Изобретение относится к машиностроению и предназначено для изготовления таких деталей как, например, картер компрессора, корпус центробежного насоса, цилиндр высокого давления и др.
Известно устройство для автовакуумной пайки крупногабаритных деталей при некапиллярном паяльном зазоре с наполнителем 3, взятое за прототип, В указанном устройстве герметизированный паяльный зазор с наполнителем соединен на входе припоя в зазор с камерой с припоем и на выходе с камерой с сорбентом. При этом в паяльном зазоре установлена перегородка, выполненная сплошной против входа припоя в зазор и с равномерно расположенными отверстиями по всей остальной
поверхности, а также размещена по всему сечению паяльного зазора, отделяя вход расплавленного припоя от наполнителя. Причем, перегородка выполнена из металла, растворяющегося в расплавленном припое (при температуре пайки) при изотермической выдержке.
Недостатком данного устройства является то, что применение перегородки требует увеличения выдержки при температуре пайки, что может вести, в частности, к перегреву металла и опасности разрушения герметизирующих швов. Кроме того, при этом для равномерного распределения припоя в наполнителе, необходимо повышать его давление, что также может привести к разгерметизации. Наличие этих недостатков
VI ел о ел VI ,о
приводит к снижению качества паяного шва.
Целью изобретения является повышение надежности процесса пайки и обеспечения качества паяного шва при большом поперечном сечении некапиллярного паяльного зазора ( 3 мм).
Поставленная цель достигается тем, что в устройстве для автовакуумной пайки крупногабаритных деталей при некапиллярном паяльном зазоре, заполненном наполнителем, содержащем присоединенные посредством каналов к герметизированному паяльному зазору на выходе припоя камеру с сорбентом и установленную на входе приОГ П Ј о -Ч О П f, Г- ПШЛПОПГЛ П VCT3
новлена вставка.
Согласно изобретению, установленная в паяльном зазоре вставка (вставки) размещена в наполнителе по всей длине зазора от входа припоя до его выхода по пути предполагаемого перемещения припоя, при этом она (вставка) выполнена из сплава с температурой плавления ниже температуры плавления припоя и толщиной более величины проходного сечения капилляров, образованных частицами наполнителя.
При этом вставка может быть выполнена в виде стержня с отростками.
Кроме того, с целью сохранения состава припоя и его свойств, вставка выполнена из сплава, имеющего одинаковую основу с припоем.
В процессе автовакуумного нагрева в результате окислительно-восстановительных процессов частицы наполнителя в местах контакта сращиваются и образуют неподвижный каркас. При достижении температуры плавления вставка расплавляется и растекается по наполнителю, образуя канал, по которому при достижении температуры пайки припой из питателя перемещается по зазору. Проходное сечение канала определяется толщиной вставки, которая может быть составной.
Вставка выполнена в виде стержня с отростками, обеспечивает образование сети каналов в наполнителе и способствует более равномерному распределению припоя по всему сечению паяльного зазора.
Размещение вставки в наполнителе, имеющей температуру плавления ниже температуры плавления припоя обеспечивает образование канала (каналов), соединяющего вход и выход припоя с проходным сечением, большим проходного сечения капилляров, образованных частицами наполнителя.
Аналогично пайке можно выполнить наплавку с образованием в металлической
форме-зазоре композиционного слоя покрытия при пропитке расплавом металла- связки.
Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию новизна. При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые изобретения от
прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию существенные отличия.
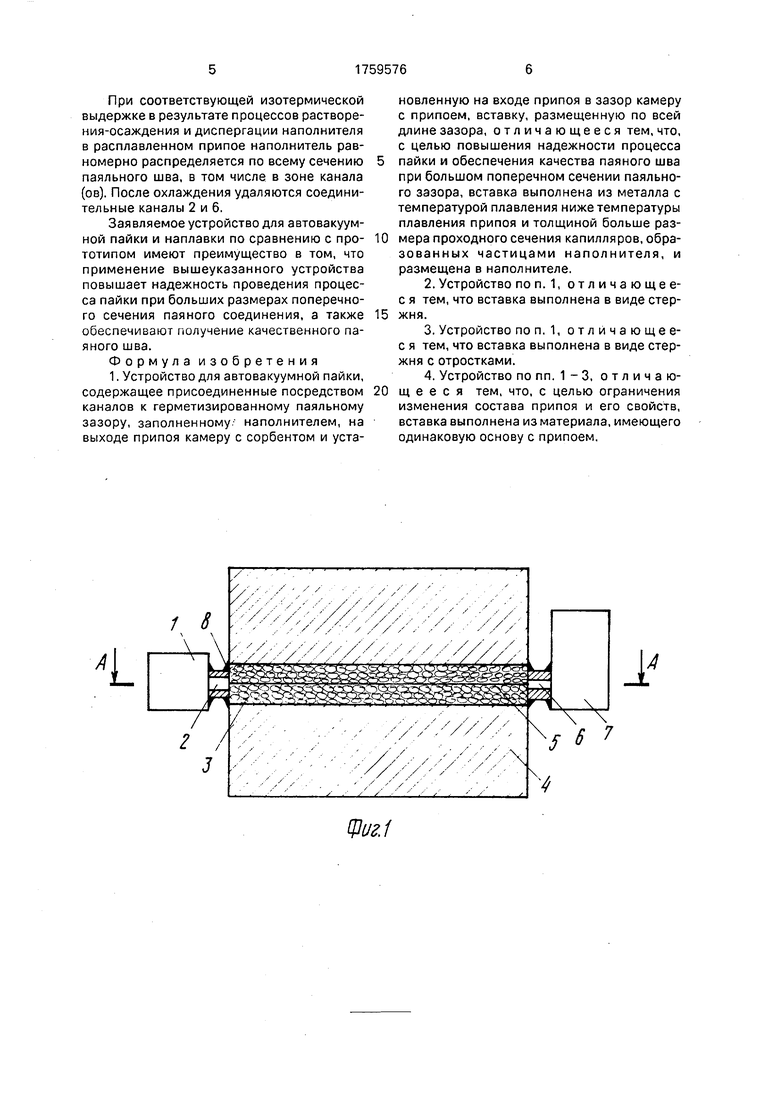
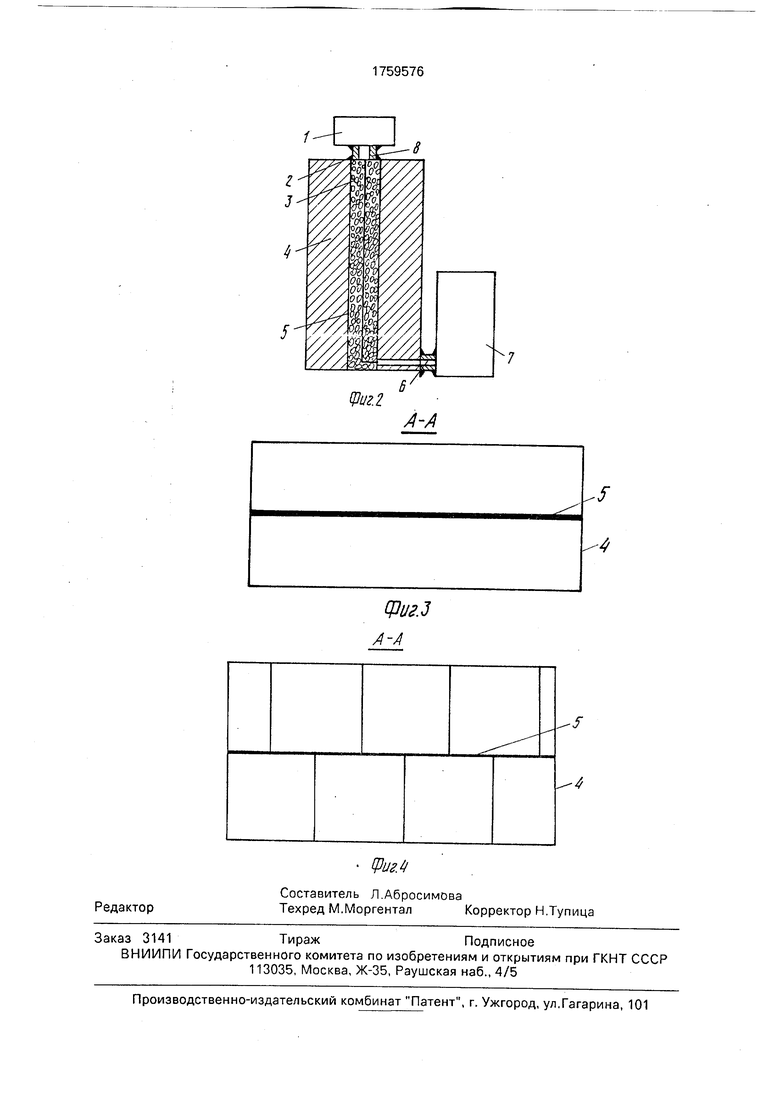
На фиг. 1, 2 представлено устройство
для автовакуумной пайки крупногабаритных изделий с большим паяльным зазором (варианты); на фиг, 3, 4 - разновидности выполнения вставок.
