Изобретение относится к сварочной технике н может быть использовано в электронном приборостроении и других областях промышленности для выполнения контактной точечной сварки и пайки импульсом сварочного тока деталей малых толщин.
Цель изобретения - расширение технологических возможностей ручного инструмента.
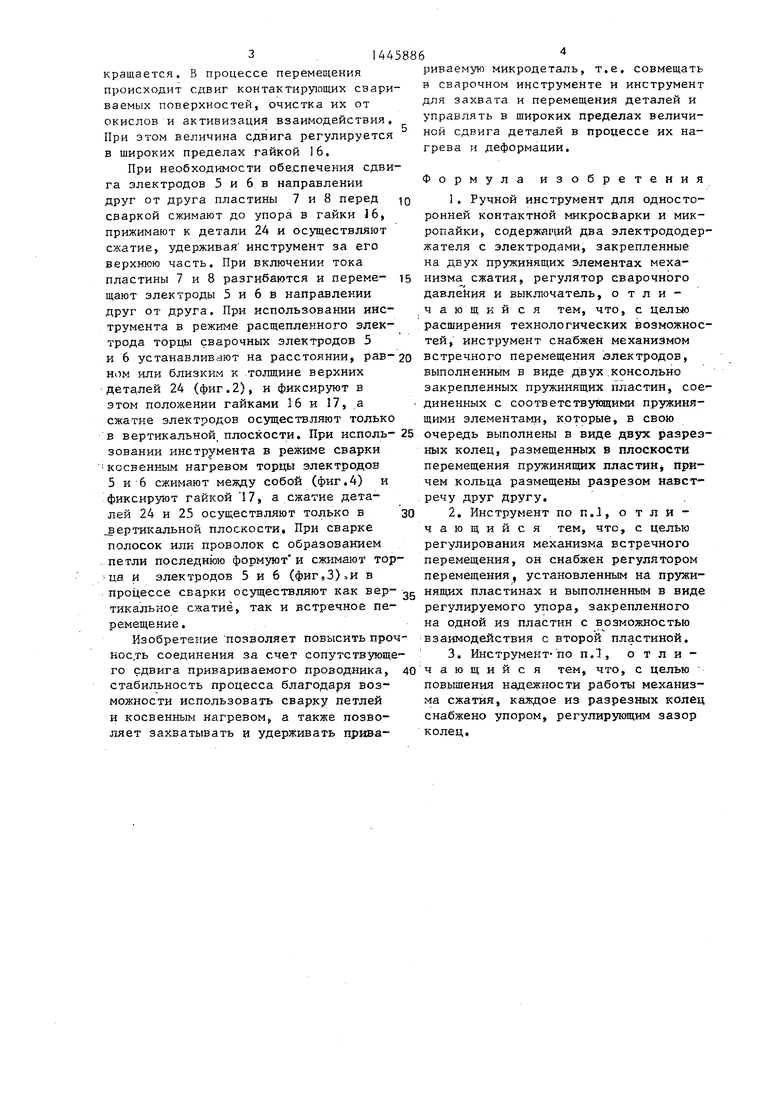
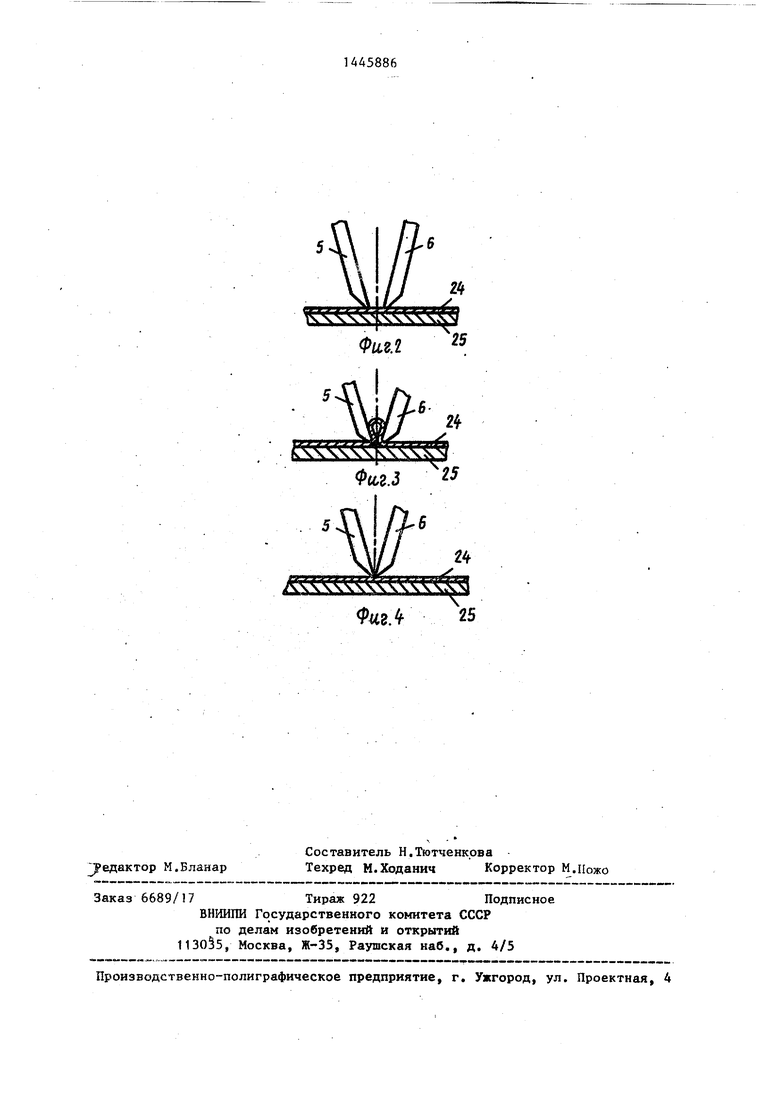
На фиг, изображен предлагаемый инструмент, общий вид; на фиг.2 - положение электродов инструмента при использовании его для односторонней сварки на схеме расщепленного электрода; на фиг.З - то же, при захвате и-сварке проводников с использованием петли; на фиг.4 - то же, при свар- ке- пайке косвенным импульсным Hai ре .вом.
Инструмент состоит из двух электро додержателей J и 2, закрепл-енных на двух пружинящих элементах в виде разрезных колец 3 и 4 механизма сжатия и сварочных электродов 5 и 6, установленных Б . электрододержа телях 1 и, 2. Последние для уменьшения электрических потерь выполнены заодно с j :. пружйня11,ими элементами 3 и 4 «Вторыми своими ветвями :пружинящие элeмeJH-1 ты 3 и 4 соединены с пружинящими ;v пластинами 7 и 8, предназначенными , для перемещения прукинящи : злемен- тов 3 и 4 вместе с электродами 5 и 6 в противоположных направлениях, и позволяют использовать устройство как пинцет. Для этого пластины 7 и 8 в верхней части соединены од1-1а с другой с помощью изолядионной вставки 9,
