Изобретение относится к технологии 9бработки открытых пазов в тонких стенках корпусных деталей конце вьми фрезами на ст-анках с числовьам -программным управлением. Известен способ, согласно которо му фрезу располагают над деталью и перемещают ее на деталь на расстояние, большее толщины детали flj. Однако данный способ не исключае отрыв или изгиб стенки паза. Известен также способ фрезерования отверстий в тонкостенных деталя в которых фрезу вращают прерывисто впротивоположных направлениях вокр оси, смещенной относительно центра фрезы 23. Недостатком такого способа являет ся то, что при выходе фрезы с обрат ной стороны стенки заготовки не исключается отрыв или изгиб стенки паза. Известен также способ фрезерования пазов/ согласно которому концевую фрезу подводят к боковой поверх ности заготовки и фрезеруют паз, пе ремещая фрезу в направлении, перпендикулярном указанной поверхности FsJ Однако при обработке тонкостенных деталей наблюдается отрыв и изгиб стенки при выходе фрезы. Цель изобретения - повышение качества обработки. Указанная цель достигается тем, что согласно способу фрезерования пазов, при котором концевую- фрезу подводят к боковой поверхности заготовки и фрезеруют паз, перемещая фрезу в направлении, перпендикулярно указанной поверхности, после, подвода фрезы к боковой поверхности заготовки фрезу-перемещают на расстояние, равное половине толщины заготовки, затем выводят из тела последней и на ускоренной подаче перемещают к боковой поверхности заготовки, противоположной первой, после чего окончательно фрезеруют паз насквозь. На фигЛ представлена схема расположения фрезы и детали; на фиг.2 вид А на фиг.1; на фиг.З - схема перемещения фрезы. . Согласно предлагаемому способу . обработку паза 1 в.детали 2 ведут концевой фрезой 3 диаметром .Ее подают на глубину Обработки и.подводят к бокевой поверхности заготовки. После этого фрезу перемещают на расстояние i/2 где 4 - толщина заготовки, в направлении, перпендикулярном поверхности заготовки, что на чертеже соответствует траектории (.)4-(.)5. Затем выводят фрезу из детали по траектории (.)5-(.)6 и подводят на ускоренном ходу по траектории {.)