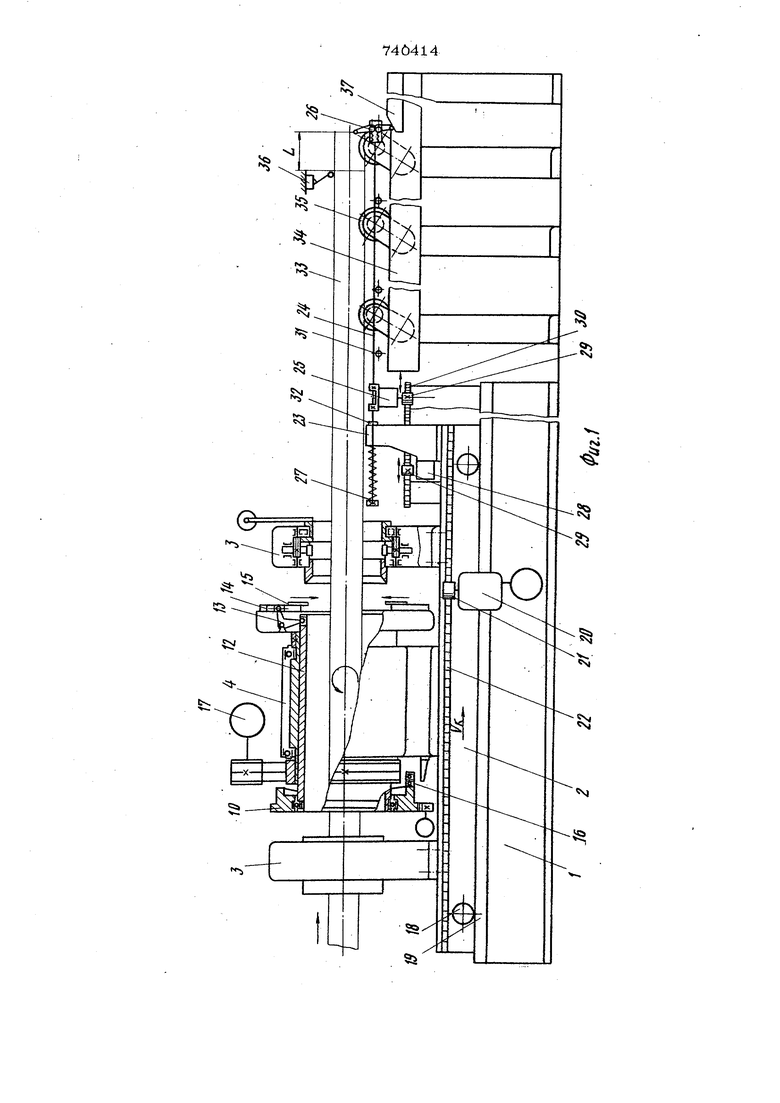
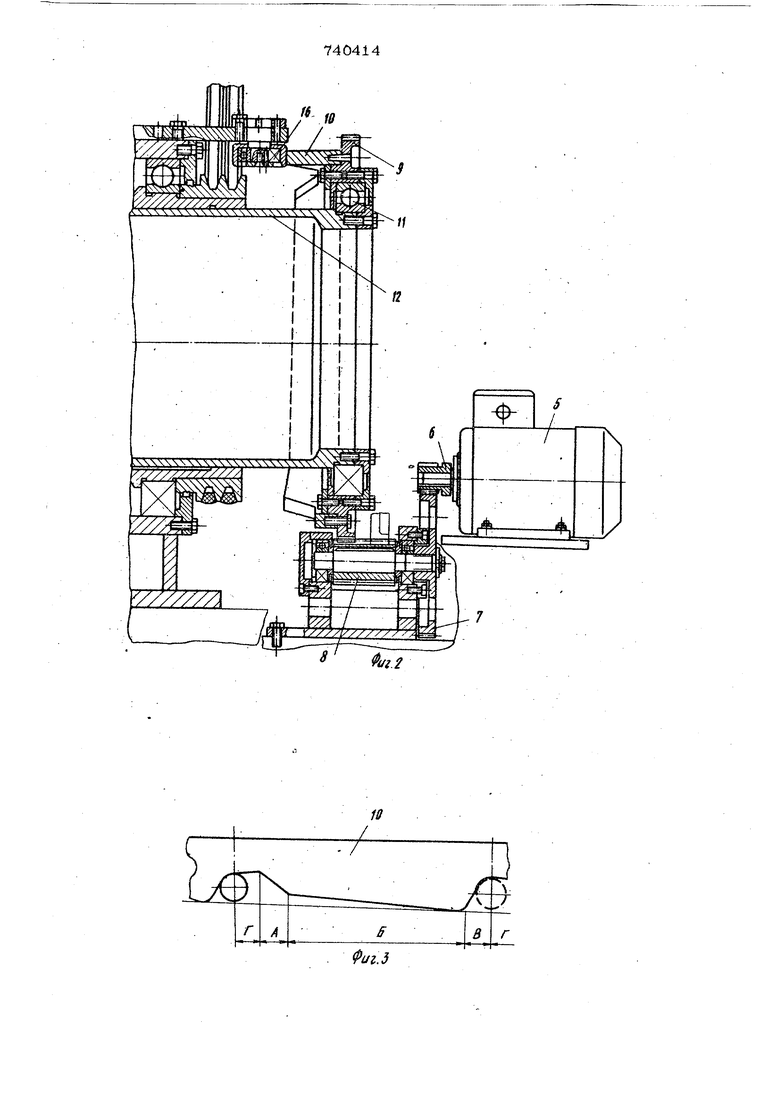
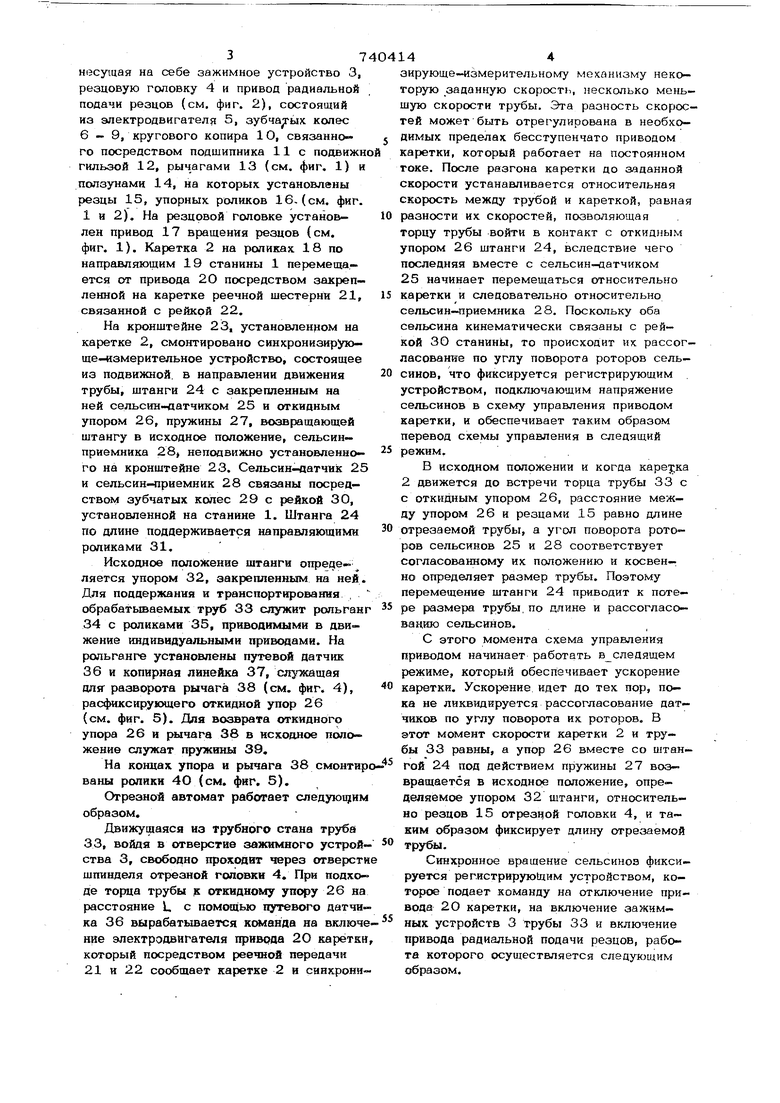
Изобретение относится к машинострю ению и, в частности, к устройствам для резки бесконечной непрерывно движущейся с большой скоростью трубы. Известен отрезной автомат, содержащий станину с рейкой, подвижную на на- пр.авляющих станины каретку с устрой-, ствами зажима, отрезки и синхронизйрующе-измерительным механизмом, выполненным JB виде измерительной штанги с. упором, периоцически замыкаемом на движущуюся трубу и воздействующим на управляющий приводом механизм ij. Недостатком известного автомата является ненадежность работы при изменении динамических нагрузок за счет ударного характера нагружения каретки в момент ее разгона и посадки торца трубы на измерительный упор. Целью изобретения является повыше- ние надежности работы при изменении динамических нагрузок. Поставленная цель достигается тем, что измерительная штанга выполнена под вйжной относительно каретки вдольГоси автомата н снабженной датчиком, кинематически связанным посредством рейки станины с другим датчиком, установленным на каретке, причем между датчиками и тфиводами движения каретки и радиальной подачи резцовустановлено регенерирующее устройство, а привод радиальной подачи резцов выполнен в виде роликов, гильзы и кругового копира, установленного на резцовой головке соосно шпинделю и взаимодействующего черва гшхьзу посредством ролике с рычажным механиа мом подачи резцов. На фиг. 1 схематично изображен предлагаемый отрезной автомат; на фиг. 2 привод радиальной подачи резцов; на фиг. 3- развертка кругового копира; на фиг. 4- исходное положение откидного упора; . 