1
Изобретение относится к обработке металлов давлением, а именно к автоматизации и механизации кузнечноштамповочных работ.
Известен способ удаления поковок из разъемного штампа путем выталкивания поковки из ручья штампа, ее захвата и выноса из рабочей зоны штампа. Способ реализуется в устройстве, содержащем корпус с двумя осноными пазами, а такжерезмещенные в пазах корпуса основные приводные поворотные захватные рычаги с губками l.
Недостатком данного способа является невысокая точность ориентирования поковки взахвате.
Цель изобретения - повышение точности ориентирования поковки в захвате.
С этой целью согласно способу удаления поковок из разъемного штампа путем выталкивания поковки из ручья штампа, ее захвата и выноса из рабочей зоны штампа, захват поковки производят на участке перехода тела поковки в oблoйi
Устройство для осуществления способа, содержащее корпус с двумя основными пазами, а также резмещенные
в пазах корпуса основные приводные поворотные захватные рычаги с губками, снабжено дополнительной парой приводных поворотных захватных рычагов с губками, размещенных в дополнительных пазах корпуса, при этом основные и дополнительные пазы корпуса выполнены под углом 30-45 к плоскости разема штампов.
0
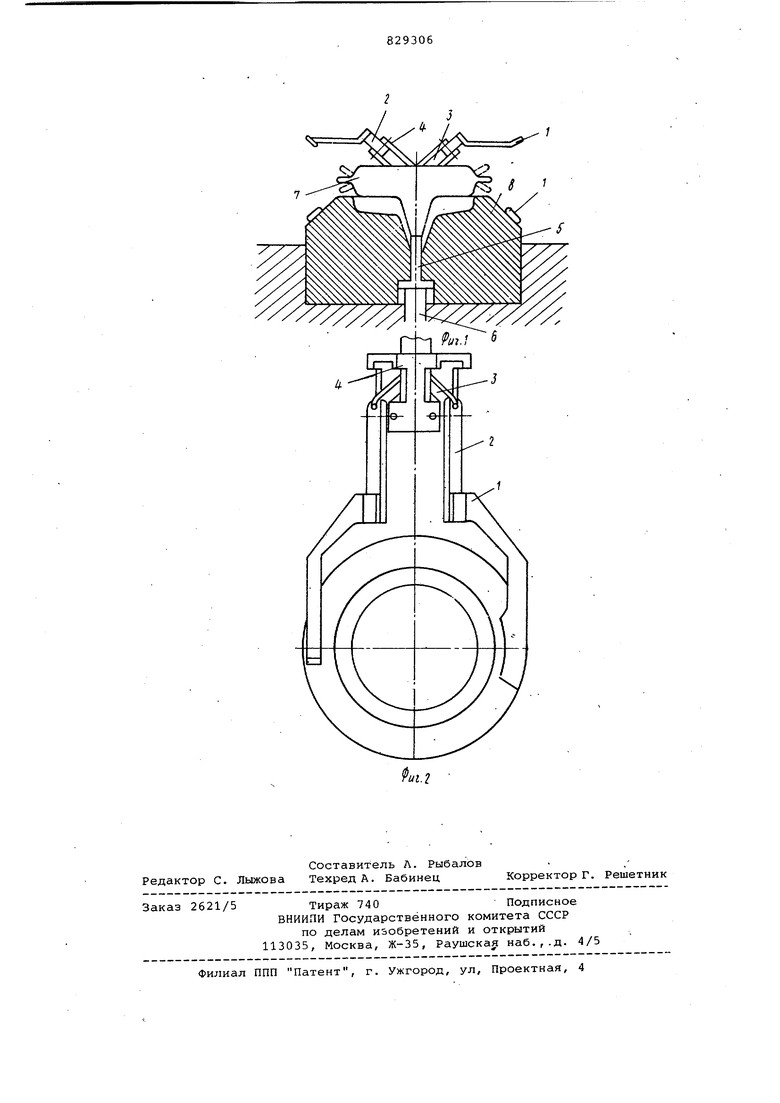
На фиг. 1 схематически показано устройство совместно со штампом в момент перед захватом поковки, на фиг. 2 - то же, вид сверху.
Устройство для удаления поковок из штампа содержит четыре губки 1,
5 установленные на основных и дополнительных рычагах 2, шарнирно соединенных с рычагами 3, которые смонтированы в пазах корпуса 4. захвата.
0 Выталкиватель 5 с приводом от толкателя б служит для удаления поковки 7 из .штампа 8.
Перед штамповкой захват подводят к штампу 8 так, что губки 1 раскрыто5го захвата располагаются вблизи наклонных поверхностей штампа. После штамповки толкатель 6 посредством выталкивателя 5 поднимает поковку 7. Одновременно осуществляется сведение, губок 1 и зажим поковки 7 за счет
0
движения рычагов 2 при повороте рычагов 3 в пазах корпуса 4 захвата (пунктиром на фиг. 1 показано положение губок при зажиме поковки).
Наклонная траектория движения губок захвата позволяет осуществить зажим поковки за части облоя, расположенные в непосредственной близости от тела поковки, а упор губок в поверхности перехода тела поковки в облой обеспечивает точное ориентирование поковок.
Применение изобретения позволяет повысить точность ориентирования поковки в захвате.
Формула изобретения
1. Способ удаления поковок из разъемного штампа путем выталкивания поковки из ручья штампа, ее захвата и выноса из рабочей зоны штампа, о тличающийся тем, что, с целью повышения точности ориентирования поковки в захвате, захват поковки производят на участке перехода тела поковки в облой.
2. Устройство для осуществления способа по п. 1, содержащее корпус с двумя основными пазами, а также размещенные в пазах корпуса осноные приводные поворотные захватные рычаги с губками, отличающеес я тем, что оно снабжено дополнительной парой приводных поворотных захватных рычагов с губками, размещенных в дополнительных пазах корпуса, при этом основные и дополнительные пазы корпуса выполнены под углом 30-45 к плоскости разъема штампов.
Источники информации, принятые во внимание при экспертизе 1. Коган М.С. и др. Опыт эксплуатации промышленных роботов. Циклон-Зб. Станки и инструмент, 1978, № 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Захватная головка манипулятора | 1980 |
|
SU897379A1 |
| Захват | 1981 |
|
SU984862A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Штамп для объемной штамповки | 1980 |
|
SU899215A1 |
| Устройство для перекладки поковок | 1982 |
|
SU1026922A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| СПОСОБ УДАЛЕНИЯ ПОКОВКИ ИЗ ШТАМПА | 2017 |
|
RU2662280C1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |