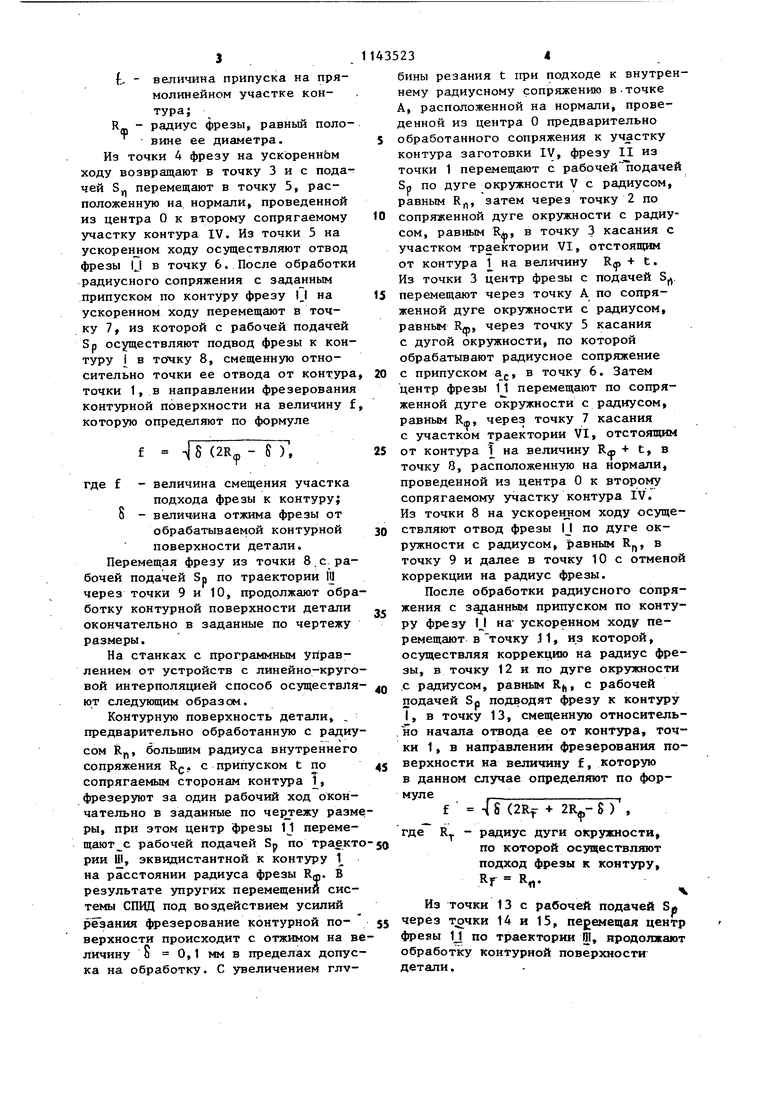
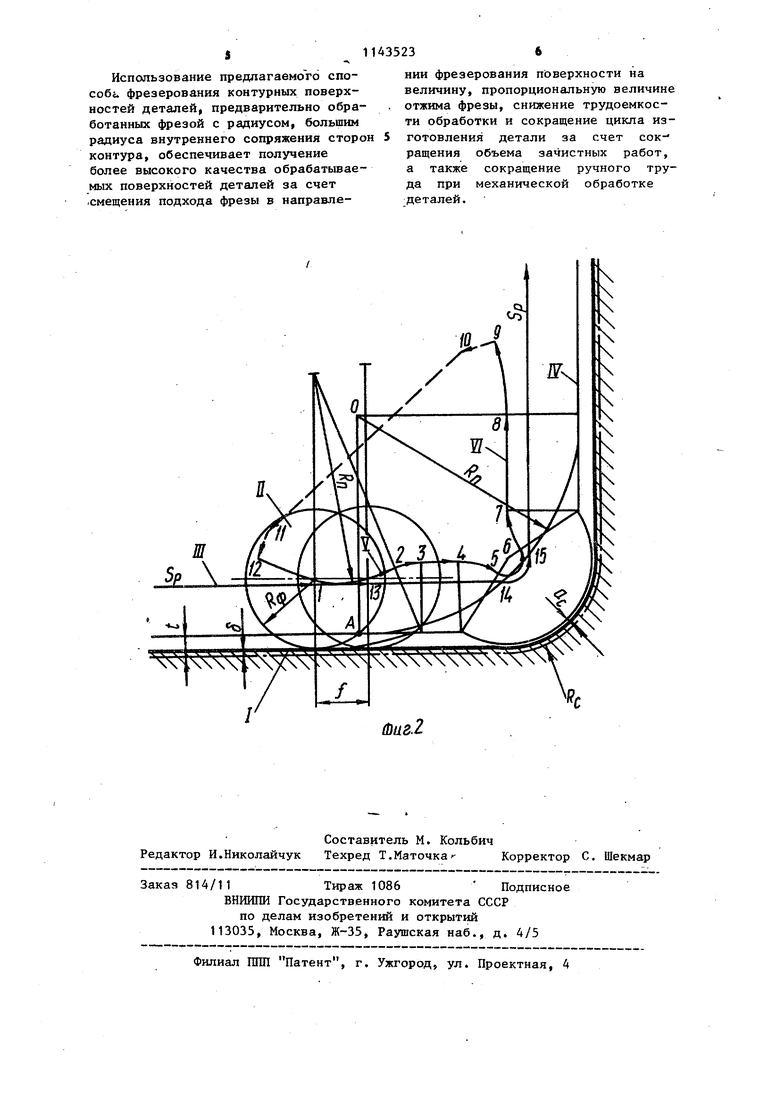
Изобретение относится к обрабо металлов резанием и может быть использовано при фрезеровании дет лей на станках с программным упра лением. Известен способ фрезерования контурных поверхностей, при котор припуск в местах внутренних радиу ных сопряжений удаляют по крайней мере за два рабочих хода при окон чательном фрезеровании контурной поверхности, причем с увеличением глубины резания при подходе к рад ному сопряжению фрезу отводят от контура и обрабатьшают сопряжение с заданным припуском, после чего фрезу подводят к контуру в точке начала отвода и ведут окончательное фрезерование поверхности детали ГЛ . Недостатком известного способа является наличие погрешностей обработки на контурной поверхности в виде радиусных выработок в месте отвода фрезы от обрабатьюаемого контура и подвода к нему с целью продолжения фрезерования поверхности, вызванных зт РУгими перемещениями системы СПИД под воздействием усилий резания. Это связано с отжимом фрезы относительно детали в процессе фрезерования. При подво фрезы к ранее обработанному контур происходит повторная обработка поверхности, при этом снимается припуск, равный величине отжима фрезы в процессе удаления основног припуска. Наличие таких выработок снижает качество обработки и надежность детали в работе из-за концентрации напряжений в этом мес Цель изобретения - уменьшение п грешностей, вызываемых упругими пе ремещениями системы СПИД. Поставленная цель достигается тем, что согласно способу фрезерования контурных поверхностей, при котором припуск в местах внутренних радиусных сопряжений удаляю по крайней мере за два рабочих хода при окончательном фрезеровании контурной поверхности, причем с увеличением глубины резания при подходе к радиусному сопряжению фрезу отводят от контура и обрабатывают сопряжение с заданным припуском, после чего фрезу подводят к контуру и ведут окончательное фрезерование, фрезу подводят к контуру в точке, смещенной от точки начала отвода в направлении фрезерования на величину, пропорциональную величине отжима фрезы. На фиг. 1 представлена схема обработки на станках с программным управлением от устройств с линейной интерполяцией; на фиг. 2 - то же, от устройств с линейно-круговой .