Изобовтение относится к сварке, е частности к устройствам для П1ри |эарки перемычек из микропроволокк к контактным площадкам печатных плат и может найти применение в радиотех нической промышленности. По основному авт.св. № 959950 известно устройство для приварки мостиков из микропроволоки к контак Ным площадкам, содержащее корпус, электрод, механизм сжатия, выполнен ный в виде двух пластин, соединенных с помощью упругого разрезного кольц установленного на оси, прикрепленно к одной из пластин с возможностью по Ьорота вокруг нее, при этом механизм сжатия соединен с корпусом при помо щи двуплечего рычага, а корпус снабжен двумя ynopciMHf расположенными по обе стороны от электрода« Внутри разрезного кольца .расположен по:ворот ный сектор, контактирующий со стенкой разрезного кольца. Усилие сжатия в известном устройстве задается и изменяется путем поворота сектора и изменения длины пружинящего участка упругого разрезного кольца, создающего сварочное усилие l}. Однако при изменении длины пружинящего участка механизма сжатия -для изменения усилия сжатия изменяется и его дина:мическая характеристика. Изменение динамической характеристик гожет привести к несоответствию скорости нагрева и осадки, что вызывает пережоги или непровары, т,е сущест венно ухудшает качество сварки. В процессе сжатия свариваемых материалов усилие сжатия изменяется от нуля (в начальный момент) до заданного значения (в момент включения сварочного тока) и обратно до нуля (в процессе осадки). Такие изменения усилия обеспечиваются перемещением сварочного электрода в процессе сварки что ведет к значительным деформациям свариваемых материалов и снижению прочности. Кроме того, разрезное кольцо и поворотный сектор должны иметь высокую точность изготовления для их надежного взаимного контакти рования, что значительно усложняет конструкцию. Целью изобретения является повыше ние качества сварки и упрощение конструкции устройства. Поставленная -цель достигается тем, что в устройстве механизм сжатия дополнительно снабжен размещен™ HbDvm внутри разрезного кольца упругой эластичной втулкой с установлен ной в ее отверстиишпилькой и двумя упорныгли гайками, рас1Юложенны1 /1И по обе стороны от втулки. На-фиг, изображено предлагаемое устройство; на фиг. 2 - вид А на , фиг,1; на фиг.З - сечение Б-Б на фиг,}.; на фиг, 4 - сечение Б-Б после сжв.аи: эластичной втулки. Устройство содержит электрод 1, закрепленный в механизм сжатия, состоящий из двух пластин - нижней 2 к верхней 3, соединенных меж,ду собой ynpyriiM разрезнь-м кольцом 4 в внутри разрезного кольца 4 установлена упругая эластичная втулка 5 (например, из резикь с отверстием, в котором установлена резьбовая шпилька б с двумя упорными гайками 7, каходящиШся по обе стороны от втулки 5, Упорные гайки 7 имеют хвостовик 8, входящий в паз на верхней пластине 3, что предотвращает проворачивание упорньи; гаек 7 при вращении р эз--овой шпильки б. На торцовой части, верхней пластины 3 выполнен ngis. ъ котором установлен двуплечий pu;:,ti/ 9f соехкияющий механизм сжгггия о .сорпусом--рукояткой 1,0 через ось .i. 1 Кроме того, механизм сжатия, в за и,с; действует через двуплечий рычаг 9 г снабженныйрегулировочным винтом 12; о вы--ключателем сварочного тока 13,- закрепленныгд на корпусе 10. Ме ганизм сжатия закреплен на корпусе -10 виктом 3.4. Перемещение нижней пластины 2 вниз огранич-ивается га.йкой 15, расположенной на нижней части винта 14с Для удобства работы устройство .снабжено двумя упорами 16 и 17; закре.