Изобретение относится к обработке металлов давлением и предназначе.но для автоматизации перекладки поковок из ручья в ручей.
Известно устройство для перекладки поковок из ручья в ручей, представляющее собой программируемый манипулятор с рукой, содержащей захватс четырьмя зажимными рычагами, с губками и приводом зажима, и механизмы подъема, перемещения и переворота захвата с соответствующими приводами i . , Однако у известного устройства много механизмов с соответствующими приводами, что усложняет конструкцию, кроме того, движение губок захвата происходит по дуге. Это затрудняет настройку устройства, а последовательная работа механизмов устройства требует повышенного времени на перекладку поковок.
Наиболее близким к изобретению является устройство для перекладки поковок, содержащее захват с зажимными губками, перемещающимися в горизонтальной плоскости и установленными на ходовом винте с левой и правой резьбой и привод их зажима,, Захват монтируется на руке манипулятора, имеющего механизм подъема, перемещения и переворота с соответствующими приводами 2j .
Известное устройство при перекладке поковок из ручья в ручей в многбручьевых штампах ненадежно в работе, обладает невысокой производительностью, так как содержит несколько механизмов с соответствующими им приводами.
Цель изобретения - повышение надежности и производительности работы устройства для перекладки поковок при многоручьевой штамповке.
Поставленная цель достигается тем, что в устройстве для перекладки поковок, преимущественно к многоручьевым штампам, содержащем захват с зажимными губками, установленными на ходовом винте сглевой и правой резьбой и приводом их зажима, ходовой винт установлен между ручьями штампа на равных расстояниях от их осей, а зажимные губки установлены на ходовом винте свободно и соединены между собой планкой с. 5шорами на концах, при этом привод зажима губок выполнен в виде силового цилиндра, шток поршня которого соединен с ходовым винтом посредством зубчатой рейки и шестерни .
Возможность поворота зажимных губок в вертикальной плоскости основана на совместном повороте винта и гайки при невозможности их относительного перемещения, что достигается при зажиме поковки или разБ1ёдеНИИ губок до упоров и позводяет перекладывать поковку из ручья в ручей путем ее переворота вокруг оси ходовых винтов. Соединение зажимных губок планкой позволяет синхронизировать движение губок при их перевороте, а упоры на концах рейки ограничивают перемещение при разведении губок относительно винтов и позволяют повернуть губки вокруг
0 оси винтов. Выполнение привода зажима губок в виде силового цилиндра и его соединение с ходовыми винтами посредством зубчатой рейки и шестерни позволяет упростить и повысить
5 надежность работы устройства.
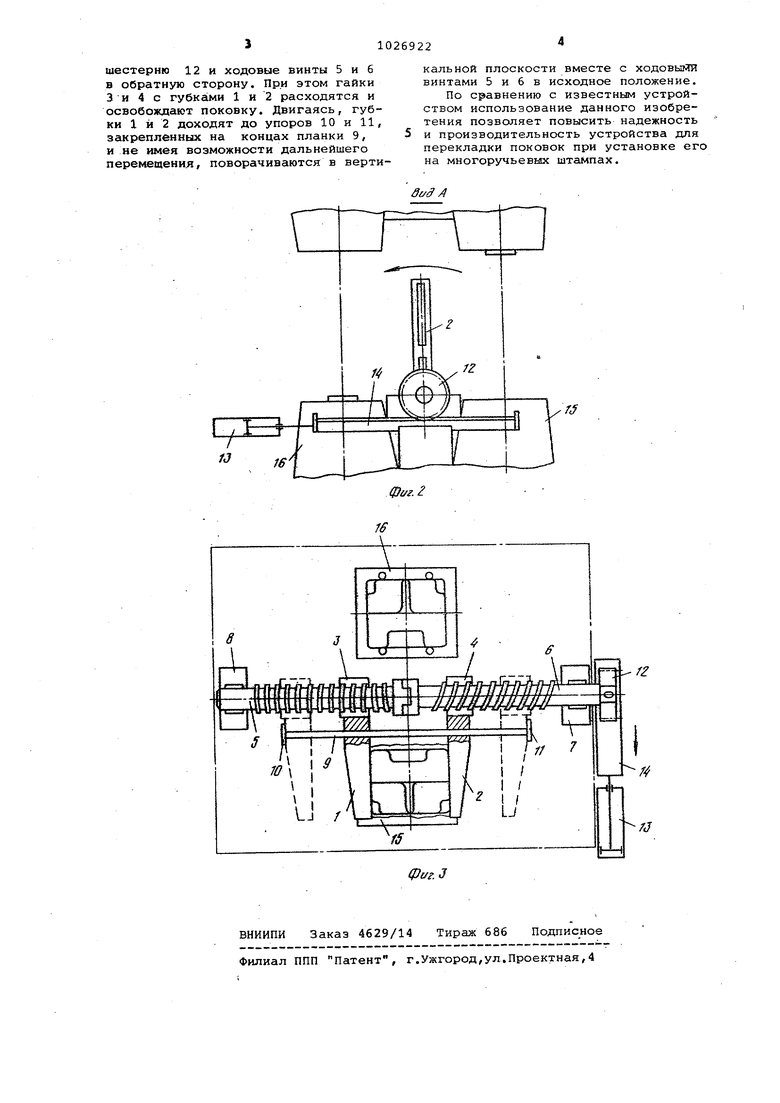
На фиг. 1 изображено устройство при зажиме поковки в предварительном ручье штампа, общий вид в плане; на фиг. 2 - вид А на фиг. 1, на
0 фиг. 3 - устройство после укладки поковки в окончательный ручей штампа, общий вид в плане.
Устройство содержит зажимные губки 1 и 2, закрепленные на гайках 3 и 4, винты 5 и б с левой и правой резьбой, соединенные между собой муфтой и установленные в подшипниках 7 и 8, планку 9 с упорами 10 и 11, соединяющую между собой губки 1 и 2 и синхронизирующую их перемещение, шестерню 12, связанную с винтами 5 и б, и привод зажима, состоящий из силового цилиндра 13, шток которого соединен с зубчатой рейкой 14, взаимодействующей с шестерней 12. Ходовые винты 5 и б установлены между предварительным 15 и окончательным, 16 ручьями штампов на одинаковом расстоянии от их осей.
0 Устройство работает следующим обра зом.
После рабочего хода ползуна пресса включается толкатель, и выталкиватели штампа приподнимают поковку
с в предварительном ручье 15. Включается силовой цилиндр 13, и зубчатая рейка 14, соединенная со штоком цилиндра, перемещается, поворачивая шестерню 12 и ходовые винты 5 и 6 с правой и левой резьбой в подшипниках 7 и 8, При повороте ходовых винтов 5 и 6 гайки 3 и 4 и зажимные губки 1 и 2 перемещаются и зажимают поковку. При дальнейшем движении зубчатой рейки 14 под действием
5 силового цилиндра 13 гайки 3 и 4 и губки 1 и 2, соединенные планкой 9, не имея возможности дальнейшего перемещения, поворачиваются в вертикальной плоскости вместе с винтами 5 и 6. Поковка, зажатая губками 1 и 2, перекладывается в окончательный ручей 16 штампа. Силовой цилиндр 13 включается на обратный ход, и зубчатая рейка 14, соединенная с его
5 штоком, перемещается,поворачивая
шестерню 12 и ходовые винты 5 и 6 в обратную сторону. При этом гайки 3 и 4 с губками 1 и 2 расходятся и освобождают поковку. Двигаясь, губки 1 и 2 доходят до упоров 10 и 11, закрепленных на концах планки 9, и не имея возможности дальнейшего перемещения, поворачиваются в вертикальной плоскости вместе с ходовьпТО винтами 5 и 6 в исходное положение. По сравнению с известным устройством использование данного изобретения позволяет повысить надежность 5 и производительность устройства для перекладки поковок при установке его на многоручьевых штампах.
8i/3 А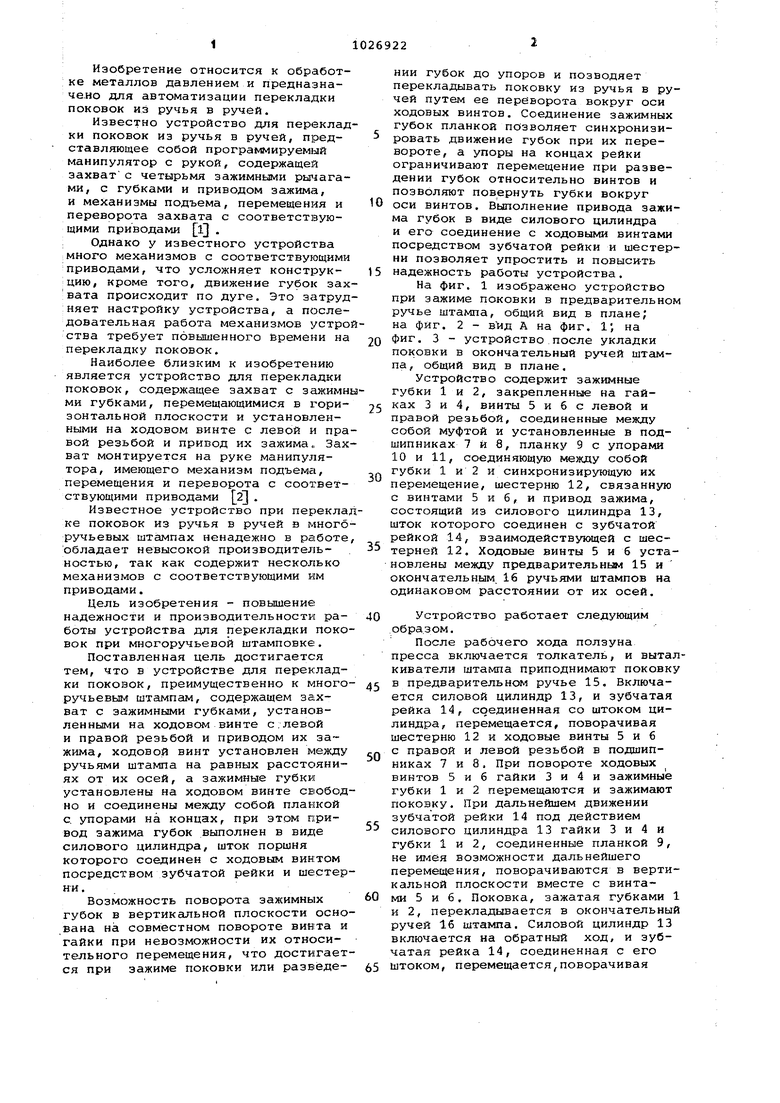
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Захватная головка манипулятора | 1980 |
|
SU897379A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Захват | 1981 |
|
SU984862A1 |
| Способ удаления поковок из разъемногошТАМпА и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU829306A1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| Устройство для укладки заготовок в ручей штампа | 1980 |
|
SU929296A1 |
УСТРОЙСТВО ДЛЯ ПЕРЕКЛАДКИ ПОКОВОК, преимущественно к многоручьевым штампам, содержащее захват с зажимными губками, установленными на ходовом винте с левой и правой резьбой и привод их зажима, о т л ича ющееся тем, что, с целью повышения надежности устройства в работе и производительности, ходовой винт установлен между ручьями штампа на равных расстояниях от их осей, а зажимные губки установлены на ходовом винте свободно и соединены между собой пла:нкой с упорами на концах, при этом привод зажима губок выполнен в виде силового цилиндра, шток поршня которого соединен с ходовым винтом посредством зубча:той рейки и шестерни. 15 г а со го ю rj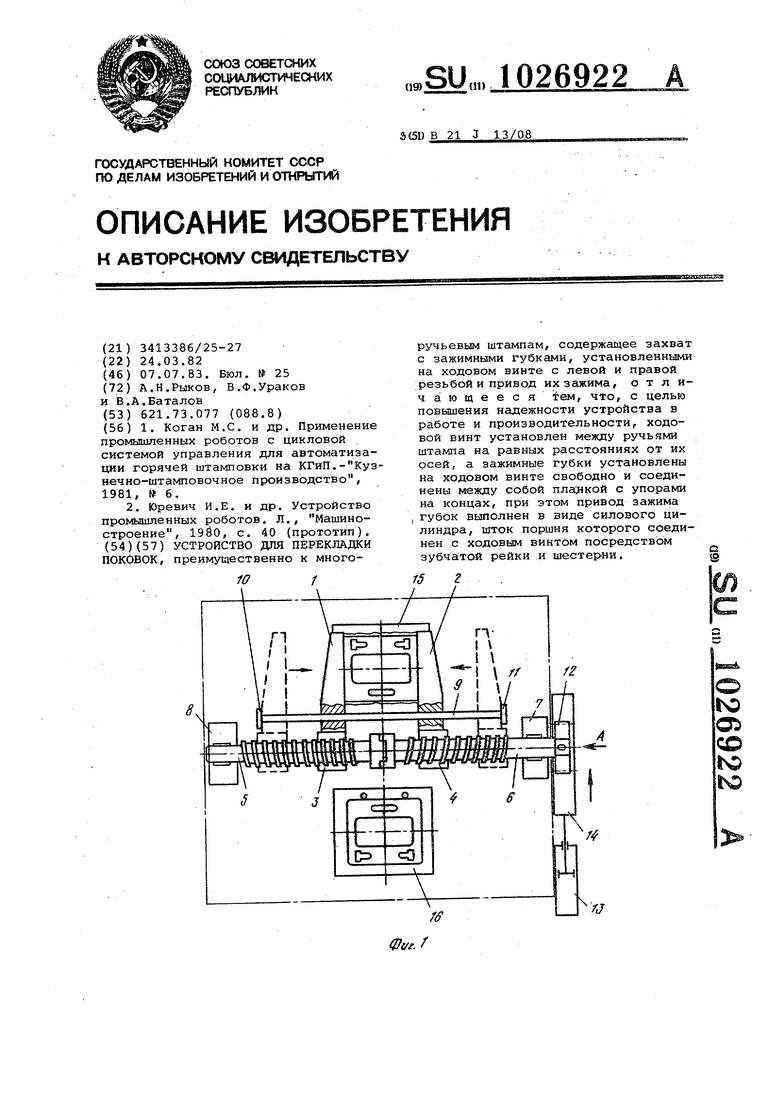
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коган М.С | |||
| и др | |||
| Применение промьшпенных роботов с цикловой системой управления для автоматиза ции горячей штамповки на КГиП.- Кузнечно-штамповочное производство, 1981, № 6 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Юревич И.Е | |||
| и др | |||
| Устройство промышленных роботов | |||
| Л., Машиностроение, 1980, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