5 - положение откидного упора в момент пропуска отрезанной трубы. На горизонтальных направляющих станины 1 установлена подвижная каретка 2, несущая на себе зажимное устройство 3, резцовую головку 4 и привод радиальной подачи резцов (см, фиг. 2), состоящий из электродвигателя 5, зубчатых колес 6-9, кругового копира 10, связанного посредством подшипника 11с подвижн гильзой 12, рычагами 13 (см. фиг. 1) и ползунами 14, на которых установлены рюзцы 15, упорных роликов 16-(см. фиг. 1 и 2). На резцовой головке установлен привод 17 вращения резцов (см. фиг. 1). Каретка 2 на роликах 18 по направляющим 19 станины 1 перюмеща- ется от привода 2О посредством закрепленной на каретке реечной шестерни 21, связанной с рейкой 22, На кронштейне 23, установленном на каретке 2, смонтировано синхронизирующе-измерительное устройство, состоящее из подвижной, в направлении движения трубы, штанги 24 с закрепленным на ней сельсин-датчиком 25 и откидным упором 26, пружины 27, возвращающей штангу в исходное положение, сельсинприемника 28, неподвижно установленного на кронштейне 23. Сельсин-датчик 25 и сельсин-приемник 28 связаны посредством зубчатых колес 29 с реМой 30, установленной на станине 1. Штанга 24 по длине поддерживается направляющими роликами 31. Исходное положение штанги определяется упором 32, закрепленным на ней Для поддержания и транспортирования , обрабатьтаемых труб 33 служит рольган 34 с роликами 35, приводимыми в движение индивидуальными приводами. На рюльганге установлены путевой датчик 36 и копирная линейка 37, сщткащая для разворота рычага 38 (см. фиг. 4), расфиксирующего откидной упор 26 (см. фиг. 5). Для возврата откидного упора 26 и рычага 38 в исходное положение