1
ИзобреТеНИе относится к области прокатного производства, в частности к рабочим клетям пла.нетарного стана для прокатки труб.
Известны рабочие клеТ1И планетарного стаиа для про«атК)И труб, включающие стаиииу с размещенными на ней калиброванными плавками, приводные поворотные обоймы, в радиальных пазах которых размещены опоры рабочих холостых валков.
В таких рабочих клетях заготовка поворачи1вается механизмом задачи в период, когда очередная пара валков вьипла из зоны деформации, а последующая пара еще не вошла в соприкосновение с трубой, и в них не обеспечивается ориентация валков под некоторым углом к оси прока.тки в зоне деформации или контакта с калиброванными планками, т. е. не осуществляется поворот непосредственно в процессе деформации заготовки.
С целью обеспечения ориентации валков под углОМ к оси прокатки в зоне контакта с калиброванными планками каждый валок предлагаемой рабочей клети снабжен нажимным механизмом и за ключен в кориус, свободно установленный цапфами в пазах обойм. Кроме того, для самоустановки валков при взаимодействии с прокатываемой
трубой валки выполнены плавающими в осеВОМ направлении.
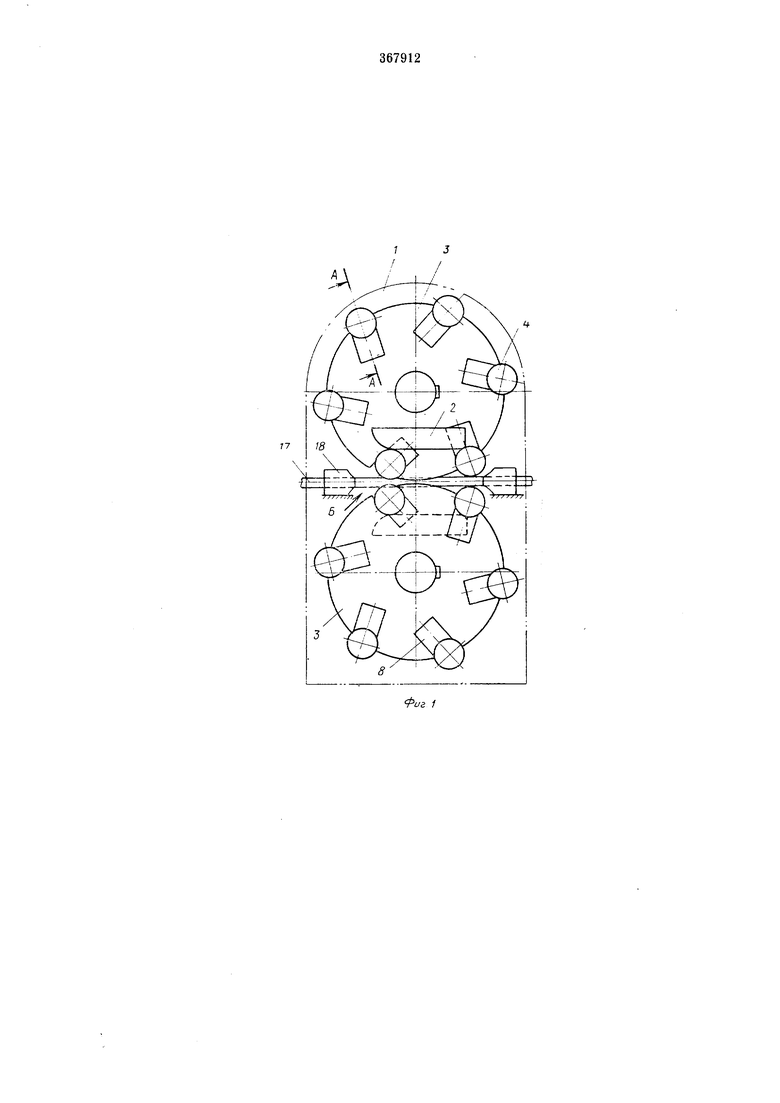
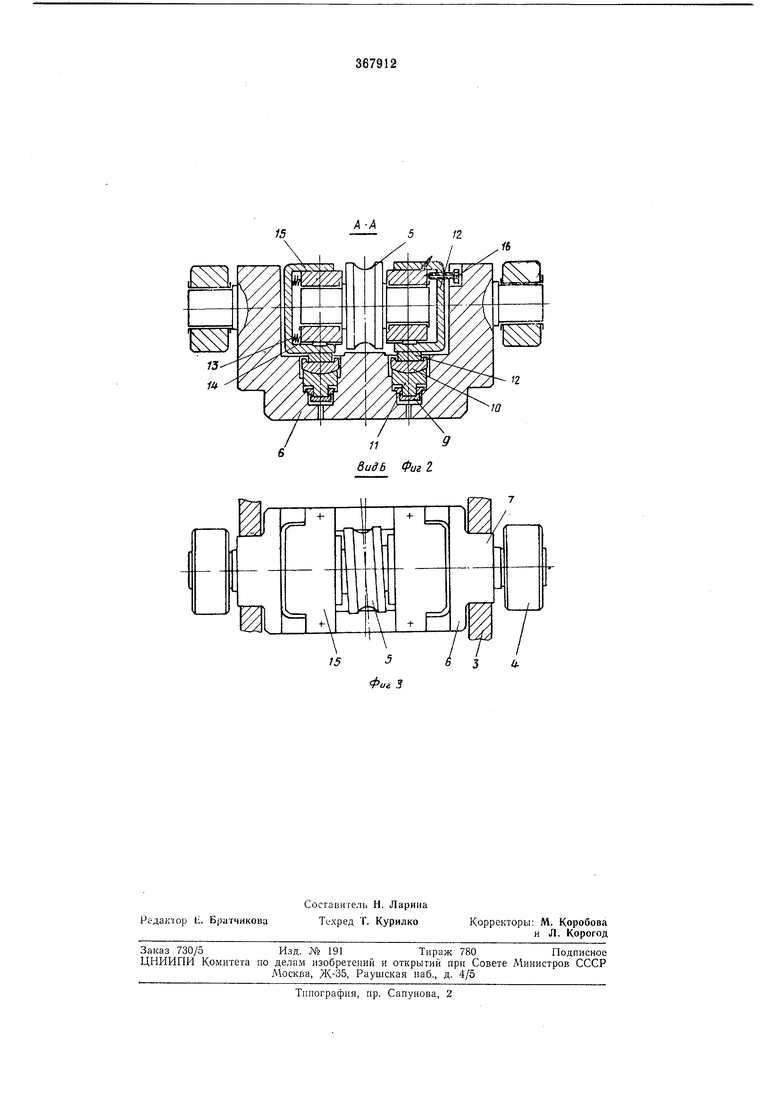
На фиг. 1 представлен общий вид рабочей клети; на фиг. 2 -разрез по А-А на фиг. 1; на фиг. 3--вид по стрелке Б на фиг. 1.
Рабочая клеть планетарного стана состоит из станины /, в которой размещены калиброванные планки 2 и приводные поворотные обоймы 3 с опорными роликами 4 и с холостыми рабочи.ми валками 5.
Каждый рабочий валок за.ключен в корпус S, свободно уста новленный своими цапфами 7 в пазах 8 приводных обойм, п снабжен нажиМ1Ным механизмом. Нал и1мной механизм
состоит из предохранительных стаканов Я пяты 10, подпятника У/ н клиньев 12. Рабочие валки выполнены плавающи мп в осево.м направлении посредство,м пруж1ин 13, которые установлены между опорами 14 валка и подуцгками 15, размещенными в корпусе. Пружины постоянно прижимают рабочий валок с опорой к регулировочному винту 16, с помощью которого устанавливается такое положение валка в осевом направлении, чтобы
оси ручьев очередной пары в момент подхода к прокатываемой трубе совпадали с осью прокатки.
При вращении о.бойм 3 рабочие валки 5 с корпусами 6 занимают крайнее положение
