1
Изобретение относится к области термомехаиической обработки изделий.
Известна установка для термомеханической обработки изделий, содержащая индуктор, охлаждающее устройство и деформирующие ролики 1J.
Однако в такой установке ролики расположены попарно и при таком расположении не могут являться гибочными.
Известна установка для термомеханической обработки изделий, содержащая индуктор, группы деформирующих роликов и спрейер.
Б этой установке невозможна обработка изделий различного сечения, поскольку ролики одновременно вращают и перемещают изделие, что недопустимо для изделий некруголого поперечного сечения.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для термомеханической обработки изделий, содержащая нагреватель, группы гибочных роликов и охлаждающее устройство 2.
Недостатком известной установки является невозможность обработки изделий различного сечения.
Целью изобретения является обеспечение обработки изделий различного, сечения.
Для этого оси роликов расположены перпендикулярно оси установки, а группы роликов смещены одна относительно другой так, что проекции осей роликов на параллельную им плоскость образуют замкнутый многоугольник.
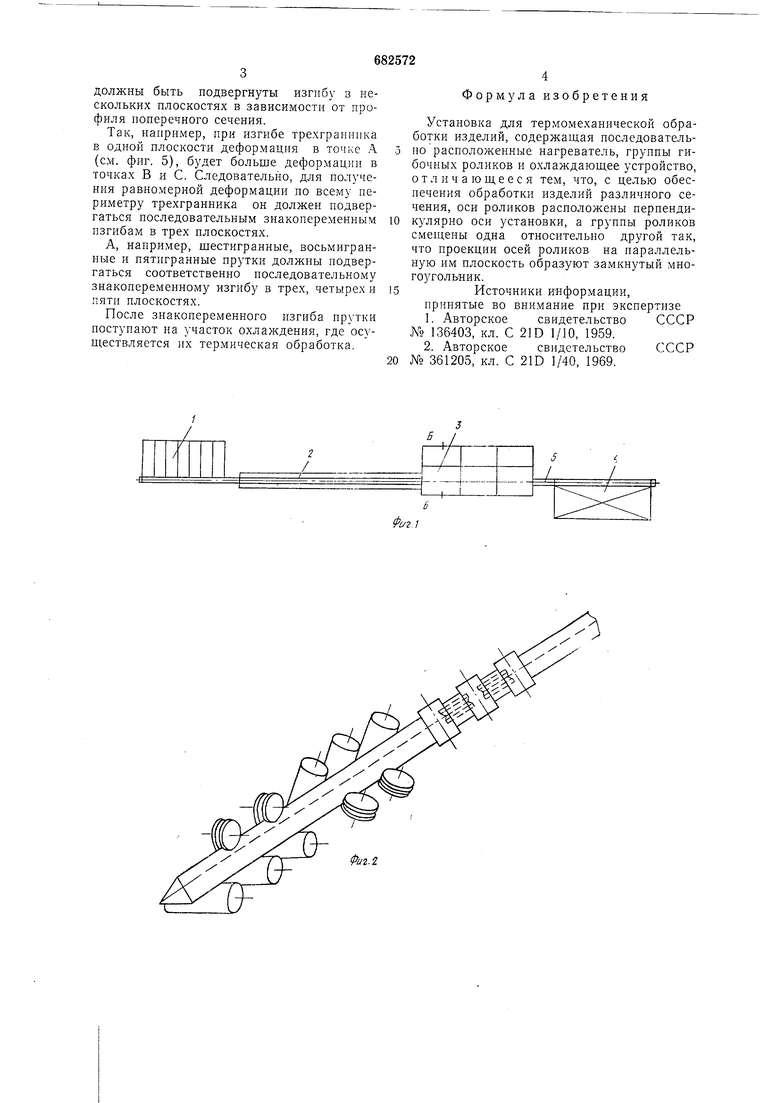
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - расположение гибочных роликов при обработке трехгранника;
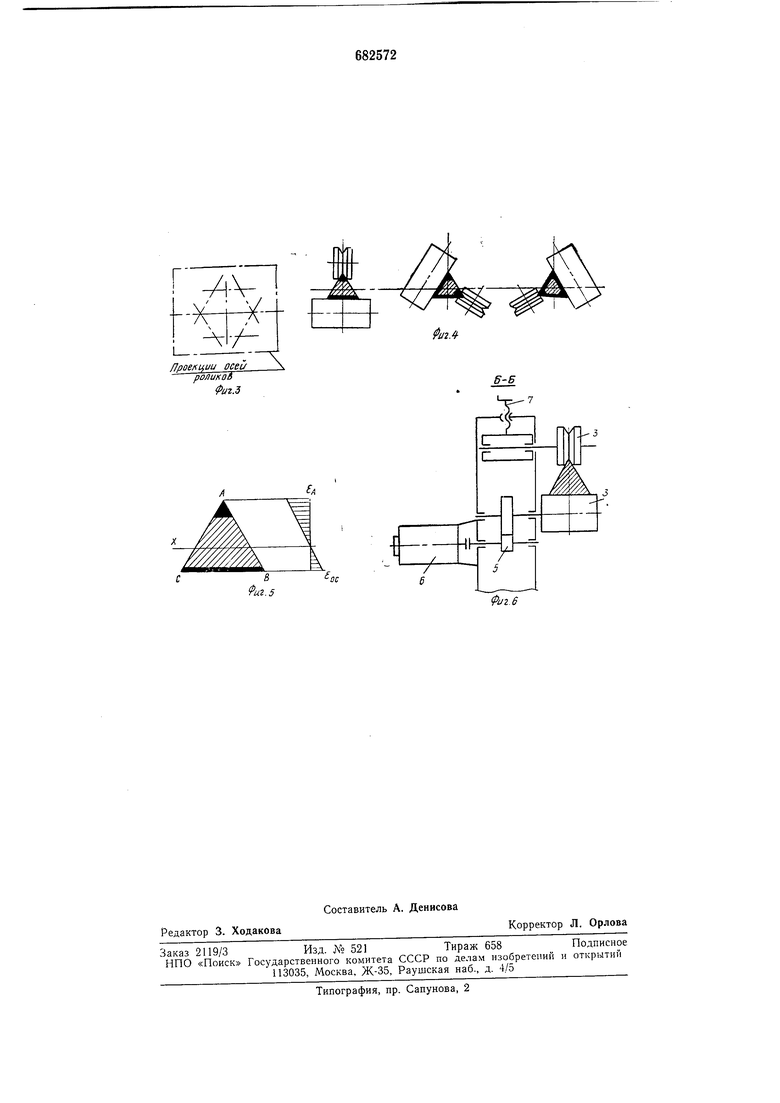
на фиг. 3 - проекция осей роликов; на фиг. 4 - схема обработки трехгранника в одной плоскости; на фиг. 5 - эпюра деформации; на фиг. 6 - разрез Б-Б на фиг. 1. Предлагаемая установка состоит из транспортера 1, нагревателя 2, гибочных роликов 3 и устройства 4 для охлаждения.
С помощью транспортера металл поступает в нагреватель 2, где производится его
нагрев до температуры, повыщающей точку фазовых превращений АСЗ. Нагретый металл подвергается изгибным деформациям (пластической обработке) с помощью гибочных роликов, имеющих редуктор 5 и
привод 6. Для регулирования величины деформации имеется механизм 7 для настройки положения роликов.