служат пружины 39. На концах упора и рычага 38 смонти ваны ролики 4О (см. фиг. 5). Отрезной автомат работает следующим образом. Движущаяся из трубного стана труба 33, войдя в отверстие зажимного устрой ства 3, свободно проходит через отверст шпинделя отрезной головки 4. При подхо де торца трубы к откидному упору 26 на расстояние L, с помошью путевого датчв ка 36 вырабатывается кмланда на включ
нив электродвигателя привооа 2О каретки, который посредством реечной п едачи 21 и 22 сообщает каретке 2 и сннхрони
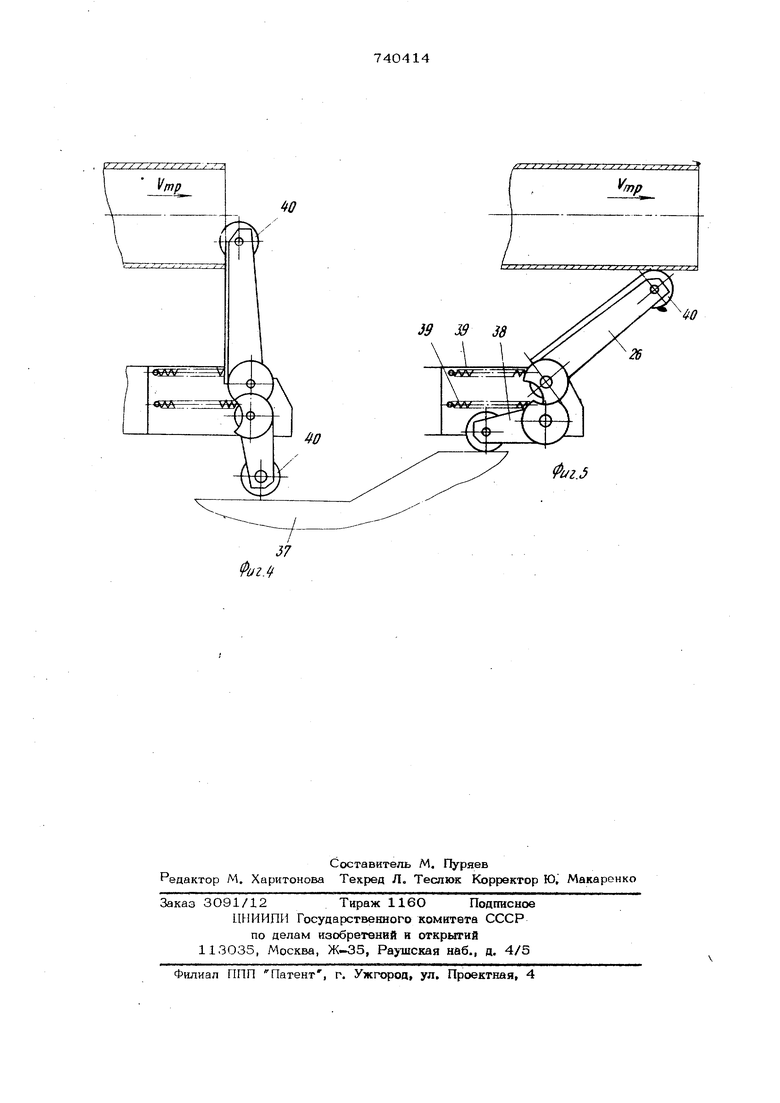
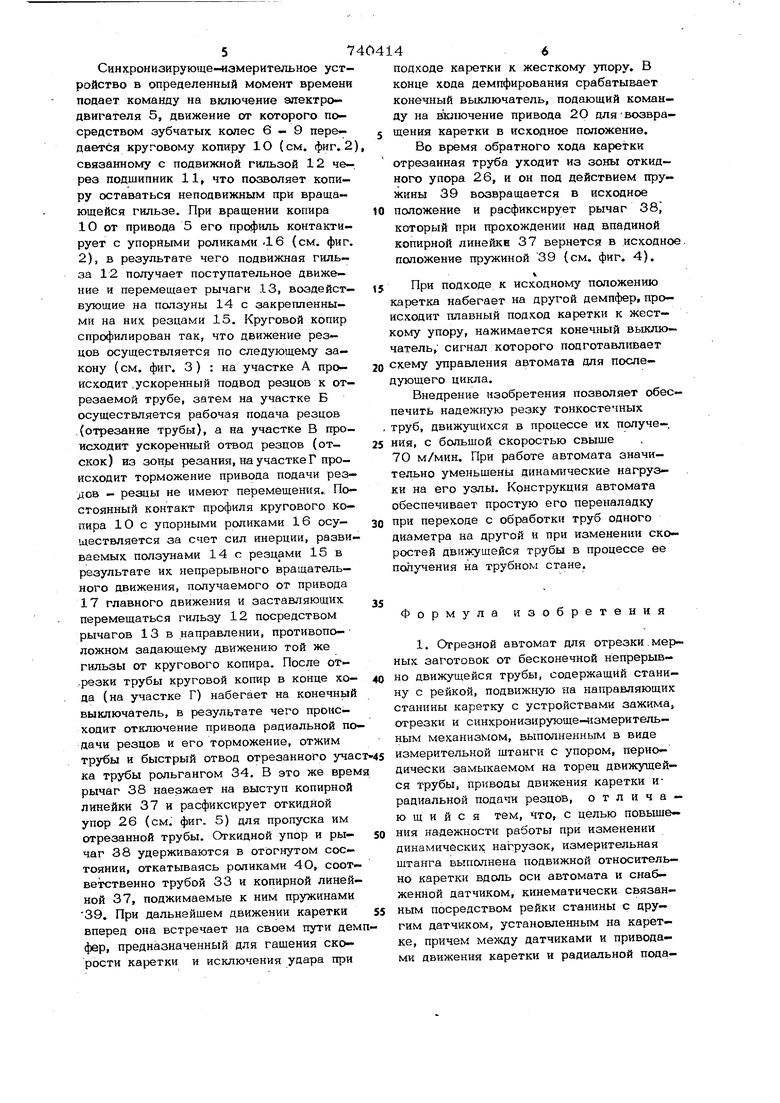
привода радиальной подачи резцов, работа которого осуществляется следующим образом. зирующе-H3MepHrenbHoNiy механизму некоторую заданную скорость, несколько меньшую скорости трубы. Эта разность скоростей может быть отрегулирована в необходимых пределах бесступенчато приводом каретки, который работает на постоянном токе. После разгона каретки до заданной скорости устанавливается относительная скорость между трубой и кареткой, равная разности их скоростей, позволяющая торцу трубы войти в контакт с откидным упором 26 штанги 24, вследствие чего последняя вместе с сельсин-датчиком 25 начинает перемещаться относительно каретки и следовательно относительно сельсин-приемника 28. Поскольку оба сельсина кинематически связаны с рейкой 30 станины, то происходит их рассогласование по углу поворота роторов сель- синов, что фиксируется регистрирующим устройством, подключающим напряжение сельсинов в схему управления приводом каретки, и обеспечивает таким образом перевод схемы управления в следящий режим. В исходном положении и когда 2 движется до встречи торца трубы 33 с с откидным упором 