Изобретение относится к обработк металлов давлением, а именно к инструменту для горячей объемной штамповки в изотермических условиях. Известен штамповый блок для гот рячей изотермической штамповки с индукционным нагревом рабочей зоны содержащий опорные плиты,смонтированные на них штамподержатели и штамповые вставки, установленные в штамподержателях посредством шпилек, а также индуктор и теплоизоляц онный кожух с окном для- загрузки и выгрузки заготовок, на котором уста новлен тепловой затвор. Конструкция штампового блока поз воляет производить замену штамповых вставок без демднтажа нагревателя и теплоизоляциоонного кожуха, монтиро вать и демонтировать инструмент в нагретом состоянии .1. Недостатком данной конструкции блока является необходимость подъема ползуна пресса при монтаже и демонта жЬ верхнего штампатаким образом/ чтобы верхний штамп оказался выше теплового затвора штампового блока, что обеспечивает свободный доступ к верхнему штампу, но приводит к боль шим потерям тепла нагретых частей штампового блока,особенно верхнего штамподержателя. Нижний штамп удаля- ется через окно для загрузки ивыгрузки заготовок. Известен штамповый блок для изоте мической штамповки, содержащий смонтированные на опорных плитах штамподержатели со штамповыми вставками, заключенными в теплоизоляционные кожухи с окном для загрузки и выгрузки заготовок, и нагреватель 2. Недостатком блока является необхо д имость подъема теплоизоляционных ко жухов для обеспечения свободного дой тупа к штампу, что приводит к большим потерям тепла нагретых частей блока, особенно нижнего штамподержателя. Целью изобретения является уменьшение тепловых потерь во время монтажа и демонтажа штамповых вставок в нагретом состоянии, сокращение времени выхода блока на рабочий режим после смены штампов и обеспечег ниё быстрой замены нагревателя без демонтажа теплоизоляционного кожуха. Поставленная цель достигается тем, что в штамповом блоке для изотермической штамповки, содержащем смонтированные на опорных плитах штамподержатели со штамповыми вставками, заключенными в теплоизоляционные кожухи с окном для загрузки и выгрузки заготовок, и нагреватель, на противоположных сторонах внутреннего кожуха на уровне расположения штамповых вставок выполнены окна для монтажа и демонтажа инструмента, а наружный кожух смонтирован с возможностью поступательного перемещения относительно внутреннего кожуха и снабжен устройством для жесткого крепления его относительно подвижного штамподержателя. Причем нагреватель выполнен в виде элементов сопротивления, смонтированных в специёшьном каркасе, подвижно расположенном между штамподержатеrtHMHи внутренним кожухом, при этом в нижних торцах теплоизоляционных кожухов выполнены пазы для размещения токоподводящих шин нагревателя. На чертеже изображен предлагаемый штамповый блок в сомкнутом положении, вертикальный разрез. Штамповый блок состоит из верхней Iи нижней 2 штамповых вставок, закрепленных шпильками 3 в штаьмподержателях 4 и 5, которые смонтированы на опорных плитах 6 и 7. Для нагрева . штамповых вставок предназначены элементы 8 сопротивления, размещенные в каркасе 9. Каркас подвижно установлен между штамподержателями 4 и 5 и внутренним теплоизоляционным кожухом 10, смонтированным в наружном кожухе 11, свободно установленном на нижней опорной плите 7. Внутренний кожух 10 неподвижно смонтирован на нижней плите 7. На наружном кожухе IIвинтами 12 закреплен тепловой затвор 13, а на верхней плите 6 - отсекатель 14. На затворе 13 расположены фиксирующие шпильки 15, удерживаемые в исходном положении упругими элементами, например, пружиной 16. Токоподводящие шины 17 размещены в тепло- и электроизолирующей.керамике 18, проходящей через паз 19, выпо.лненный в кожухах 10 и 11. Паз. 19 закрывается заглушкой 20. Во внутреннем кожухе 10 с противоположных сторон выполнены два окна 21 для монтажа и демонтажа штамповых вставок. В наружном кожухе 11 против одного из окон внутреннего кожуха выполнено окно 22 для загрузки и выгрузки .заготовок, которое закрывается дверцей (не показана) . Для удаления шпилек 3 из верхнего штамподержателя 4 в наружном кожухе 11 выполнены отверстия 23. Замена штамповых вставок в блоке производится следующим образом. Когда ползун пресса находится в нижнем положении шпильки 3, соединяющие верхнюю вставку со штамподержателем, выбирают через отверстия 23 в наружном кожухе 11. Затем фиксирующими шпильками 15 соединяют тепловой затвор 13 с отсекателями 14, т.е. наружный кожух 11 неподвижно соединяют с верхней плитой 6. При ходе ползуна пресса вверх поднимают наружный кожух 11 до положения,при котором нижний .торец кожуха оказывается выше верхней кромки окна 21 для монтажа.и демонтажа вставок 1 и 2. После этого удаляют шпильки 3, соединяющие нижнюю штамповую вставку 2 со штампр держателем, и извлекают штамповые / вставки 1 и 2 из .нижнего штамподержателя 5 и внутреннего кожуха 10. Установка штамповых вставок Производится в обратном порядке. , .
Для замены отработавших свой срок элементов сопротивления внутренний 10 и наружный 11 кржухи соединяют неподвижно между собой при помощи спе циальных шпилек. Каркас 9, с элементами 8 сопротивления соединяют неподвижно с нижним штамподержателем 5. Затем движением ползуна пресса вверх поднимают кожухи 10 и 11 до положения, при котором обеспечивается свободный доступ к каркасу 9. После этого каркас 9 удаляется из штампового блока. Монтаж нового каркаса с эле-:: ментами сопротивления осуществляется в обратном порядке.