по орбите вращения, пока очередная пара валков не соприкасается с прокатываемой трубой 17, после чего траектория движения валка на прокатываемой трубе определяется калиброваннымя планками 2, по которым обкатываются опоряые ролики 4, смонтиро-5 вавные на цапфах 7 корпуса 6, и которые воспринимают на себя усилие, возникающее между заготовкой и валком. В процессе прохождения очередной пары валков через зоиу деформации труба пово-10 рачивается на определенный угол (например 60°) за счет косого расположения рабочих валков, и, таким образом, труба готовится для прокатки в последующей паре валков. При прохождении пары валков через зону15 деформации происходит самоустановка валков непосредственно прокатываемой трубой, т. е. совмещение осей ручьев очередной пары валков с осью сечения прокатываемой трубы. Совмещение осей ручьев каждой пары вал-20 ков достигается осевой регулировкой положения валка регулировочным винтом 16, к которому прижимается рабочий валок вместе с опорами 14 пружинами 13. В процессе движения валков через очаг25 деформации прокатываемая труба, находясь уже в ручьях валков, сама препятствует их смещению, и валки с опорами 14 отходят от винтов 16, преодолевая действие пружины 13. После выхода лары валков из зоны деформации рабочие валки пружинами 13 возвращаются в исходное положение, т. е. снова прижимаются пружинами к винтам 16, обеспечивая, таким образом, смещение осей ручьев валков при очередном подходе их к прокатываемой трубе. Для предотвращения смещения трубы в сторону от оси прокатки предусмотрены проводки 18, установленные перед обоймами и после них. „ , Предмет изобретения 1. Рабочая клеть планетарного стана, включающая станину с р|азмещенным1И на ней калиброванными планками, приводные поворотные обоймы с пазами и рабочие холостые валки с опорами, отличающаяся тем, что, с целью о.беспечения ориентации валков под углом к оси прокатки в зоне контакта с калиброванеыми планками, каждый валок снабжен нажимным механизмом и заключен в корпус, свободно установленный цапфами в пазах обойм. 2. Рабочая клеть по п. 1, отличающаяся тем, что, с целью самоустановки валков при взаимодействии с прокатываемой трубой, валки выполнены плавающими в осевом направлении.
15
if,
W
/5
S
фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана холодной периодической прокатки | 1977 |
|
SU735340A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Рабочая клеть трубопрокатного стана | 1978 |
|
SU768498A2 |
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061564C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| УСТРОЙСТВО ДЛЯ ПОПАРНОЙ ОБРАБОТКИ КАЛИБРОВ-ВАЛКОВ ПЛАНЕТАРНЫХ СТАНОВ | 1970 |
|
SU263367A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |