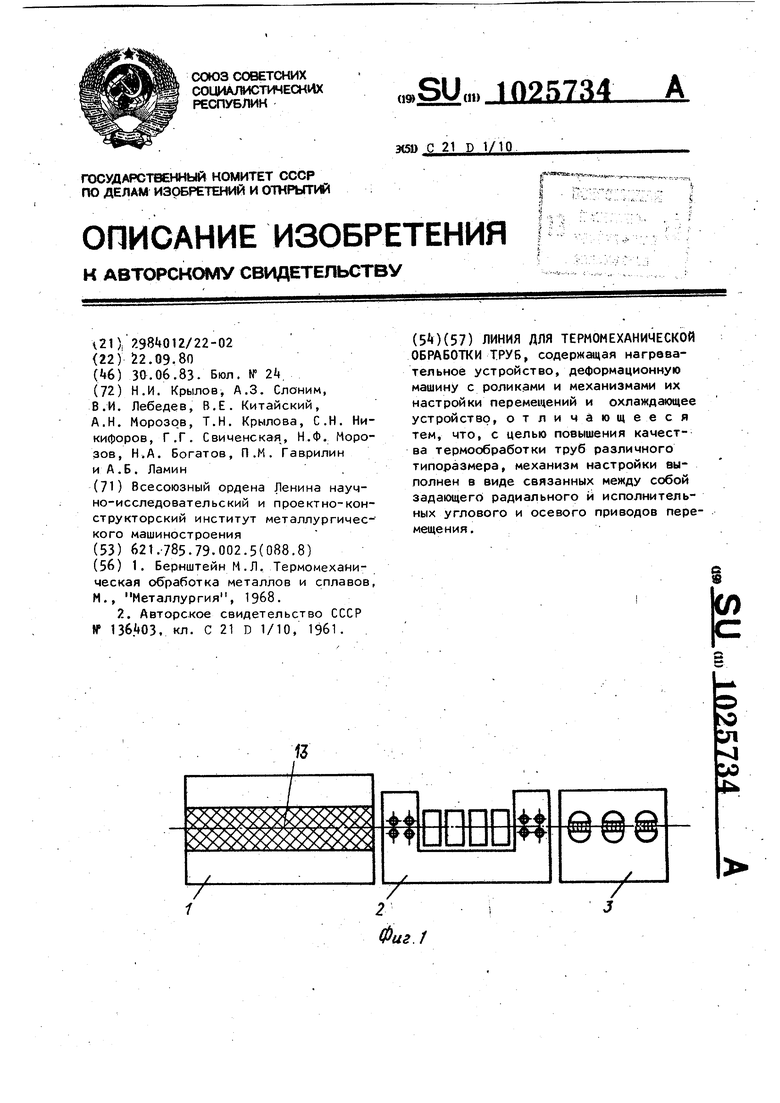
Изобретение относится к металлургическому машиностроению, а томнее к устройствам для термомеханической обработки материалов. Известна установка для термомеханической обработки изделий, содержащая нагревательное, деформирующее и охлаждающее устройства Г 1 J. Недостатком данной установки является невозможность обработки труб Наиболее близкой к предлагаемой по технической сущности является линия для термомеханической обработки тру{5, содержащая нагревательное устройство, деформационную машину с роликами и механизмами настройки их перемещений и охлаждающее устройствоГ2. Недостатком известной линии является отсутствие механизма, обеспечивающего деформацию в плоскости поперечного сечения и таким образом невозможность получения высоких проч ностных характеристик материала. Цель изобретения - повышение качества термообработки труб различного типоразмера. Поставленная цель достигается тем что в линии для термомеханической об работки труб, содержащей нагреватель ное устройство, деформационную машину с роликами и механизмами их настройки перемещений и охлаждающее устройство , механизм настройки выполнен в виде связанных между собой задающе го радиального и исполнительных угло вого и осевого приводов перемещения. На фиг. 1 изображена общая схема установки; на фиг. 2 - деформирующее устройство; на фиг. 3 схема соединений механизмов настройки с учетом вариатора; на фиг. 4 - деформируемое изделие, внешний вид; на фиг. 5 схема соединений механизмов настройки с учетом сельсино-следящих сиетем; на фиг. 6 - то же, с учетом счетно-решающего устройства. Линия для термомеханической обработки состоит из станины (не показана), устройства для нагрева -, деформирующей машины 2 и устройства 3 для охлаждения. Деформирующая машина состоит из нескольких групп 4 правильных роликов 5 расположенных вдоль оси 6 обработки и соединенных с вариатором 7 Ролики каждой группы в плоскости, перпендикулярной оси 6 обработки, об разуют закрытый калибр. аждый из роликов имеет механизм 8 радиальной настройки с приводом 9 для изменения расстояния между осью вращения пра- . вильных роликов 5 и осью 6 обработки, механизм 10 угловой настройки с приврдом 11 осуществляет поворот осей вращения правильных роликов 5 относительно оси 6 обработки, механизм 12 осевой настройки с приводом Т1 изменяет расстояние между роликами вдоль оси обработки. Такое конструктивное выполнение обеспечит получение одинаковой деформации во всех поперечных сечениях обрабатываемой трубы за счет расположения групп правильных роликов на расстоянии друг от друга, которое устанавливается в машине автоматически. Установка работает следующим образом. С помощью известных загрузочных механизмов труба подается в нагревательное устройство 1, где нагревается до температуры, превышающей уровень фазовых превращений, после чего она в горячем состоянии поступает в деформирующую машину 2. В деформирующей машине обрабатываемая труба 13 размещается между правильными роликами 5, которые ее деформируют в плоскости, перпендикулярной оси обработки. Эта деформация, в соответствии с принятыми в металловедении понятиями, увеличивает плотность дислокаций и препятствует их движению, что, в свою очередь, упрочняет металл после его резкого охлаждения. При вращении роликов деформация перемещается по поверхности трубы, а след ее от каждогр ролика остается в виде винтовой полосы И. Равномерность деформации всех поперечных сечений трубы осуществляется тем, что расстояние между группами роликов, вращающихся в одну сторону, определяется в зависимости от хода винтового следа, т.