Штамповый блок работает следующим .образом.
На нижнюю вставку 2 укладьюают нагретую заготовку, верхней вставкой 1 производят штамповку, при этом штамповые вставки нагреты до температуры деформации заготовки, т.е.
штамповка производится в изотерми- . ческих условиях. По окончании процес
са отштампованную заготовку извлекают из штампа и цикл повторяется.
Таким образокуприменение двухслойного теплоизоляционного кожуха, состоящего из отдельных самостоятельных кожухов, а также монтаж элементов сопротивления нагревателя в специальном каркасе, по .. сравнению с известным устройством позволяет предохранить нагретые части от остывания во время смены штгилповых вставок, осуществить быструю замену отработавших свой срок элементов сопротивления, что значительно уменьшает тепловые потери и повышает производитель-
ность труда..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Устройство для изотермической штамповки | 1983 |
|
SU1144751A1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU829300A1 |
| Устройство для изотермической штамповки | 1981 |
|
SU1028410A1 |
| Устройство для горячей изотермической штамповки | 1978 |
|
SU876246A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1712052A1 |
1.ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ, содержащий смонтированные на опорных плитах штамподержатели со штамповыми вставками,, заключенными в теплоизоляционные кожухи с окном для разгрузки и загрузки заготовок, и нагреватель, о т л и- ч ающийся тем, что, .с целью уменьшения тепловых потерь и повышения.производительности путем сокращения времени выхода блока на рабочий режим после смены штампов, на противоположных сторонах,внутреннего кожуха на уровне расположения штамповых вставок выполнены окна для монтажа и демонтан а инструмента, а наружный кожух смонтирован с возможностью поступательного перемеще- . ния относительно внутреннего кожуха и снабжен устройством для жесткого крепления его относительно подвижного штамподержателя. 2. Блок ПОП.1, отлиЧ ающийся тем, что нагреватель выполнен в виде элементов сопротивления, смонтированных в специальном каркасе, подвижно расположенном межСО ду штамподержателями и внутренним кожухом, при этом в нижних торцах с теплоизоляционных кожухой выполнены пазы для размещения токОподводящих шин нагревателя. о о О9 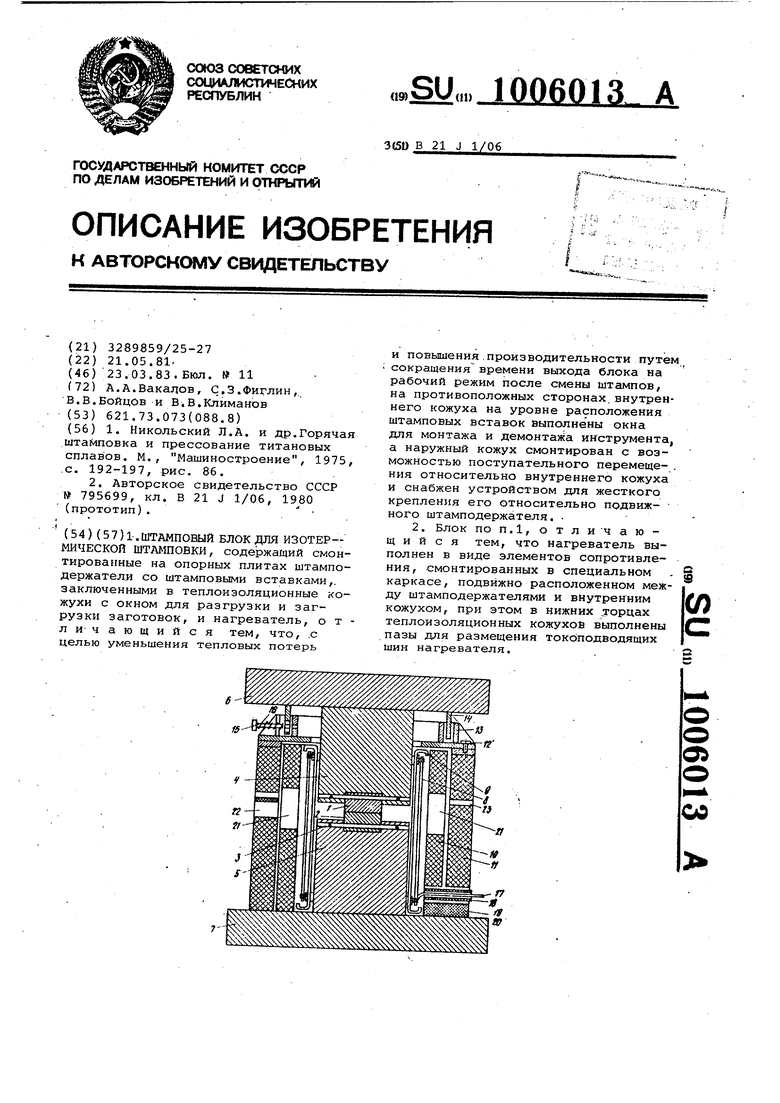
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Никольский Л.А | |||
| и др.Горячая штамповка и прессование титановых сплавов | |||
| М., Машиностроение, 1975, .с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамповый блок для горячей изо-ТЕРМичЕСКОй шТАМпОВКи | 1977 |
|
SU795699A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
