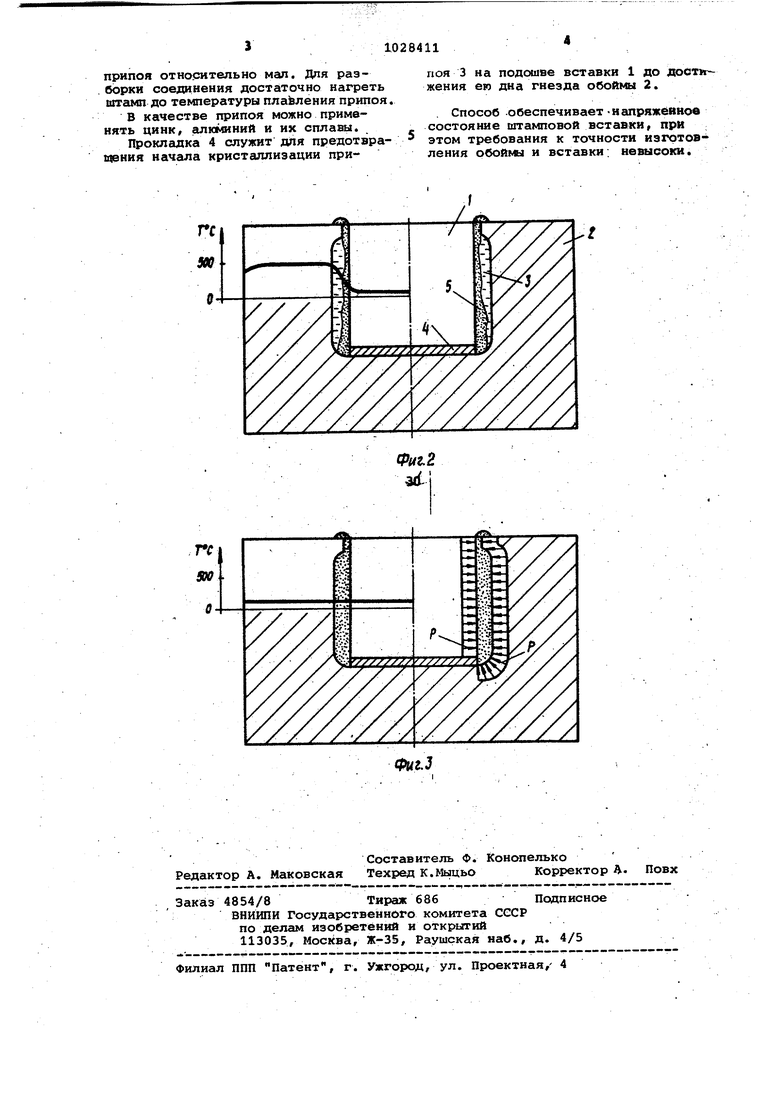
Изобретение относится к обработке металлов давлением, а именно к способам изготовления инструментов для Деформирования металлов, и может быть использовано при горячей и холодной объемной штамповке. Известен способ закрепления штампов вставки в обойме, включающий изготовление сопрягаемых поверхностей вставки и обоймы по посадке с натягом, разогрев обоймы до температуры, обеспечивающей свободную установку вставки в обойму, и охлаждение С ЗТакой способ применяют для тяжело нагруженных штампов, когда для обеспечения прочности вставки необходимо создать в ней напряженное состояние близкое к всестороннему сжатию, статком описанного способа является требование высокой точйости и чистоты обработки посадочных поверхностей вставки и обоймы, а также сложность разборки штампа. Известен способ (23 закрепления штамповой вставки в обойме, который включает установку вставки в гнездо обойглы с зазором и заполнение этого зазора наполнителем. Зазор уплотнен с открытых сторон так, что образует герметичную кольцевую полость. В качестве наполнителя применена вязкая среда, давление в которой создается специальным устройством и сохраняется во время работы штампа. Преимуществом такой конструкции является равномерное распределение давления на вставку и независимость этого давления от величины зазора. Недостатке способа является слож- ность создания надежного уплотнения вязкой среды в случае, если вставка имеет призматическую форму. Наиболее близким к предлагаемому является способ закрепления штамповой вставки в обойме, включаюсгий установку вставки в гнездо обоймы с зазором, нагрев обойма и. вставки, заполнение зазора расплавленным припоем и последуияцёе охлаждение с кристаллизацией припоя С J. надежно закрепляет вставку в обойме и, в случае припоев, содержащих выступ, обеспечивает напряженное состояние вставки за счет расширения припоя при кристаллизации. Однако известные висмутовые припои не обеспечивают работоспособност высоконагруженных штамповых вставок из-за недостаточного сжатия вставки Цель изобретения - повышение работоспособности штампа путем увеличения напряженности вставки. Поставленная цель достигается тем что согласно способу закрепления штамповой вставки в обойме, включаю1«ему установку вставки в гнездо обой мы с зазором, нагрев обоймы и встав ки, заполнение зазора расплайленным припоем и последующее охлаждб ние с кристаллизацией припоя, обойму нагревают перед установкой