Изобретение относится к черной металлургии, более конкретно к способам заготовок на обжимных и толстолистовых прокатных станах.
Известен способ прокатки металлов, включающий получение слитка и термическую резку на мерные ,цлины и прокатку 1 ,
Слиток предусмотрено получать непрерывным литьем и резать его заготовки вдоль по ширине, а затем прокатывать.
Наиболее близким к предлагаемому является способ прокатки металлов, включающий термическую резку концов заготовок, нагрев и прокатку. Резку осуществляют прямым или наклонным I резом 2 .
Однако после прокатки поверхностные слои получают более высокую вытяжку и концевые участки приходится отрезать после прокатки, т.е. необходимо дважды отрезать концы заготовок: до и после прокатки.
Целью изобретения является уменьшение потерь металла.
Эта цель достигается .тем, что согласно способу прокатки металлов, включающему термическую резку конца заготовки, агрев и прокатку, термическую резку осуществляют по волнистой кривой.
Кроме того, кривую выполняют по форме синусоиды с отношением ее амплитуды к ширине заготовки, равным 0,05--0,20,
На фиг. 1 изображена схема прокатки заготовки с плоским резом вид сбоку, на фиг. 2 - то же, вид в плане, на фиг. 3 - схема прокатки -заготовки, разрезанной по волнистой кривой, вид сбоку, на фиг.4 то же, вид в плане.
Способ осуществляют следующим образом.
Заготовку, полученную литьем {ил ковкой ) ,подают при комнатной температуре (20-30°С) к мгииине термической резки и осуществляют термическую резку концов заготовок по волнистой кривой (см.фиг. 3 и 4) .
Затем осуществляют нагрев загото БОК, например, стальных до 1100 1250°С и осуществляют прокатку нагртых заготовок в клетях дуо или кварто при 1000-1050°С,
После этого осуществляют отрезку концов заготовок, например, на ножницах усилием 1000 т, и передачу их на склад при 700-850°С.
При прокатке заготовок известным способом металл у поверхности 1 (фиг. 1) течет в направлении прокатк .как показано стрелками на фиг. 2 (за исключением участков у кромок, где имеет место уширение). Чем больше толщина h ,,тем больше длина закатанного участка - до 401Ь , который приходится отрезать.
При резе конца заготовки по волнистой кривой металл течет не только вперед, но и вбок заполняя вогнутые участки на торце заготовки (см.стрелки на фиг. 3). Поэтому скорость течения металла концов заготовки 1 при ее контакте с валками 2 и 3 меньше (фиг. 4) и меньше длины дефектного конца .заготовки. При выполнении волнистой кривой в форме синусоиды она описывается уравнением
J-O.Bin-f,
где а - амплитуда, Е - длина волны, которую принимаем равной длине дуги захвата металла с валком для лучшего заполнения впадин на торце заготовки, X - координата вдоль ширины заготовки Ъ ,.скорость течения металла направлена по нормали к торцу заготовки. Угол наклона касательной к поверхности торца R оси х определяют по формуле
li Zj
tg afcos dx е -- g а средний величина угла
2/2 (l-Kb-i-f V .. ia
ч1
6 о
при этом величина компонента скорости вдоль линии прокатки равна
Ь
., Coscxl
. огде ь - скорость вращения валков. При слоком резе V V.
Следовательно, скорость течения металла вдоль оси прокатки и длина наплывов у поверхности уменьшаются
27 1... При прокатке толстых
е-
заготовок опасность вытяжки поверхностных слоев имеет место при
е
0,1-о,2,при зтом A:.(100.-400))
при -3- 005-0,20 A -ITTfoyiS-lfo h
при этом Amin ,25 1,11 Afna 4,13. Если принять амплитуд меньше указанного нижнего предела, то будет очень мал (менее 10%) выигрыш в величине обрези. Если будет превышен верхний предел, то могут возникнуть закаты (продольные) между валками, так как угол Л будет очень велик
е«-:г-йШ что приведет к возникновению продольных опаев между отдельными волнами.
Крнкретный пример осуществления способа. На толстолистовом стане 3600 осуществляют прокатку толстого листа толщиной 75 мм и шириной 3000 мм с прибыльной
3000 мм из стали 08Г2Б. В изложницах отливают слябы толщиной 800-мм с прибыльной частью длины 650 мм. После извлечения слитков из изложниц их укладывают на тележку и rtoдают машине газокислородной резки. Здесь прибыльный участок отрезают по волнистой линии с амплитудой а 0,lh 0,1 800 80 мм и длиной волны 6 0,2 h 160 мм.
После резки осуществляют прокатку в валках диаметром 1000 уи.
Обжатие лЬ при С 160 . лЬ
. 460 25600 ...
в первых 7 проходах. После того, когда толщина станет равной 400 мм
-г- 1Ал 0,4, при дальнейшем
обжатии наплывы у валков не возникают .