а с помощью гибких ТОКОПр ОВОДЯ11;ИХ
шин Юна - с вторичным винтом 12 сварочног о трансформатора 13;, соединенного с генератором J4 сварочных импульсов
Для ограничения величины перемещения пружинящ.( пластин 7 и 8 устройство снабжено регулятором поперечного хода, выполненным в виде изолированного винта .15, жестко закрепленного на одной мз пруясиняш 1Х пластин 7 и проходящего через отверстие в другой пластине 8, внутренней гайки 16 наружной гайки J7, Для предотвращения разгиба пружинящих элементов 3 и 4 при захвате и удержа5 ии деталей они снг.ожены упорами 18 и 39$ жестко закреплен. на верхних ветвях пружинящих развернутых колец 3 и -
0
0
5
0
5
0
5
0
5
проходящих через отверстия в нижних ветвях этих скоб с возможностью относительного перемещения в этих отверстиях. На свободных концах упоров 18 и 19 размещены ограничительные гайки 20 и 2,15 которые, кроме ограничения раскрытия разрезных колец 3 и 4, позволяют создавать начальное усилие сжатия свариваемых деталей путем программируемого предварительного сжатия пружинящих элементов 3 и 4.
Включение сварочного типа ос щест- вляется с помощью выключателя 22 при взаимодействии его с упорным винтом 23.