б(.)-(.)8 к противоположной боковой поверхности. Затем фрезеруют паз насквозь. Перемещение фрезы на величину -t/2 за счет . равномерного распредёления припуска и соответственно равных и противоположно направленных сил резания позвол 1ет предохранить от отрыва или изгиба стенки паза при выходе фрезы и повысить качество обработки/ а также производительность труда за счет, применения оптимальных условий резания.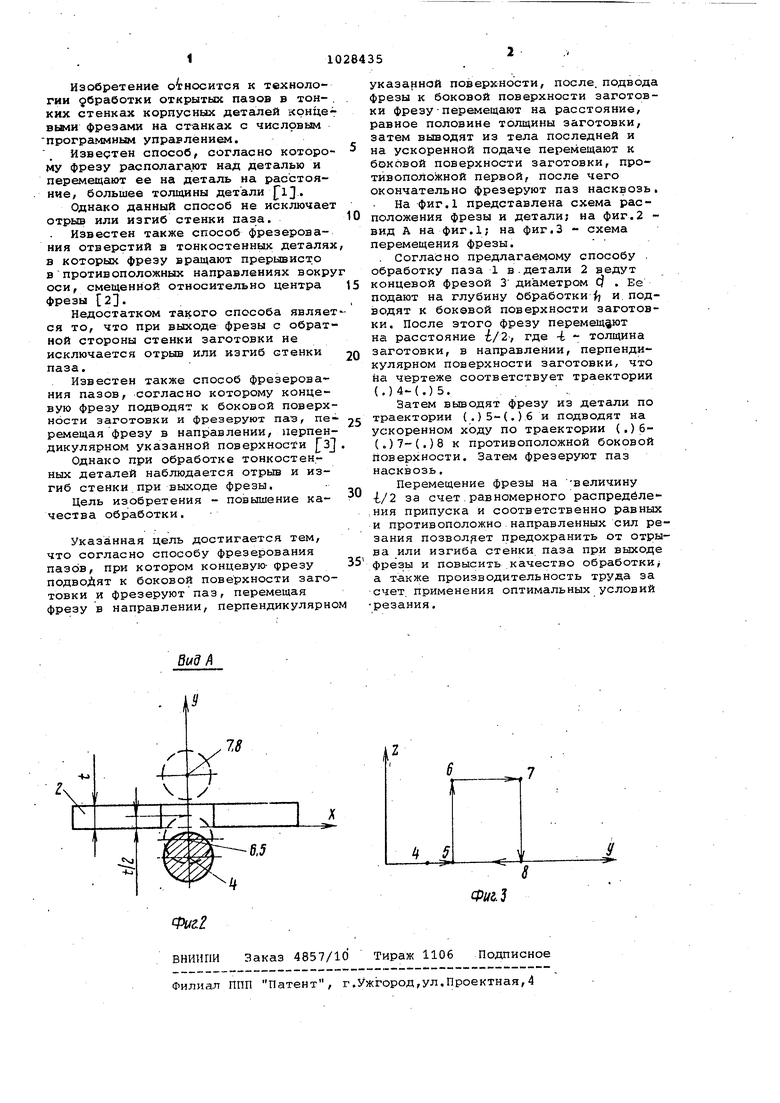
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ДЕТАЛЯХ | 2016 |
|
RU2645827C2 |
| Способ фрезерования пазов в тонкостенных деталях | 2020 |
|
RU2740068C1 |
| Способ фрезерования пазов в тонкостенных заготовках | 1984 |
|
SU1194598A1 |
| Способ фрезерования пазов в тонкостенных заготовках | 1987 |
|
SU1583228A1 |
| Способ фрезерования пазов в тонкостенных заготовках | 1984 |
|
SU1194597A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| Способ фрезерования пазов в тонкостенных заготовках | 1990 |
|
SU1813598A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫЕМКИ В ДЕТАЛИ И ДЕТАЛЬ С ВЫЕМКОЙ | 2011 |
|
RU2585906C2 |
| ВСЕСОЮЗНАЯ J fi4TEHriJO^-:{/:...r,:---;ibH&J'y:^^,r~^ _1 | 1971 |
|
SU295620A1 |
СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ЗАГОТОВКАХ, при котором концевую фрезу подводят к боковой поверхности заготовки и фрезеруют паз, Перемещая фрезу в направлении, перпендикулярном указанной поверхности, отличающийся тем,, что, с целью повышения качества обработки, после подвода фрезы к боковой поверхности заготовки фрезу перемещают на расстояние, равное половине толщины заготовки, затем выводят из тела последней и наг ускоренной подаче перемещают к боковой поверхности заготовки, противоположной первой, после чего окончательно фрезеруют паз насквозь.§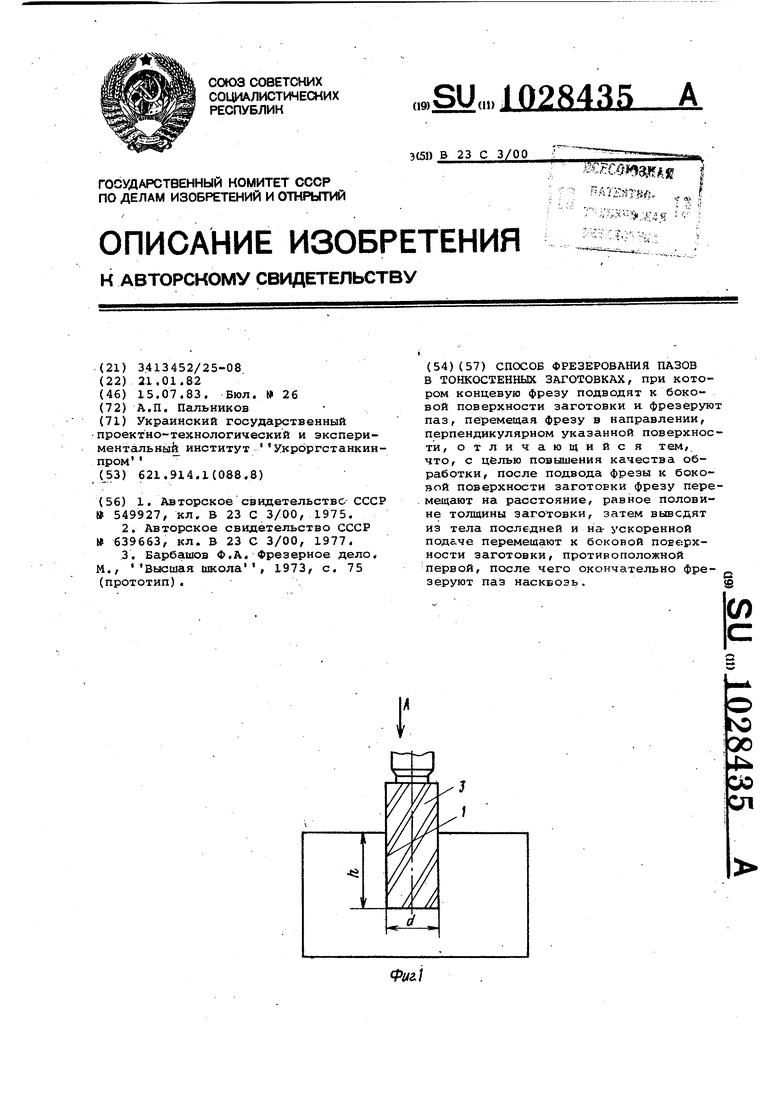
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельстве СССР 549927, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Фрезерное дело, М., Вьюшая школа , 1973, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