26, расстояние между упором 26 и резцами 15 равно длине отрезаемой трубы, а угол поворота роторов сельсинов 25 и 28 соответствует согласованному их положению и косвенно определяет размер трубы. Поэтому перемещение штанги 24 приводит к поте- ре размера трубы, по длине и рассогласованию сельсинов. С этого момента схема управления приводом начинает работать в следящем режиме, который обеспечивает ускорение каретки. Ускорение идет до тех пор, пока не ликвидируется рассогласование датчиков по углу поворота их роторов. В этот момент скорости каретки 2 и трубы 33 равны, а упор 26 вместе со штангой 24 под действием пружины 27 возвращается в исходное положение, определяемое упором 32 штанги, относительно резцов 15 отрезной головки 4, и таким образом фиксирует длину отресзаемой трубы. Синхронное вращение сельсинов фиксируется регистрирующим устройством, которое подает .команду на отключение при.вода 20 каретки, на включение зажимных устройств 3 трубы 33 и включение Синхронизирующе-иамерительное устройство в определенный момент времени подает команду на включение электродвигателя 5, движение от которого посредством зубчатых колес 6-9 передается круговому копиру 1О (см. фиг. 2 связанному с подвижной гильзой 12 через подшипник 11, что позволяет копиру оставаться неподвижным при вращающейся гильзе. При вращении копира 10 от привода 5 его профиль контактирует с упорными роликами .16 (см. фиг. 2), в результате чего подвижная гильза 12 получает поступательное движение и перемещает рычаги 13, воздействующие на ползуны 14 с закрепленными на них резцами 15. Круговой копир спрофилирован так, что движение резцов осуществляется по следующему закону (см. фиг. 3) : на участке А происходит .