е. от диаметра трубы и угла наклона роликов к оси трубы. Эта зависимость может быть выражена следуюи1ей формулой lU-D tK oi,- , , + Ъ COSC, где Ъ - длина ролика; п - число роликов в каждой обойТолько при выполнении этой завиимости винтовые следы от роликов будут примыкать друг к другу без зазоров и все перечисленные сечения обрабатываемой трубы получаЪт одинаковые деформации. Выполнить эту зави симость позволяет наличие жестких связей между механизмами осевой на-стройки (которая меняет величину t), угловой настройки (меняющей угол о) и радиальной настройки (зависящей от D). Таким образом, при заданных размерах роликов и их количестве, в зависимости от размеров обрабатываемой трубы и угла поворота правильных роликов, в машине должно изменяться расстояние между группами правильных роликов. Изменение расстояний производится следующим образом. При помощи механизма 8 радиальной настройки и привода 9 правильные ролики одной группы перемещаются до положения, определяемого диаметром и свойствами обрабатываемой трубы. Одновременно с этим происходит изменение передаточного числа вариатора 7 посредством зубчатого зацепления 15 и 16, Следовательно, определенному диаметру трубы соответствует конкретное знамение передаточного числа вариатора. При помощи механизма 10 угловой настройки и привода 11 правильные ролики поворачиваются относительно оси 6 обработки на определенный угол в зависимости от диа метра трубы. При этом с помощью зубчатых зацеплений 17-20, а также вариатора 7 вращение от электродвигателя 10 угловой настройки передается механизму 12 осевой настройки, с помощью которого осуществляется перемещение в осевом направлении правиль ных роли ков 5. Длинные механические связи между вариатором и механизмами настройки роликов могут быть заменены сельсино-следящими системами (фиг. 5). При изменении радиальной настройки с помощью электродвигателя 21 и механизма 22 сигнал от сельсин-датчика 23, вал которого жестко скреплен с валом электродвигателя 21, поступает в сельсин-приемник , преоб разуется и с помощью электродвигателя 25 в вариаторе 2б устанавливает необходимое передаточное число, соответствующее величине перемещения ролика в радиальном направлении. С помощью электродвигателя 27 и механизма 28 угловой настройки устанавливается определенное значение угла наклона ролика к оси обработки. При этом сигнал от сельсин-датчика 29-, соответствующий углу поворота, поступает к сельсин-приемнику 30 и с помощью электродвигателя 31 вариатор 26 приводится в действие. На выходном валу вариатора располагается сельсин-датчик 32, который подает сигнал на сельсин-приемник 33. Сигнал от сельсин-приемника 33 поступает на двигатель 32 осевой настрой- . ки, который приводит в действие механизм 35 осевой настройки, посредством чего происходит осевое-перемещение роликов. Еще более компактной схема соединений между механизмами настройки может получиться при использовании вместо вариатора счетно-решающего устройства. Здесь радиальное перемещение роликов, осуществляемое с помощью механизма Зб радиальной настройки и- привода 37, фиксируется датчиком 38 радиальной настройки, сигнал от которого поступает в счетно-решающее устройство 39. Привод kO угловой настройки и механизм Ц угловой настройки устанавливают ролик на определенный угол, соответствующий диаметру трубы. Величина этого угла фиксируется датчиком k2 угловой настройки и передается также в счетно-решающее устройство. Счетно-решающее устройство принимает сигналы от механизмов радиальной и угловой настройки, подсчитывает по этим сигналам необходимые для каждой трубы расстояния между группами роликов, преобразует результаты этих расчетов в сигналы, необходимые для привода осевой настройки, после чего эти сигналы посылаются на привод О осевой настройки, который, в свою очередь, через механизм kk осевой настройки перемещает ролики на определенную величину. После выделения всех операций по настройке машины может быть включен привод рабочих роликов и. начата обработка в ней трубы. Обработанная труба из деформирующей машины 2 поступает в охлаждающее устройство 3 и затем отводится известными механизмами в карман. -Использование в линии связанных между собой механизмов радиальной.
