Станок предназначен для изготовления из листов прямого проката листов двоякой или одинарной кривизны путем прокатки их между ведущим валком цилиндрической формы или валком с ручьями различной кривизны и нажимным роликом.
В судостроении и судоремонте он применим для холодной гибки фасонных листов наружной обшивки корпусов судов (бортовых, скуловых, дейдвудных, подзорных и др.) и листов надстроек толщиной до 12 мм.
В существующих станках с ведущим валком, имеющим криволинейную поверхность, ограничивающую свободу деформации листа, двойной кривизны на прокатываемом листе почти не образуется.
Преимущество предлагаемого станка заключается в том, что он обеспечивает гибку листа любой практической необходимой двоякой кривизны без применения вспомогательной технологической оснастки.
Отличительной особенностью предлагаемого станка является то, что его ведущему валку придана цилиндрическая форма с целью сообщения листу, при его прокатке, свободы деформации во всех направлениях для получения изгиба двоякой кривизны.
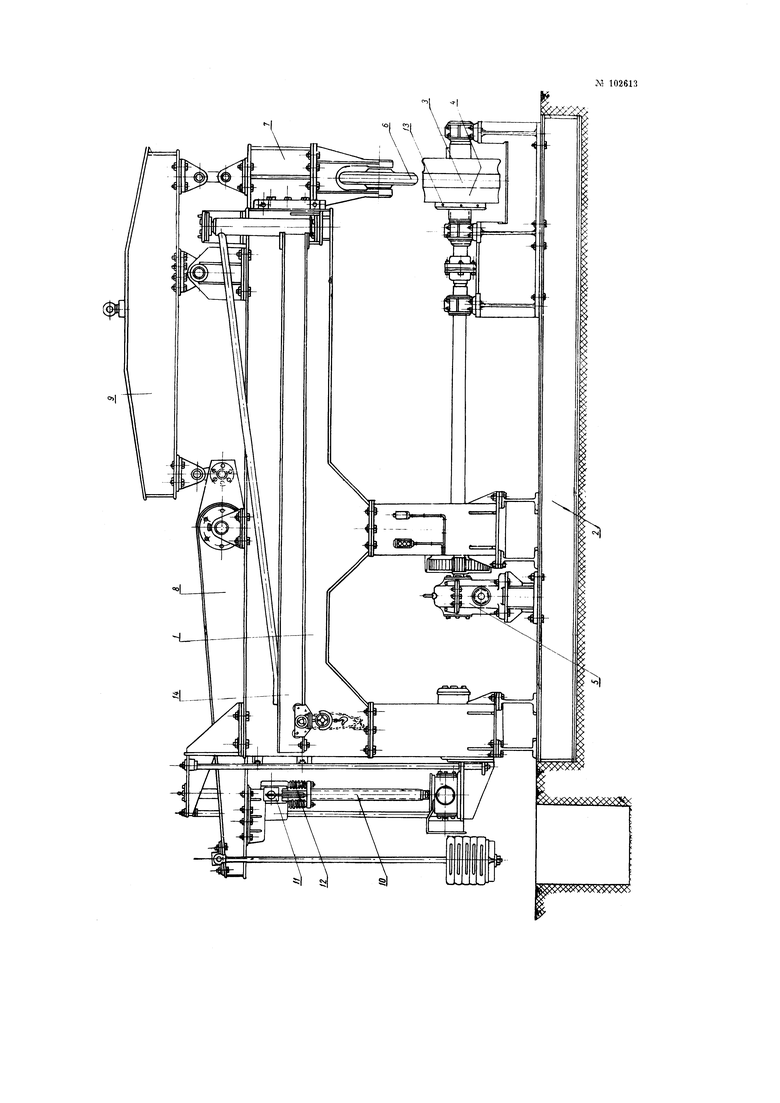
На чертеже изображен общий вид станка.
Все механизмы и отдельные устройства станка смонтированы на общей станине (1).
На фундаментной раме (2) в подшипниках уложен ведущий цилиндрический валок (3) с ручьями (4) различной кривизны по его краям, приводимый во вращение от реверсивного электродвигателя (5). Нажимной ролик (6), расположенный над ведущим валком, свободно вращается на оси нажимной траверсы (7), которая через систему рычагов - основного (8) и промежуточного (9) - воспринимает давление груза. Благодаря разности плеч рычагов, при весе груза 1000 кг. может быть достигнуто давление до 15000 кг. Нажимной ролик вынесен на 2,5 м. от передней стойки станины, что обеспечивает наиболее рациональное расположение листа в процессе гибки. Создается и регулируется давление с помощью грузоподъемного устройства (10), приводимого но вращение от реверсивного электродвигателя, который на чертеже не показан. При опущенной грузоподъемной гайке (11) левый конец основного рычага опускается, вес груза через основной и промежуточные рычаги передается на нажимную траверсу, и нажимной ролик с полной силой давит на лист, установленный на ведущем валке.
При поднятой грузоподъемной гайке левый конец основного рычага с подвешенным к нему грузом поднимается, а следовательно, поднимается нажимной ролик над ведущим валком, освобождая установленный на нем лист.
Промежуточные значения давлений между максимальным и нулевым регулируются растяжением пружин (12) грузоподъемного устройства и регистрируются прибором, который на чертеже не показан.
Управление механизмами перемещения изгибаемого листа и регулировка давления осуществляется с помощью пульта (на чертеже не показан), установленного на станине станка.
Передвижение ведущего валка вдоль его оси при переводе станка с прокатки листов двоякой кривизны на прокатку листов одинарной кривизны и обратно осуществляется поворотом винтовой муфты (13), которая одновременно фиксирует его на оси.
Для подъема листов на станок и их снятия станок оснащен двумя грузовыми стрелами (14) грузоподъемностью одна тонна каждая.
В станке изгиб листа, двоякой или одинарной кривизны, достигается последовательной прокаткой (узкими участками) его при давлении нажимного ролика, сообщающего металлу листа напряжение, превышающее предел упругости.
Если при прокатке под нажимным роликом находится цилиндрический участок ведущего валка, то прокатываемый лист, не имея ограничения свободы деформации на цилиндрической поверхности ведущего валка, приобретает изгиб двоякой кривизны. Если же под нажимным роликом находится участок ведущего валка с ручьем, то прокатываемый лист, ограниченный в свободе деформации криволинейной поверхностью ручья, приобретает изгиб одинарной кривизны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| Валковый гибочный листовой станок | 1957 |
|
SU116035A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО СТАНА | 1973 |
|
SU367912A1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ АВТОМАТИЧЕСКОГО ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2389572C2 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| Трехвалковый станок для свертывания конусов из листового металла | 1934 |
|
SU40932A1 |
1. Универсальный станок для фасонной гибки листовой стали путем прокатки листов между ведущим валком и нажимным роликом, отличающийся тем, что, с целью получения изгиба двоякой кривизны, ведущий валок выполнен цилиндрическим.
2. Универсальный станок для фасонной гибки листовой стали по п. 1, отличающийся тем, что, с целью получения посредством одного валка изгиба как двоякой, так и одинарной кривизны, ведущий валок выполнен с ручьями различной кривизны и с цилиндрической частью.