интерполяцией.. Способ обработки на станках с программным управлением от устройств с линейной интерпретацией осуществляют следующим образом. Контурную поверхность детали, предварительно обработанную с радиусом R|j, большим радиуса внутреннего сопряжения R-, с припуском t по сопрягаемым сторонам контура i, фрезеруют за один рабочий ход окончательно в заданные по чертежу размеры концевой фрезой П. При этом центр фрезы перемещают с рабочей подачей Зрпо траектории )П, эквидистантной к контуру 1 на расстоянии радиуса фрезы R-j. В результате упругих перемещений системы СПИД под воздействием усилий резания фрезерование контурной поверхности происходит с отжимом на величину S O,1 мм в пределах допуска на обработку. С увеличением глубины резания t при подходе к внутреннему радиусному сопряжению в точке А, расположенной на нормали, проведенной из центра О предварительно обработанного сопряжения к контура заготовки IV, фрезу II из точки 1 перемещают с рабочей подачей по прямой в точку 2 пересечения дуги окружности V с радиусом, равным R, с участком траектории VI, от стоящим от контура 1 на величину, большую радиуса фрезы R-, на величину припуска t по контуру.Из точки 2 с подачей S,, меньшей подачи, центр фрезы 11 перемещают в точку 3, затем по биссектрисе угла между сопряженными сторонами в точку 4, оставляя припуск на радиусе сопряженияа -2t(), величина припуска на радиугде а. се сопряжения; радиус внутреннего сопряжения сторон контура; 3 Ь - величина припуска на прямолинейном участке контура;R - радиус фрезы, равный половине ее диаметра. Из точки 4 фрезу на ускореннЬм ходу возвращают в точку 3 и с подачей S перемещают в точку 5, расположенную на. нормали, проведенной из центра О к второму сопрягаемому участку контура IV. Из точки 5 на ускоренном ходу осуществляют отвод фрезы IJ в точку 6. После обработки радиусного сопряжения с заданным припуском по контуру фрезу IJ на ускоренном ходу перемещают в точку 7, из которой с рабочей подачвй SP осуществляют подвод фрезы к контуру i в тачку 8, смещенную относительно точки ее отвода от контура точки 1, в направлении фрезерования контурной поверхности на величину f которую определяют по формуле f т|8 ( - П. где f - величина смещения участка подхода фрезы к контуру; 8 - величина отжима фрезы от обрабатываемой контурной поверхности детали. Перемещая фрезу из точки 8.