Устройство работает следующим образом,
С помощью гайки J6 устанавливают минимальный необходимый зазор между рабочими торцами электродов 5 и 6, а гайкой 17 устанавливают максимально необходимьй зазор между этими торцами. Винтов 23 уст анавливают величину прогиба пружинящих элементов 3 и 4 к моменту включения сварочного тока, т.е. с помощью винта 23 задают усилие сжатия свгфиваемых деталей 24 и 25 в момент включения сварочного тока, т.е. с помощью винта 23 задают уеилие сжатия- свариваемых деталей 24 и 25 в момент включения сварочного тока. Верхнюю привариваем.ую деталь 24 укладывают на нижнюю деталь 25 и прижимают торцами электродов 5 и 6ъ При этом инструмент удерживают за пластины 7 и 8. Увеличивая усилие сжатия деталей 24 и 25, одновременно слшма- ют пружинные пластины 7 и 8.
Поскол2.у торцы электродов 5 и 6 упираются в верхнюю деталь 24 и не могут скользить по ней, то пластины 7 и 8 прогибаются. При достижении винтом 23 выключателя.22 включается сварочнгм ток, детали 24 и 25 нагреваются, размягчаются и происходит - осадка свариваемых деталей под дейст- тзием т ружинящих элементов 3 и 4. Но одновременно с этим под действием прогиба пластин 7 и 8 торцы электродов 5 и 6 вместе с привариваемой деталью 24 перемещаются по поверхности детали 25. Перемещение происходит до того момента, когда гайка 16 упрется в пластину 8, после чего поперечное пе.ремещение электродов 5 и 6 прекращается. В процессе перемещения происходит сдвиг контактирующих свариваемых поверхностей, очистка их от окислов и активизация взаимодействия. При этом величина сдвига регулируется в широких пределах гайкой 16.
При необходимости обеспечения сдвига электродов 5 и 6 в направлении друг от друга пластины 7 и 8 перед сваркой сжимают до упора в гайки J6, прижимают к детали 24 и осуществляют сжатие, удерживая инструмент за его верхнюю часть. При включении тока пластины 7 и 8 разгибаются и переме- щают электроды 5 и 6 в направлении друг от друга. При использовании инструмента в режиме расщепленного электрода торцы сварочных электродов 5 и 6 устанавливают на расстоянии, ранном или близким к .толщине верхних деталей 24 (фиг.2), и фиксируют в этом положении гайками 16 и 17, а сжатие электродов осуществляют только
Q15 20
5886
риваемую микродеталь,
т.е. совмещать в сварочном инструменте и инструмент для захвата и перемещения деталей и управлять в щироких пределах величиной сдвига деталей в процессе их нагрева и деформации.
Формула изобретения
1. Ручной инструмент для односторонней контактной микросварки и микропайки, содержащий два электрододер- жателя с электродами, закрепленные на двух пружинящих элементах механизма сжатия, регулятор сварочного давления и выключатель, отличающий с я тем, что, с целью расширения технологических возможностей, инструмент снабжен механизмом встречного перемещения электродов, выполненным в виде двух.консольно закрепленных пружинящих пластин, сое - диненных с соответствукщими пружинящими элементами, которые, в свою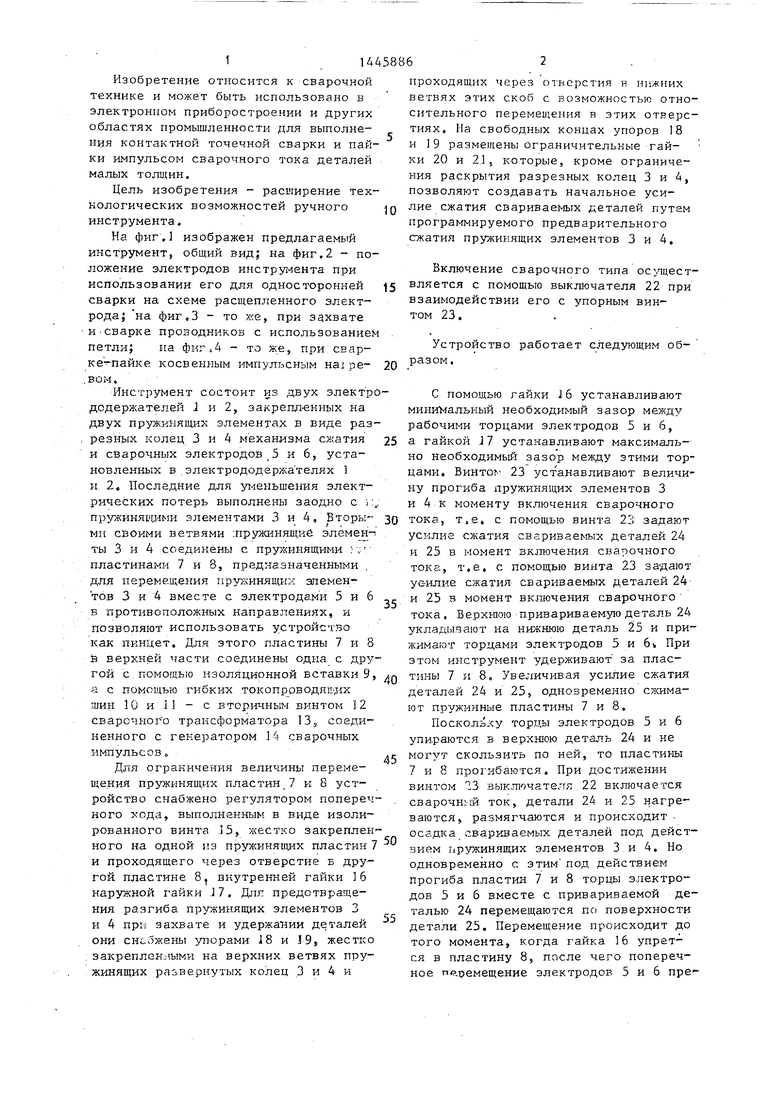