Для обеспечения равномерных прочностных свойств по всему периметру прутки
должны быть подвергнуты изгибу в нескольких плоскостях в зависимости от профиля иоиеречного сечения.
Так, например, при изгибе трехгранника в одной плоскости деформация в точке А (см. фиг. 5), будет больше деформации в точках В и С. Следовательно, для получения равномерной деформации по всему периметру трехгранника он должен подвергаться последовательным знакопеременным изгибам в трех илоскостях.
А, например, шестигранные, восьмигранные и пятигранные прутки должны подвергаться соответственно носледовательному знакопеременному нзгибу в трех, четырех и пятп плоскостях.
После знакопеременного изгиба прутки ноступают на участок охлаждення, где осуществляется их термическая обработка.
Формула изобретения
Установка для термомеханической обработки изделий, содержащая последовательно расположенные нагреватель, группы гибочных роликов и охлаждающее устройство, отличающееся тем, что, с целью обесиечения обработки изделий различного сечения, оси роликов расноложены перпендикулярно оси установки, а группы роликов смещены одна относительно другой так, что проекции осей роликов на параллельную им плоскость образуют замкнутый многоугольник. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 136403, кл. С 21D 1/10, 1959.
2.Авторское свидетельство СССР № 361205, кл. С 21D 1/40, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностной термомеханической обработки изделий | 1980 |
|
SU969760A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Способ поверхностной термомеханической обработки цементованных изделий | 1980 |
|
SU954451A1 |
| Устройство для горячей навивки жестких винтовых деталей и пружин | 1984 |
|
SU1234015A1 |
| Линия для термомеханической обработки труб | 1980 |
|
SU1025734A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2320731C2 |
| Способ отпуска изделий | 1989 |
|
SU1740455A1 |
| Способ термической обработки движу-щЕгОСя пРОКАТА | 1978 |
|
SU850683A1 |
иг.2
Лооек1 ии осей роликов
Фиг.Э
112 Л
Б-Б
Фиг. 5