ускоренный подвод резцов к отрезаемой трубе, затем на участке Б осуществляется рабочая подача резцов .(отрезание трубы), а на участке В происходит ускоренный отвод резцов (отскок) из зоны резания, на участке Г происходит торможение привода подачи рездов - резцы не имеют перемещения.. Постоянный контакт профиля кругового копира 10с упорными роликами 16 осуществляется за счет сил инерции, развиваемых ползунами 14 с резцами 15 в результате их непрерывного вращательного движения, получаемого от привода 17 главного движения и заставляющих перемещаться гильзу 12 посредством рычагов 13 в направлении, противопо- ложном задающему движению той же гильзы от кругового копира. После от-резки трубы круговой копир в конце хода (на участке Г) набегает на конечный выключатель, в результате чего происходит отключение привода радиальной по дачи резцов и его торможение, отжим трубы и быстрый отвод отрезанного учас ка трубы рольгангом 34. В это же врем рычаг 38 наезжает на выступ копирной линейки 37 и расфиксирует откидной упор 26 (см. фиг. 5) для пропуска им отрезанной трубы. Откидной упор и рычаг 38 удерживаются в отогнутом состоянии, откатываясь роликами 4 О, соответственно трубой 33 и копирной линейной 37, поджимаемые к ним пружинами 39. При дальнейшем движении каретки вперед она встречает на своем пути дем фер, предназначенный для гашения скорости каретки и исключения удара при подходе каретки к жесткому упору. В конце хода демпфирования срабатывает конечный выключатель, подающий команду на выключение привода 2О длявозвращения каретки в исходное положение. Во время обратного хода каретки отрезанная труба уходит из зоны откидного упора 26, и он под действием