угловой и осевой настроек позволит обеспечить повышение механических свойств материала металлических труб как S поперечном сечении, так и по длине, вследствие чего уменьшаются
отходы металла при обработке, снижается вес конструкций из обработанных труб за счет применения труб с меньшей толщиной стенки,повышаются надежность и работоспособность трубопроводов.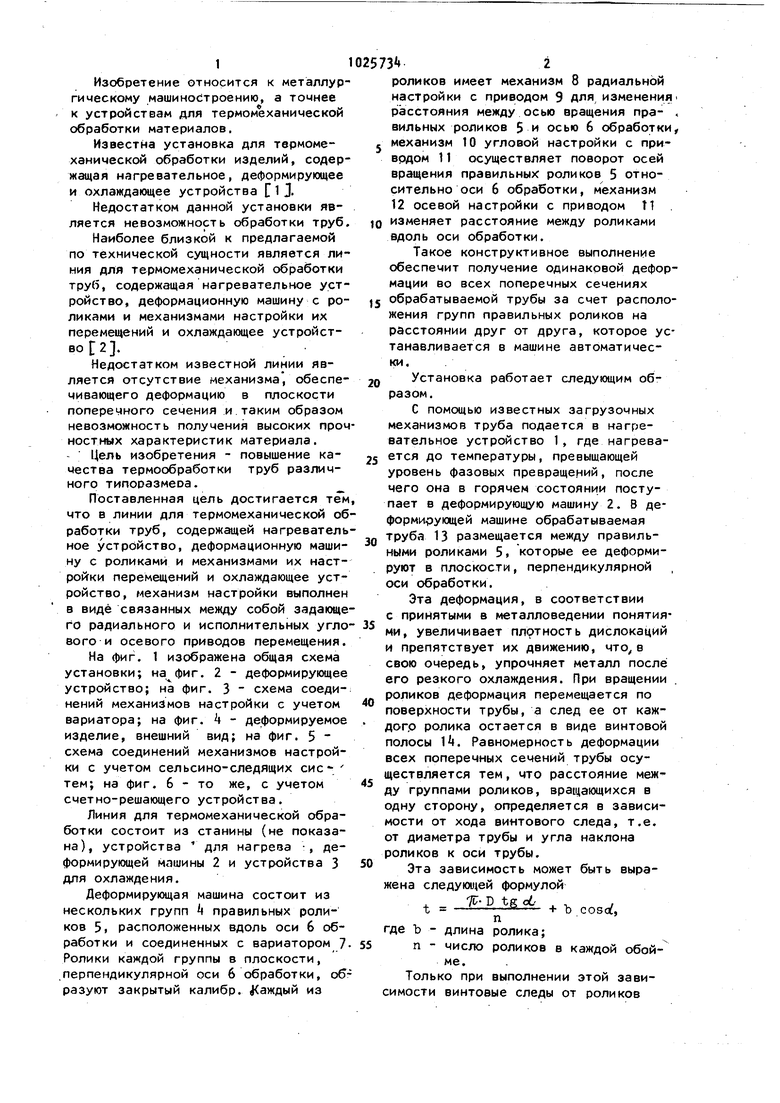


| название | год | авторы | номер документа |
|---|---|---|---|
| Привод барабанных летучих ножниц | 1973 |
|
SU524687A1 |
| Устройство для горячей навивки жестких винтовых деталей и пружин | 1984 |
|
SU1234015A1 |
| Отрезной автомат | 1977 |
|
SU740414A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365452C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| Установка для термомеханической обработки изделий | 1976 |
|
SU682572A1 |
| Машина для калибровки концов труб | 1986 |
|
SU1389899A1 |
| ЗЕНИТНАЯ УСТАНОВКА | 2003 |
|
RU2249169C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152837C1 |
У I
/J
M -ff1011
17
-wtft JCT.
20
Wf
-NУ
-ff
Г-hh
7
л
-N19
7
,
/4
Фиг4
28
27
2S
h4K
22
2f
J
Zj
«y
1Я
X-HSJ3V
ss
hN
2S
фиг S
32
51 J7
фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бернштейн М.Л | |||
| Термомеханическая о&работка металлов и сплавов, М., Металлургия, 1968 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР Vf | |||
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
