(54) ШТАМП ДЛЯ ГОРЯЧЕЙ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячего,преимущественно изотермического деформирования | 1977 |
|
SU721235A1 |
| Штамп для горячей изотермической штамповки | 1979 |
|
SU871984A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Устройство для горячей изотермической штамповки | 1981 |
|
SU1077688A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Устройство для горячей изотермической штамповки | 1978 |
|
SU876246A1 |
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении металлических штампованных изделий, например тонкостенных деталей из титановых сплавов, путем горячей изотермической штамповки.
Известен штамп для горячей изотермической штамповки, содержащий подвижную и неподвижную части, в каждой из которых закреплен теплоизоляционный кожух с выполненным в одном из них окном для загрузки заготовок, а также нагреватель рабочей зоны 1
Недостатком данного штампа является низкое качество изделий, в особенности с тонкими сечениями, в связи с тем, что отштампованные изделия после извлечения из штампа охлаждаются на воздухе.
Цель изобретения - повьпиение качества штампуемых изделий за счет уменьшения скорости охлаждения после
штамповки.
Поставленная цель достигается тем что штамп для горячей изотермической штамповки, содержащий подвижную и неподвижную части, в каждой из которых закреплен теплоизоляционный кожух с выполненным в одном из них окном
для загрузки заготовок, а также нагреватель рабочей зоны, снабжен охватывающим нижнюю часть рабочей зоны на уровне окна для загрузки заготовок поворотным кольцом с гнездами для размещения отштампованных изделий, смонтированным в выполненной внутри одного из упомянутых кожухов кольцевой полости, сообщенной с од0ной стороны посредством выполненного во внутренней части кожуха окна с рабочей зоной, а с другой стороны посредством выполненного в наружной части кожуха окна - с атмосферой.
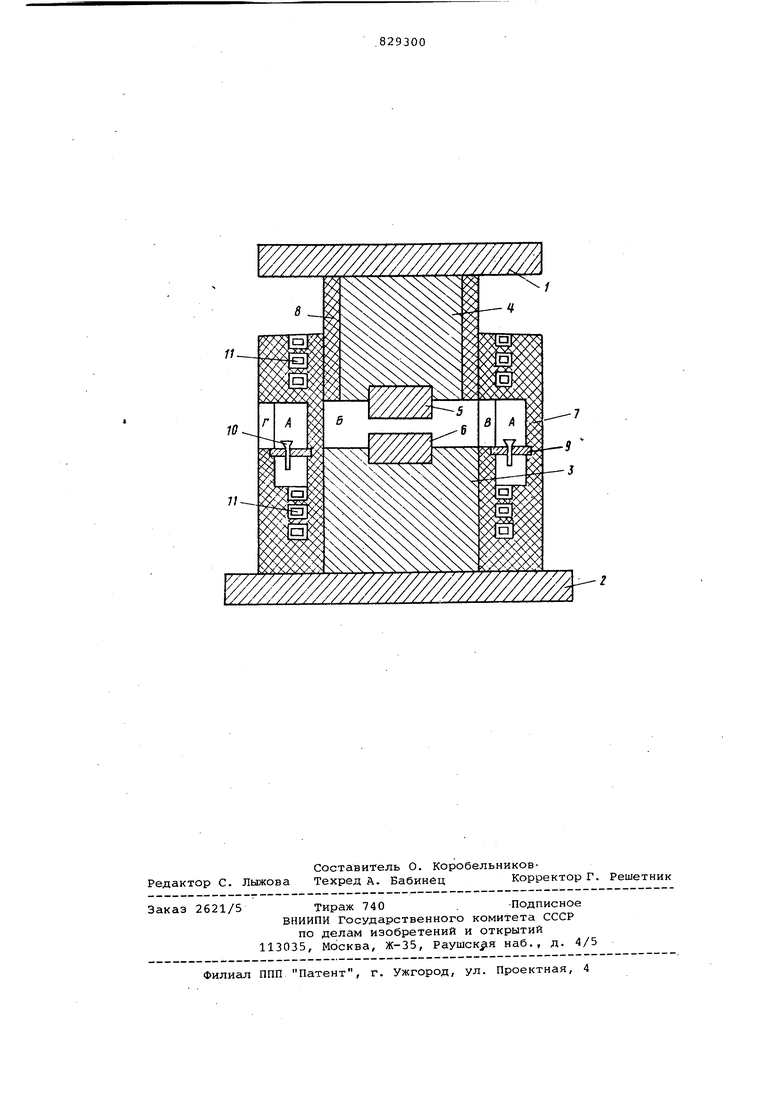
На чертеже схематически изображен
5 штамп для горячей изотермической штамповки, разрез.
Штамп состоит из верхней 1 и нижней 2 -плит, на которых с помощью
0 штамподержателей 3 и 4 закреплены штамповые вставки 5 и 6. Штамп снабжен теплоизоляционной згидитой, которая выполнена в виде двух кожухов, нижнего Неподвижного 7 и верхнего
5 подвижного 8. В неподвижном кожухе 7 выполнено рабочее окно для загрузки и выгрузки заготовок (на чертеже не показано) и охватывающая нижнюю часть рабочей зоны кольцевая полость
0 А, соединенная с одной стороны с
рабочей зоной Б, окном Вис другой стороны - с атмосферой окном Г. В полости А кожуха 7 смонтировано поворотное кольцо 9 с гнездами под отштампованные изделия 10.
Нагрев штампа и поддержание необходимой температуры осуществляется нагревателем 11, например индикатором.
Штамп работает следующим образом.
В исходном положении нагретая заготовка укладывается в штамп и деформируется при ходе ползуна пресса вниз. После возвращения ползуна в исходное положение отштампованное изделие извлекается изручья штампа и через окно В, соединяющее рабочую полость Б с кольцевой полостью А, укладывается в гнездо кольца 9. После этого кольцо поворачивается на определенный, заранее заданный, угол таким образом, что против окна В устанавливается следующее гнездо поворотного кольца 9. Цикл повторяется.
Поворот кольца может осуществляться как от индивидуального привода, так и от ползуна пресса при ходе его вниз или вверх.
Удаление отштампованного изделия из гнезда кольца 9 производится через окно Г, соединяющее кольцевую полость А с атмосферой.
В связи с тем, что укладка отштампованного изделия в гнездо производится без выемки из установки, а последующее охлаждение происходит -при соответствующих поворотах кольца 9 в кольцевой полости А, температура в которой понижается постепенно, охлаждение изделия после штамповки осуществляется с заранее заданной скоростью и не превышает скоростей охлаждения, существующих при термообработке, что значительно повышает качество штампованных изделий, однородность структуры металла изделий и исключает возможность их коробления от термических напряжений, возникающих при резком перепаде температур между нагретым изделием и окружающей средой.
Формула изобретения
Штамп для горячей изотермической штамповки, содержащий подвижную и неподвижную части, в каждой из которых закреплен теплоизоляционный кожух с выполненным в одном из них окном для загрузки заготовок, а такж нагреватель рабочей зоны, о т л и чающи. йся тем, что, с целью повышения качества штампуемых изделий за счет уменьшения скорости их охлаждения после штамповки, он снабжен охватывающим нижнюю часть рабочей зоны на уровне окна для загрузки заготовЬк поворотным кольцом с гнездами для размещения отштампованных изделий, смонтированным в выполненной внутри одного из упомянутых кожухов кольцевой полости, сообщенной с одной стороны посредством выполненного во внутренней части кожуха окна с рабочей зоной, а с другой стороны посредством выполненного в наружной части кожуха окна - с атмосферой.
Источники информации, принятые во внимание при экспертизе
//
10
7/