пружины 39 возвращается в исходное положение и расфиксирует рычаг 38, который при прохождении над впадиной копирной линейкн 37 вернется в исходное, положение пружиной 39 (см. фиг. 4). k При подходе к исходному положению каретка набегает на другой демпфер, происходит плавный подход каретки к жесткому упору, нажимается конечный выключатель, сигнал которого подготавливает схему управления автомата для последующего цикла. Внедрение изобретения позволяет обеспечить надежную резку тонкостенных труб, движущихся в процессе их получе-. ния, с большой скоростью свыше 7О м/мин. При работе автомата значительно уменьшены динамические нагрузки на его узлы. Конструкция автомата обеспечивает простую его переналадку при переходе с обработки труб одного диаметра на другой и при изменении скоростей движущейся трубы в процессе ее получения на трубном стане. Формула изобретения 1. Отрезной автомат для отрезки . мерных заготовок от бесконечной непрерывно движущейся трубы, содержащий станину с рейкой, подвижную на направляющих станины каретку с устройствами зажима5 отрезки и синхронизирующе-измерительным механизмом, выполненным в виде измерительной штанги с упором, периодически замыкаемом на торец движущейся трубы, приводы движения каретки ирадиальной подачи резцов, отличающийся тем, что, с целью повышения надежности работы при изменении динамических нагрузок, измерительная штанга выполнена подвижной относительно каретки вдоль оси автомата и снабженной датчиком, кинематически связанным посредством рейки станины с другим датчиком, установленным на каретке, причем между датчиками и приводами движения каретки и радиальной подачи резцов установлено рег-истрирующее устройство.