с рабочей подачей Sn по траектории Ш через точки 9 и 10, продолжают обра ботку контурной поверхности детали окончательно в заданные по чертежу размеры. На станках с программным управлением от устройств с линейно-круго вой интерполяцией способ осуществля ют следующим образом. Контурную поверхность детали, , предварительно обработанную с радиу сом Rp, большим радиуса внутреннего сопряжения R(. с припуском t по сопрягаемым сторонам контура Т, фрезеруют за один рабочий ход окончательно в заданные по че131тежу разм ры, при этом центр фрезы 1J перемещают с рабочей подачей Sn по траект рии Ш, эквидистантной к контуру 1 на расстоянии радиуса фрезы Rm. В результате упругих перемещений системы СПИД под воздействием усилий резания фрезерование контурной поверхности происходит с отжимом на в личину о О,1 мм в пределах допус ка на обработку. С увеличением глу23бины резания t гфи подходе к внутреннему радиусному сопряжению в-точке А, расположенной на нормали, проведенной из центра О предварительно обработанного сопряжения к участку контура заготовки IV, фрезу II из точки 1 перемещают с рабочей Ъодачей SP по дуге окружности V с радиусом, равным R, затем через точку 2 по сопряженной дуге окружности с радиусом, равным R(ij, в точку 3 касания с участком траектории VI, отстоящим от контура 1 на величину Ra + t. Из точки 3 центр фрезы с подачей S перемещают через точку А по сопряженной дуге окружности с радиусом, равным R, через точку 5 касания с дугой окружности, по которой обрабатывают радиусное сопряжение с припуском а, в точку 6. Затем центр фрезы 11 перемещают по сопряженной дуге окружности с радиусом, равным Rm, через точку 7 касания с участком траектории VI, отстоящим от контура Т на величину + t, в точку 8, расположенную на нормали, проведенной из центра О к второму сопрягаемому участку контура IV. Из точки 8 на ускоренном ходу осуществляют отвод фрезы IJ по дуге окружности с радиусом, равным R,, в точку 9 и далее в точку 10 с отменой коррекции на радиус фрезы. После обработки радиусного сопряжения с за; 1анньп4 припуском по контуру фрезу IJ на- ускоренном ходу перемещают в точку .11, из которой, осуществляя коррекцию на радиус фрезы, в точку 12 и по дуге окружности с радиусом, равным Rj,, с рабочей подачей Sp подводят фрезу к контуру I, в точку 13, смещенную относительно начала отвода ее от контура, точки 1 , в направлении фрезерования поверхности на величину f, которую в данном случае определ5пот по формулеf 8 (2R -t- S ) , где R - радиус дуги окружности, по которой осуществляют подход фрезы к контуру, Rf Rfl. Из точки 13с рабочей подачей S« через 14 и 15, перемещая центр фреяы у по траектории т, продолжают обработку контурной поверхности етали.
Использование предлагаемого способе, фрезерования контурных поверхностей деталей, предварительно обработанных фрезой с радиусом, большим радиуса внутреннего сопряжения сторон контура, обеспечивает получение более высокого качества обрабатьюаемых поверхностей деталей за счет .смещения подхода фрезы в направлении фрезерования поверхности на величину, пропорциональную величине отжима фрезы, снижение трудоемкости обработки и сокращение цикла изготовления детали за счет сокращения объема зачистных работ, а также сокращение ручного труда при механической обработке деталей.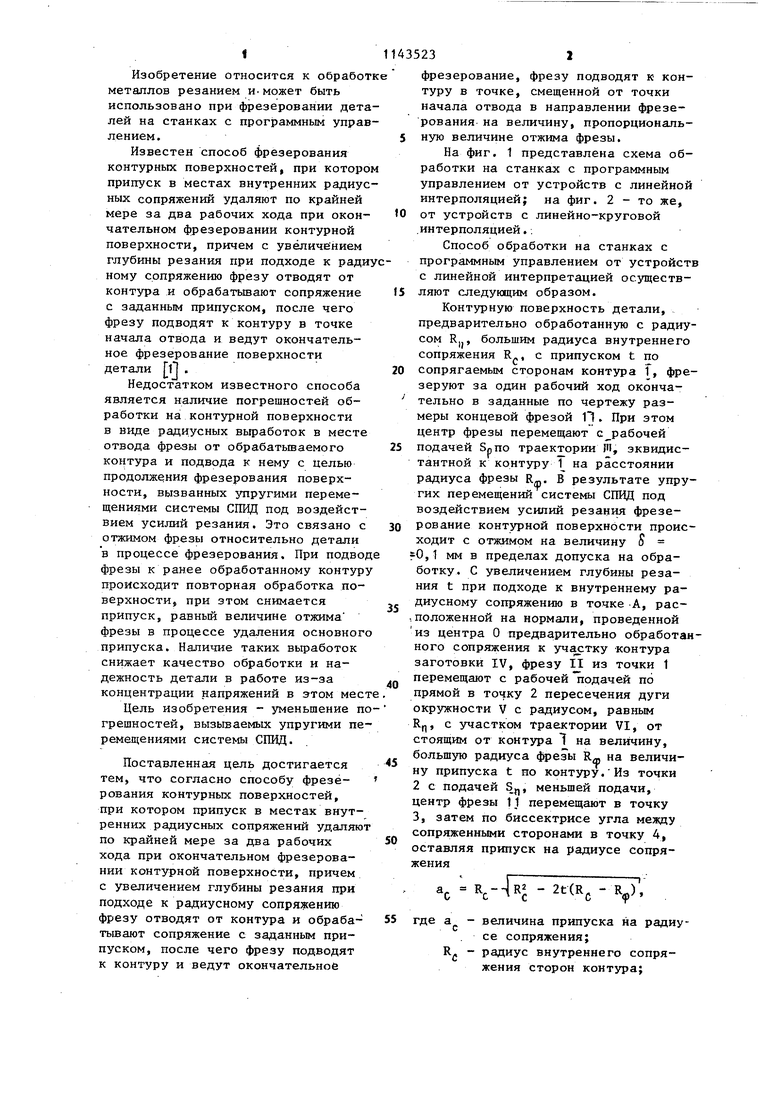
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ фрезерования контурных поверхностей с угловыми переходами сторон | 1986 |
|
SU1397194A1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ фрезерования внутренних радиусных сопряжений сторон контурных поверхностей | 1989 |
|
SU1731462A1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ обработки плоскостей | 1990 |
|
SU1757788A1 |
СПОСОБ ФРЕЗЕРОВАНИЯ КОНТУРНЫХ ПОВЕРХНОСТЕЙ, при котором припуск в местах внутренних радиусных сопряжений удаляют по крайней мере за два рабочих хода при окончательном фрезеровании контурной . ч поверхности, причем с увеличением глубины резания при подходе к радиусному сопряжению фрезу отводят от контура и обрабатьтают сопряжение с заданным припуском, после ,чего фрезу подводят к контуру и ведут окончательное фрезерование, отличающийся тем, что, с целью уменьшения погрешностей, вызываемых упругими перемещениями системы СПИД, фрезу подводят к контуру в точке, смещенной от точки начала отвода фрезы в направлении фрезерования на величину, пропорциональную величине отжима фрезы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