в нее; вставки до температуры выше темпе 1атуры плавления припоя, вставку нагревают до температуры ниже температуры при-поя, а зазор выполняют перем нного сечения с сужением в зоне вхрда в гнездо. Припой может быть введен и гнездо обойгфл до установки вставки а выше уровня припоя может быть установлена с возможностью перемещения вместе с вставкой прокладка, нагретая до температуры обоймы. На фиг. 1 изображена обой вставкой в процессе сборки; на фиг. 2 - то же, в процессе кристаллизации припоя; на фиг. 3 - ::о же. На этих после кристаллизации припоя. же фигурах приведено распределение температуры в обойме и вставки. Способ реализуется следукяшм образом. Итамповук вставку 1, до температурр-т л , устанавливаю:: в гнездо обоймы 2, нагретой до температуры( BHDje температуры пяалления припоя Г причем предварительно в гнездо вводят припой 3 и про сладку 4, При опускании вставки 1 в гшздо обоймы расплавленный припой .1 вытесняется в зазор между вставкой и обоймой. Прокладка 4, нагретая до температуры обоймы 2, препятствует кристаллизации расплава 3 у подсхавы вставки 1. Если удельный вес распла ва 3 выше удельного веса материала прокладки 4, прокладка 4 можот просто плавать поверх расплава 3; В противном случае следует предусмотреть устройство, удерживаквдее про1сладку 4 выше уровня расплава 3. Можно, например, установить ее с помощью пластин, деформируе2 5ых при опускании вставки 1. Вставку 1 необходимо опускать в полость обой1 м 2 доста точно tocTpo. При этом избыток расплава 3 выйдет наружу. Вслед л-вие теплообмена между вставкой 1 и обоймой 2 в зоне сужения зазора произойдет снижение температуры 1эасплава 3i до величины, равной при1/1ерно среднеарифметическому температур обоймы и вставки. В результате расплав в этой зоне затвердеет. Застывший припой 3 играет роль уплотнения, не позволяющего расплаву вых здить из зазора. Твердение расплава происходит под давлением Р, созда:заемым охлаждающейся обоймой . Этода:зление сохраняется и после того, как весь наполнитель застынет. Усадка припоя , которс1я имеет место при переходе его из жидкого состоянии.в твердое, почти не сказывается на величине натяга, поскольку объем
припоя относительно мал. Для раз.борки соединения достаточно нагреть штамп до температуры плавления припоя.
В качестве припоя можно применять цинк, |Ё1люминий и их сплавы.
Проклблка 4 служит для предотвращения начала кристаллизации припоя 3 на подошве вставки 1 до достлжения ею дна гнезда обоймы 2.
. Способ Обеспечивает-напряжёйное состояние штамповой вставки, при этом требования к точности изготовления обойкы и вставки; нешлсоки.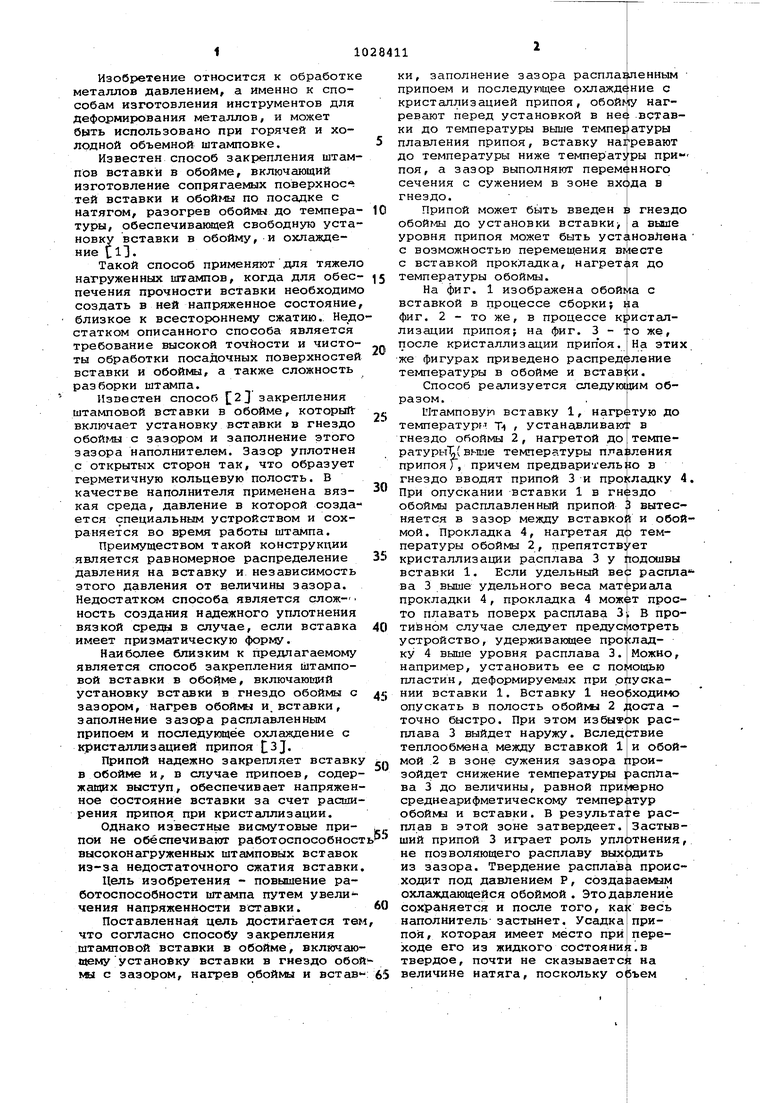
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПРИПОЯ | 2006 |
|
RU2351448C2 |
| Способ капиллярной пайки | 1990 |
|
SU1824265A1 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА И ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ИЗ ЛИТЫХ ЗАГОТОВОК МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2448806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ ПАЙКОЙ | 2012 |
|
RU2537979C2 |
| Устройство для автовакуумной пайки | 1990 |
|
SU1759576A1 |
| СПОСОБ ПАЙКИ ТРУБНОЙ ДОСКИ С ТОНКОСТЕННЫМИ ТРУБКАМИ | 1998 |
|
RU2153407C2 |
| Устройство для автовакуумной пайки крупногабаритных деталей | 1980 |
|
SU893431A1 |
| ЭЛЕКТРИЧЕСКИЙ КОНТАКТНЫЙ УЗЕЛ ИНЕРТНОГО АНОДА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ В СОЛЕВОМ РАСПЛАВЕ И СПОСОБ ЕГО МОНТАЖА | 2009 |
|
RU2418889C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ОТЛИВОК | 2016 |
|
RU2637442C1 |