2. Автомат по п. 1, соаержащий рычажной механизм подачи резцсж, резцовую Головку, отличающийся тем, что привод радиальной поаачи резцов выполнен в виде роликов, гшшзы и кругового копира, устаноэленного на реэ-
цовой головке соосно шпинделю и взаимодействующего через гильзу посредством роликов с рычажным механизмом подачи резцов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство по заявке № 2160410/02, кл. В 23 и 21/ОО, 1976. i/i.2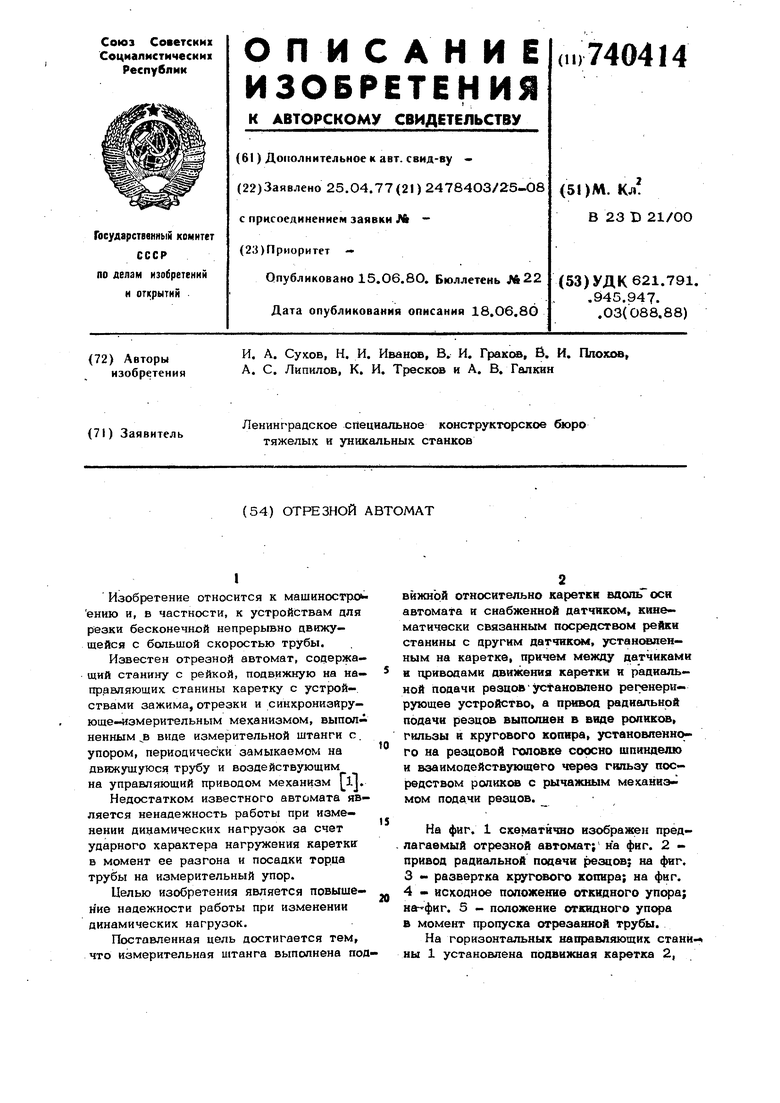
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной автомат | 1975 |
|
SU555998A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ | 1997 |
|
RU2130363C1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Автомат для резки капиллярных труб | 1981 |
|
SU982859A1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1990 |
|
SU1761391A1 |
| Автомат для мерной резки проводов и зачистки их концов от изоляции | 1972 |
|
SU492964A1 |
| Устройство для резки труб | 1981 |
|
SU1009653A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |