Изобретение относится к порошковой ;металлургии и ферритовой технике, в частности к устройствам для горячего прессования изделий из фер ритсэвых порошков;
Известно устройство для горячего прессования керамических порошков, включающее нагревательную печь, матрицу, верхний и нижний пуансоны .
Недостатками известного устройства являются большие усилия прессования и низкое качество получаемых изделий вследствие наличия бокового трейия.
Наиболее близким к предложенному по технической сущности и достигаемому результату является устройство для;горячего прессования порошковых заготовок никель-цинкового ферритаj, включающее нагревательную печь, карбидокремниевые матрицу и пуансоны и разделительную засгшку из неспекающегося порошка 2J „
Однако наличие засыпки, которая окруЕ ает ферритовую заготовку в процессе прессования, препятствует уплотнению феррита, увеличивает боковое трение, на преодоление которого требуется до 30% общего усилия прессования. Неравноплотность получаемых изделий ухудшает их магнитные свойства.
Целью изобретения является снижение энергоемкости процесса прессования и улучшение 1магнитн 21Х свойст феррита.
Цель достигается тем, что устройство для горячего прессования порошков ;ах заготовок никель-цинкового феррита, включающее нагревательную печь, карбидокремниевые матрицу и пуансоны и разделительную засыпку из неспекающегося порошка, снабжено обечайкой из жаропрочного сплава j а пуансоны установлены в матрице с зазором, причем обечайка размещена в зазоре и выполнена с внутренним диаметром равным диаметру заготовки
На чертеже представлена схема устройства для горячего прессования ферритов ,
Устройство содержит печь сопротивления 1, силитовые нагреватели 2, верхний пуансон 3, матрицу 4, нижний пуансон 5, засыпку б из неспекающегося порошка стабилизированная окись циркония) и обечайку 7 из жаропрочного никелевого сплава.
Обечайка 7 выполнена с внутренним диаметром равным диаметру загото ки с таким расчетом, чтобы неспекающийся порошок не попадал в зазор между ними.
Устройство работает следующим образом.
Порошковую ферритовую заготовку помещают в матрицу 4 с предварительно установленной обечайкой 7 между верхним 3 и нижним 5 пуансоном. Для исключения взаимодействия между заготовкой и пуансонами применяют засыпку б . Собранную пресс-форму помещают в печь 1, где она нагревается. После достижения необходимой температуры проводится прессование, Распрессовка выполняется в обратном порядке.
Обечайка 7 при температуре горячего прессования размягчается и практически снижает боковое трение между заготовкой и матрицей, что позволяет получить равноплотную ферритовую заготовку..
Устройство позволяет получить при пониженных давлениях прессования плоный феррит. Снижение давления прессования повышает работоспособность карбидокремниевых пресс-форм.
Равномерное распределение плотности по объему у полученных ферритов способствует реализации улучшенные, магнитные свойства.
В таблице представлены сравнительные характеристики ферритов ( марка 600,НН), полученных с помощью известного и предложенного устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего прессования изделий | 1989 |
|
SU1731439A1 |
| Способ получения марганец-цинкового феррита | 1986 |
|
SU1355354A1 |
| Способ получения спеченных изделий из латунных порошков | 1985 |
|
SU1340904A1 |
| Способ изготовления марганец-цинковых ферритов для сердечников магнитных головок | 1987 |
|
SU1482768A1 |
| СПОСОБ СПЕКАНИЯ РАДИОПОГЛАЩАЮЩИХ МАГНИЙ-ЦИНКОВЫХ ФЕРРИТОВ | 2013 |
|
RU2536151C1 |
| СПОСОБ СПЕКАНИЯ РАДИОПОГЛОЩАЮЩИХ МАГНИЙ-ЦИНКОВЫХ ФЕРРИТОВ | 2013 |
|
RU2537344C1 |
| Способ изготовления марганец-цинковых ферритов | 1986 |
|
SU1386369A1 |
| Способ изготовления магнитожестких ферритов | 1979 |
|
SU904893A1 |
| Способ получения керамического эталона температуры на основе Zn NiFeO ферритов переменного состава | 2023 |
|
RU2825016C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2625920C2 |
УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ПОРОШКОВЫХ ЗАГОТОВОК НИКЕЛЬ-ЩШКОВОГО ФЕРРИТА, включаю- ; щее нагревательную печь, карбкдокремниевые матрицу и пуансоны и раздели тельную засыпку из неспекающегося порошка, отличающееся тем, что, с целью снижения энергоемкости процесса прессования и улучшения магнитных свойств феррита, оно снабжено обечайкой из жаропрочного сплава, а пуансоны установлены в матрице с зазором, причем обечайка размещена в зазоре и выполнена с внутренним диаметром равным диаметру заготовки. (Л S Р ffi СО л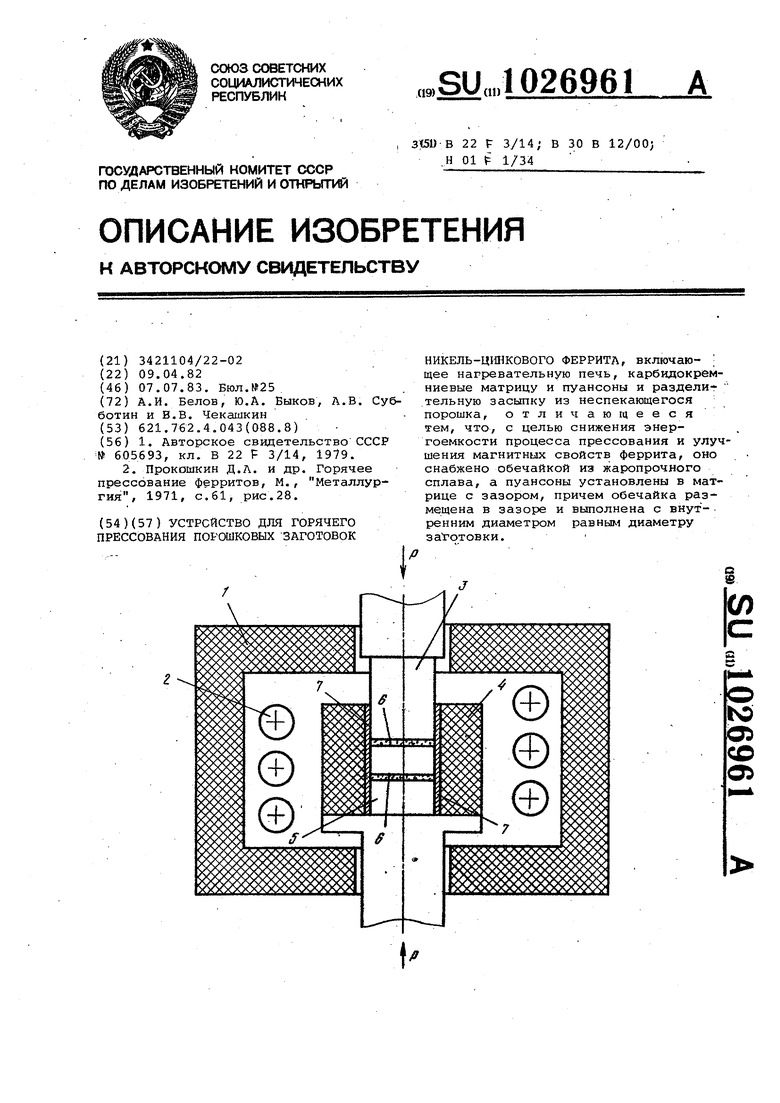
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для непрерывного горячего прессования керамических порошков | 1974 |
|
SU605693A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прокошкин Д.А | |||
| и др | |||
| Горячее прессование ферритов, М., Металлургия, 1971, с.61, рис.28. | |||