1. СПОСОБ ЗАКРЕПЛЕНИЯ UTTAMПОВОЙ ВСТАВКИ В ОБОЙМЕ включающий установку вставки в гнезде обоймы с зазором, нагрев обоймы и вставки, заполнение зазора расплавленным прийоем и последующее охлаждение с кристаллизацией припоя, о т л и ч аю щ и и с я, тем, что, с целью повышения работоспособности штампа путем увеличения напряженности вставки, обойму, нагревают перед установкой в нее вставки до температуры выше температуры плавления припоя, вставку нагревают до температуры ниже темпеп ратуры плавления припоя, а зазор выполняют переменного сечения с сужением в зоне входа в гнездо. 2. Способ по п. 1, о т л и ч а ющ и и с я тем, что припой вводят в гнездо обойквл до установки вставки, а выше уровня припоя устанавливают с возможностью перемещения вместе с вставкой прокладку, нагретую до температуры обоймы. К 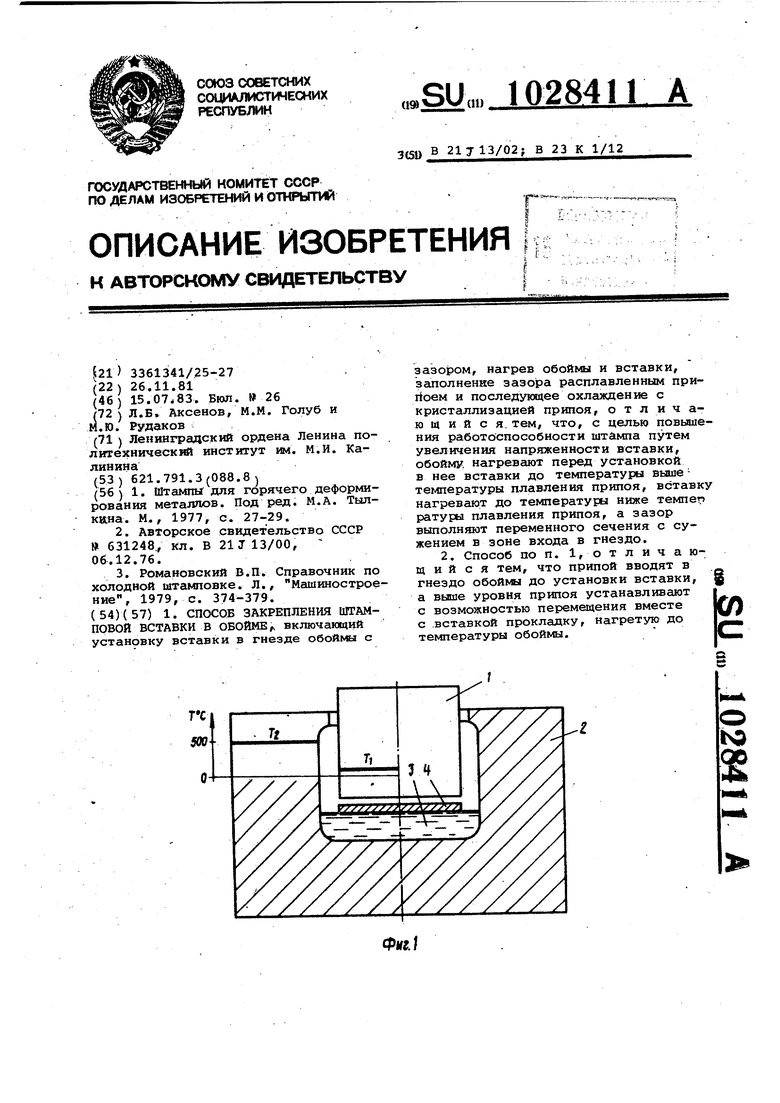
L
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штампы: для горячего деформирования металлов | |||
| Под ред | |||
| М.А | |||
| Тылкана | |||
| М., 1977, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Справочник по холодной штамповке | |||
| Л., Машшюстроение, 1979, с | |||
| Устройство для телефонирования по проводам токами высокой частоты | 1921 |
|
SU374A1 |