П -ленными на корпусе .10 по обе стороны от электрода 1. Подвод сварочного тока осуществляется через токоподвод 16 Устройство работает следующим образом, С помощью регулировочного ниита 12 и гайки 15 устанавливают величину необходимой сварочной осадки, которую выбирают исходя из физических СВОЙСТВ и размеров свариваемых материалов или подбирают экспериментально. После установки величины необходимей сварочной осадки задают сварочное усилие, для чего вращают резьбовую Цпильку 6, навинчивая на нее упоры 7, сжимая тем самым упругую втулку 5, При сжатии происходит вытеснение материала пробки в напревлении от центра к периферии и дав лениеР втулки 5 на стенки разрезного кольца 4 увеличивается. Величина необходимого сварочного усилия предварительно определяется эксперимен тально. При увеличении давления Р ка стенки упругого разрезного кольца 4 последнее стремится развернуться и расширить зазор между пластинами 2 и 3, пово.рачивая при этом пластину 2 и резьбовое кольцо 4 относительно оси их поворота - резьбовой ишилг-,к;-: б. Гайка 15 препятствует BTOMV перемещению и механизм . ч vr оказывается нагруж пдл свс „ i усилием Во время - устана.зливают упоо верхнюю деталь, прижимают электрод 1 и продолжают перемещать корпус-рукоятку 10 вниз. Электрод .1 вместе с нижней пластиной 2 сохраняет авое положение, а корпус-рукоятка 10 нмес те с остальными деталями перемещается ВНИЗ; поворачиваясь вокруг точек контактирования упоров 16 и 17 со свариваемыми деталями. При этом перемещении происходит уменьшение зазора между верхним плечом двуплечего рычага 9 и кнопкой выключателя 13, а между гайкой 15 и пластиной 2 зазор увеличивается. После того, как в результате перемещения корпуса-рукоятки 10 зазор между двуплечим рычагом 9 и кнопкой выключателя 13 полностью устранен, включаетсясварочный ток. Происходит нагрев и осадка. Так как нижняя пластина 2 обладает значитель но меньшей массой, чем корпус-рукоят ка 10, то она первой совершает перемещение в. направлении осадки,- осаживая нагретые детали на величину, равную величине образовавшегося при сжатии зазора между нижней пластиной 2 и гайкой 15. Перемещение электрода 1 вместе с нижней пластиной 2 происходит под воздействием.эластичной упругой втулки 5 и упругого разрезного кольца 4 до соприкосновения с гайкой 15, после чего осгщка прекращается, процесс сварки заканчиваетс я. При необходимости изменить усилие осадки изменяют жесткость эластичной упругой втулки 5 с помощью резьбовой шпильки 6 Иупругих гаек 7. Предлагаемое устройство по сравнению с прототипом позволяет обеспечить высокое качество сварки деталей малых толщин за счет повышениячувствительности механизма сжатия к процессу нагрева г обеспечения необходимой осадки свариваемых деталей, исключения их передавливания или пережогов, Так, по сравнению с базовым объектбм - серийной сварочной машиной СС-2А устройство обеспечивает более высокое качество сварки за счет повышения . чувствительности механизма сжетия к процессу нагрева и позволяет расширить диапазон свариваемых материалов .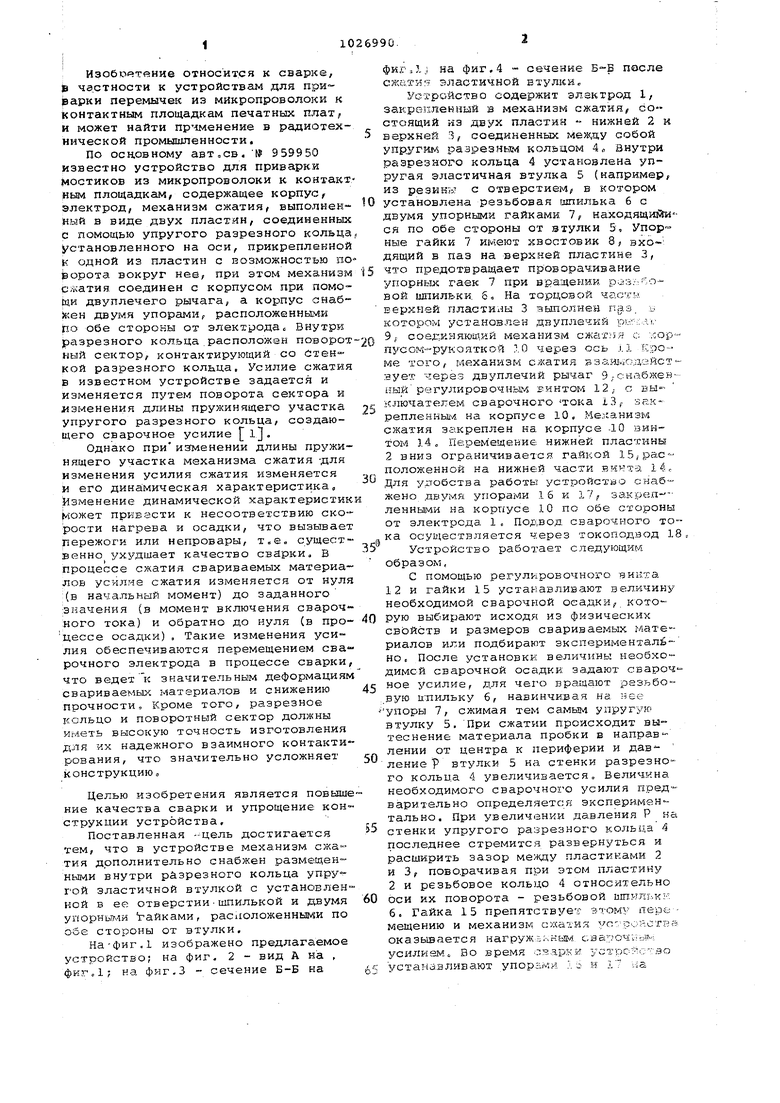

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU959950A1 |
| Ручной инструмент для односторонней контактной микросварки и микропайки | 1987 |
|
SU1445886A1 |
| Установка для приварки микропроволоки к контактным площадкам | 1981 |
|
SU961897A1 |
| Клещи для контактной микросварки | 1985 |
|
SU1273223A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ МЕЖКОЛОННОГО ПРОСТРАНСТВА УСТЬЯ СКВАЖИНЫ МЕЖДУ КОНДУКТОРОМ И ТЕХНИЧЕСКОЙ КОЛОННОЙ | 2022 |
|
RU2775209C1 |
| МАШИНА ДЛЯ ВНУТРЕННЕЙ СВАРКИ ТРУБ В ЗАЩИТНОМ ГАЗЕ | 2015 |
|
RU2687782C1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1995 |
|
RU2076030C1 |
УСТРОЙСТВО ДЛЯ ПРИВАРКИ МОСТИКОВ ИЗ МИКРОПРОВОЛОКИ К КОНТАКТНЫМ ПЛОЩАДКАМ по авт.СВ. 1 959950, отличающееся тем, что, с целью повьлцения качества сварки и упрощения конструкции, механизм сжатия снабжен размшаенными внутри разрезного кольца упругой эластичной втулкой с установленной в ее отверстии шпилькой и двумя упорными гайками, рас положа нньами по обе стороны от втулки. (Л to 05 со со
6-5
Фш. 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР, 959950, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