Заявляемое устройство для автовакуумной пайки крупногабаритных деталей при некапиллярном паяльном зазоре с наполнителем содержит камеру с сорбентом 1, присоединенную на выходе припоя каналом 2 к паяльному зазору 3 с наполнителем в изделии 4. В паяльном зазоре установлена вставка 5, выполненная из сплава с температурой плавления ниже температуры плавления припоя и толщиной больше проходного сечения капилляров, образованных частицами наполнителя. На входе припоя в зазор присоединена посредством канала 6 камера с припоем 7. Устройство полностью герметизировано сварными швами 8.
Предлагаемое устройство работает следующим образом.
В паяльный зазор 3 предварительно помещается вставка 5 в виде проволоки или
при необходимости сеть из проволоки, выполненной с требуемой геометрией. Конец проволоки размещается в канале 6, соединяющем камеру с припоем 7 с зазором 3. Зазор заполняется наполнителем и герметизируется по периметру сварным швом 8, оставляя отверстие для проведения необходимых технических операций (удаление инертных газов, продувка кислородом и др.), после чего к зазору 3 присоединяют
камеру с сорбентом 1 через канал 2 и устройство полностью герметизируют сваркой. Подготовленное устройство нагревают в печи. При нагреве происходит плавление проволоки и образование канала (ов) в
паяльном зазоре. При достижении температуры пайки по каналу (ам) перемещается припой под давлением, который затем полностью заполняет паяльный зазор по капил- лярам, образованным частицами наполнителя.
При соответствующей изотермической выдержке в результате процессов растворения-осаждения и диспергации наполнителя в расплавленном припое наполнитель равномерно распределяется по всему сечению паяльного шва, в том числе в зоне канала (ов). После охлаждения удаляются соединительные каналы 2 и 6.
Заявляемое устройство для автовакуумной пайки и наплавки по сравнению с прототипом имеют преимущество в том, что применение вышеуказанного устройства повышает надежность проведения процесса пайки при больших размерах поперечного сечения паяного соединения, а также обеспечивают получение качественного паяного шва.
Формула изобретения
1. Устройство для автовакуумной пайки, содержащее присоединенные посредством каналов к герметизированному паяльному зазору, заполненному наполнителем, на выходе припоя камеру с сорбентом и установленную на входе припоя в зазор камеру с припоем, вставку, размещенную по всей длине зазора, отличающееся тем, что, с целью повышения надежности процесса
пайки и обеспечения качества паяного шва при большом поперечном сечении паяльного зазора, вставка выполнена из металла с температурой плавления ниже температуры плавления припоя и толщиной больше размера проходного сечения капилляров, образованных частицами наполнителя, и размещена в наполнителе.
2.Устройство по п. 1, отличающее- с я тем, что вставка выполнена в виде стержня.
3.Устройство поп. 1, отличающее- с я тем, что вставка выполнена в виде стержня с отростками.
4.Устройство по пп. 1-3, отличаю- щ е е с я тем, что, с целью ограничения
изменения состава припоя и его свойств, вставка выполнена из материала, имеющего одинаковую основу с припоем.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автовакуумной пайки крупногабаритных деталей | 1980 |
|
SU893431A1 |
| Конструкция паяного соединения для автовакуумной пайки стыковых швов толстостенных изделий | 1980 |
|
SU942918A1 |
| Устройство длй автовакуумной пайкиКРупНОгАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU846150A1 |
| Способ автовакуумной пайки крупно-гАбАРиТНыХ дЕТАлЕй C НЕКАпилляРНыМиСбОРОчНыМи зАзОРАМи | 1979 |
|
SU831446A1 |
| Наполнитель для некапиллярных паяльных зазоров при автовакуумной пайке стали | 1987 |
|
SU1581527A1 |
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1981 |
|
SU967744A1 |
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1981 |
|
SU1044452A1 |
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1980 |
|
SU927460A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| Способ пайки изделий с развитыми паяемыми поверхностями | 1976 |
|
SU664774A1 |
Использование: пайка, в частности изготовление с применением пайки ответственных деталей, например, картеров компрессоров, цилиндров высокого давления корпусов центробежного насоса и др. Устройство содержит присоединенные с помощью каналов к герметизированному паяльному зазору, заполненному наполнителем, камеру с сорбентом и камеру с припоем. По всей длине зазора в наполнителе размещена вставка из металла с температурой плавления ниже температуры плавления припоя, толщина вставки больше размера проходного сечения капилляров, образованных частицами наполнителя. Вставка может быть выполнена в виде стержня, в том числе и с отростками. Материал вставки может иметь одинаковую основу с припоем. 3 з.п, ф-лы, 4 ил. со с
1
Щиг.1
8
Риг.2
-f -4
ФигЗ
А-А
| Устройство для автовакуумной пайки крупногабаритных деталей | 1980 |
|
SU893431A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