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1026990A2 |
| Устройство для заточки электрода для микросварки | 1982 |
|
SU1044449A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Устройство для контактной стыковойСВАРКи КОльцЕВыХ дЕТАлЕй | 1978 |
|
SU804286A1 |
| Станок для сварки биметаллических заготовок | 1939 |
|
SU57427A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Способ соединения деталей | 1980 |
|
SU971601A1 |
| Устройство для сварки полимерных пленок | 1989 |
|
SU1684082A1 |
Изобретение относится к сварке и может быть использовано в приборостроении для сварки и пайки микроде / талей, микропроволок и полосок к контактным площадкам и -дорожкам пе- чатных плат. Цель - расширение технологических возможностей инструмента. Инструмент снабжен механизмом встречного перемещения электродов, состоящим из двух пружинящих пластин 7 и 8. Механизм сжатия инструмен та вьтолнен в виде двух разрезных колец 3 и 4, размещенных на концах пластин. При сжатии свариваемых деталей пластины прогибаются, а при нагреве деталей они сдвигают электроды, улучшая качество взаимодействия. Инструмент обеспечивает сварку, пайку петлей методом расщепленного электрода или косвенным нагревом, а так- же позволяет удерживать и перемещать свариваемые детали с помощью сварочных электродов и обеспечивает сварку с одновременным сдвигом деталей. 2 з.п.ф-лы, 4 ил. О а .о « f(Uf
в вертикальной, плоскости. При исполь- 25 очередь выполнены в виде двух разрез- зовании инструмента в режиме сварки
косвенным нагревом торцы электродов 5 и 6 сжимают между собой (фиг.4) и фиксируют гайкой 17, а сжатие деталей 24 и 25 осуществляют только в 30
вертикальной плоскости. При сварке полосок или проволок с образованием
.петли последнюю формуют и сжимают тор да и электродов 5 и 6 (фиг93)оИ в процессе сварки осуществляют как вер- д нящих пластинах и выполненным в виде тикальное сжатие, так и встречное пе- регулируемого упора, закрепленного ремещение.
Изобретение позволяет повысить прочность соединения за счет сопутствующего сдвига привариваемого проводника, 40
ных колец, размещенных в плоскости перемещения пружинящих пластин, причем кольца размещены разрезом навстречу друг другу.
стабильность процесса благодаря возможности использовать сварку петлей и косвенным нагревом, а также позволяет захватывать и удерживать пркваочередь выполнены в виде двух разрез-
нящих пластинах и выполненным в виде регулируемого упора, закрепленного
ных колец, размещенных в плоскости перемещения пружинящих пластин, причем кольца размещены разрезом навстречу друг другу.
на одной из пластин с возможностью взаимодействия с второй пластиной.
AXVXVVVK S
ФигЛ
25
| Устройство для приварки микропроволоки | 1984 |
|
SU1222469A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство- | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Устройство для сварки микродеталей | 1975 |
|
SU596398A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