Заполнение вогнутых участков волнистой кривой, образующей торцовую поверхность заготовки, уменьшает количество обрези в
o
А Ч И 400 t f 4 Г400 0 2Л5 раз.
Указанный пример не исчерпывает всех возможностей осуществления способа, который применим на листо5вых и сортовых заготовках, в том числе и для слитков, полученных непрерывные литьем, для которых известный способ - резки со скосами улучшает одной заготовки, но ухудшает заготовки, смежной с ней, а предлагаемый способ улучшает форму обоих смежных заготовок.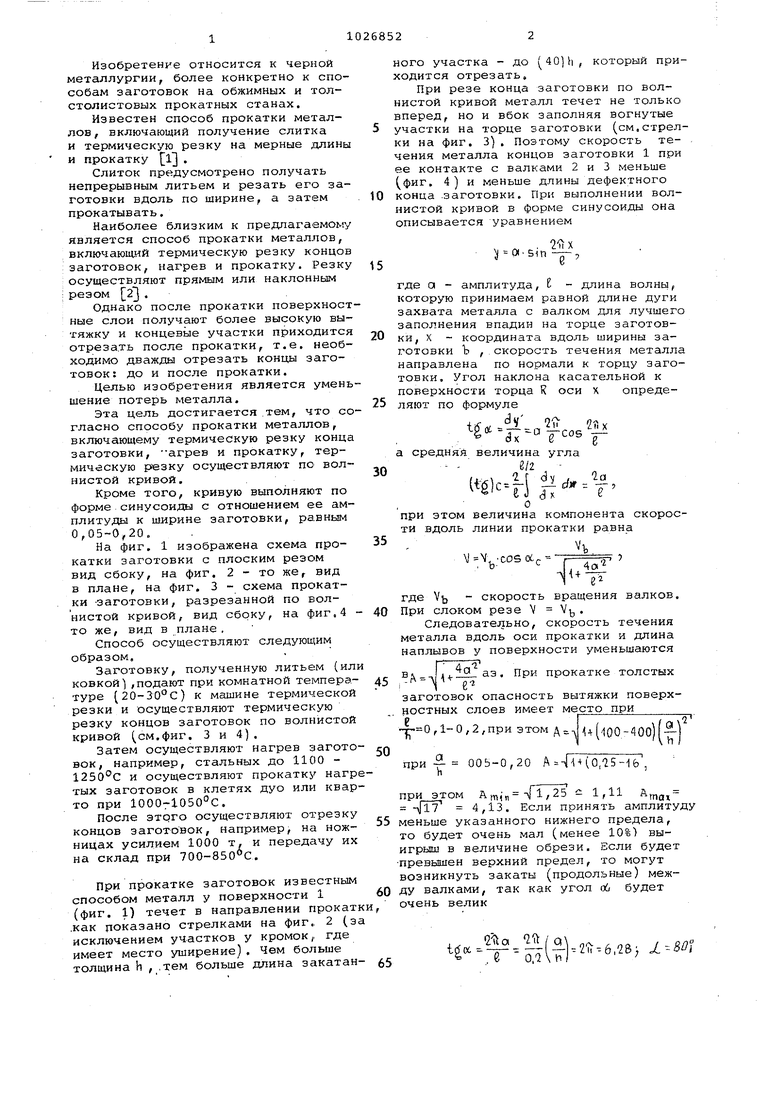
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Изложница для слитков | 1976 |
|
SU692674A1 |
| Способ производства горячекатаных плит из непрерывно-литых заготовок коррозионностойких сталей аустенитного класса | 2016 |
|
RU2650651C1 |
| СПОСОБ ПОДГОТОВКИ КОВАНЫХ И НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК, СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА, ПОЛЫХ ГИЛЬЗ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА К ПРОКАТКЕ КОТЕЛЬНЫХ ТРУБ, ПОЛЫХ ГИЛЬЗ-ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ К ПРОКАТКЕ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ ПО ГОСТ 9940 | 2005 |
|
RU2306993C2 |
| Листовой слиток | 1990 |
|
SU1720785A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| Способ производства листов | 1984 |
|
SU1228932A1 |
| Четырехгранный слиток | 1979 |
|
SU780950A1 |
1. СПОСОБ ПРОКАТКИ МЕТАЛЛОВ, включанадий термическую резку конца заготовки, нагрев и прокатку, о тличающийся тем, что, с целью уменьшения потерь металла,термическую резку осуществляют по вол- . нистой кривой. 2. Способ по П.1, отлича ющ и и с я тем, что, кривую выполняют по форме синусоиды с отношением ее амплитуды к толщине заготовки, равным 0,05-0,20с «35 00сл ьэ
Д4
fy
Ф1/г.
--Ц
Фег.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3365791, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки металлов | 1977 |
|
SU707621A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
