Изобретение относится к безразмерной обработке свободным абразивом и может &jTb использовано отделк поверхностей длинномерных деталей, имеющих форму тел вращения.
лзвестено устройство для отделки поверхности длинномерных деталей, содержащее заполняемую гранулированной рабочей средой рабочую емкость, смонтированную с возможностью возвратнопоступательного перемещения вдоль изделия и вращения вокруг его оси, при этом в рабочей емкости выполнено отверстие для установки ее на обрабатываемом изделииС13
Недостатком известного устройства является низкая интенсивность обработки, обусловленная тем, что обрабатывах дая среда находится во взвешенном состоянии.
Цель изобретения - интенсификация процесса обработки.
Поставленная цель достигается тем что в известном устройстве для отделки поверхности длинномерных изделий, содержащем рабочую емкость с отверстием для обрабатываемого изделия, . смонтированную с возможностью возвратно-поступательного перемещения вдоль оси изделия и вращения вокруг его оси, рабочая емкость выполнена в виде состыкованных большими основаниями усеченных конусов, оси кокорах расположены перпендикулярно оси отверстия под обрабатываемое изделие, а внутри рабочей емкости установлена цилиндрическая вставка, выполненная из эластичного материала.
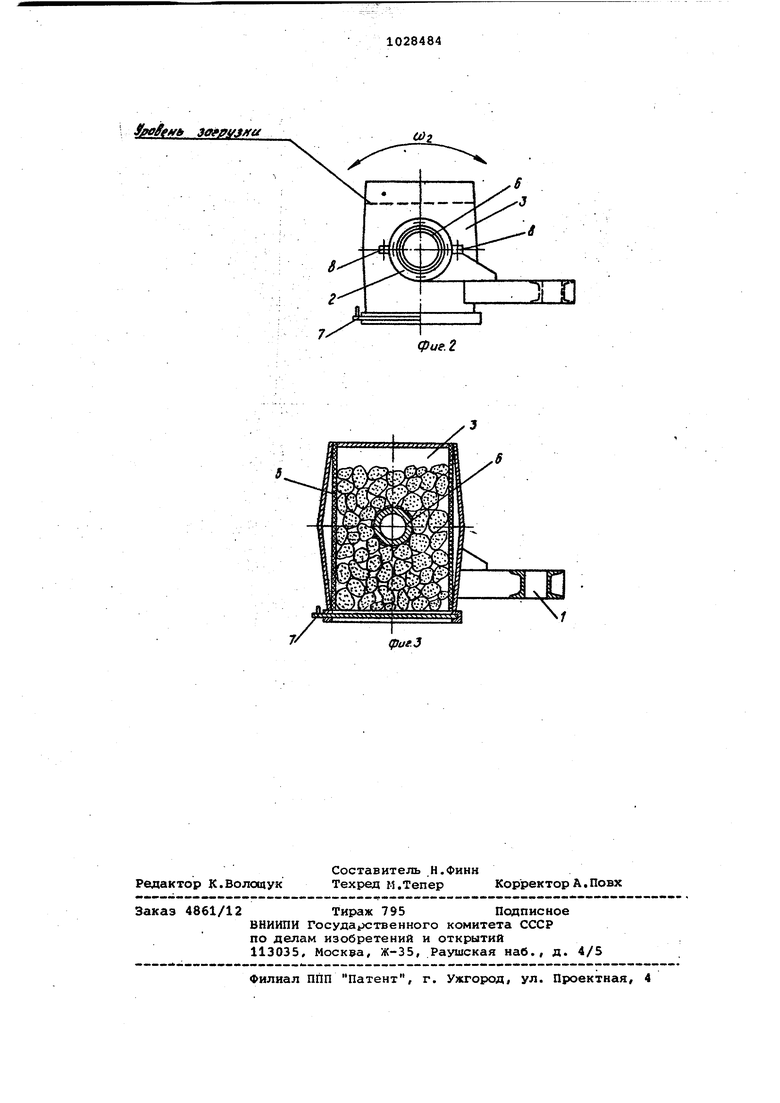
На фиг.1 показано устройство, ввд сверху;, на фиг.2 - то же, вид сбоку; на фиг.З - рабочая емкость, разрез.
На опорной раме 1 в подшипниковых опорах кронштейна 2 установлен корпус рабочей емкости 3 посредством втулок 4. Внутри корпуса 3 размещена цилиндрическая вставка 5, вьшолненная из эластичного материала. Корпус рабочей емкости 3 выполнен в виде двух состыкованных большими основаниями усеченных конусов, в нем имеется отверстие для установки рабочей емкости на обрабатываемую деталь 6. С одного торца корпус .имеет дно, с другого торца располо|жена задвижка 7. В средней части 3 выполнены проушины 8 для фиксации положения корпуса на пластине 9, закрепленной на кронштейне 2.
Устройство работает следугацим образом.
Рабочую емкость 3 надевают на обрабатываемую деталь 6, загружают ее не более чем на 80% объема гранулами абразивно-полирующего наполнителя. Обрабатываемому изделию сообщают вреццение со скорос.тью № , а рабочей емкости - возвратно-поступательные переметцения со скоростью Ч от независимого привода (не показан. При осуществлении возвратно-поступательных перемещений рабоче емкости обрабатывающая среда уплотняется вокруг обрабатываемой детали, обеспечивая интенсивную обработку. Для обновления рабочих свойств среды рабочую емкость периодически переворачивают на 180°, при этом рабочая среда пересыпается и в зоне обработки оказываются новые гранутш. Для переворачивания контейнера отсоец:(иняют проушины 8 от пластин и после опрокидывания рабочей емкости проушины 8 присоединяются к противоположным cTopoHeiM пластин 9. Опрокидывание осуществляют до наступления полного засаливания поверхности гранул. Период полного засаливания устанавливают опытным путем в зависимости от конкретного случая обработки.
Для но 1ального протекания процесса обработки необходимо, чтобы разница мехщу радиусом цилиндрической внутренней вставки и радиусом изделия была не менее удвоенной величины средней грануляции рабочей среды. Исполнение внутренней цилиндрической вставки из эластичного материала и наличие зазора между ней и коцшусом рабочей емкости в среднем сечении позволяет избежать заклинивания рабочих гранул в процессе обработки.
.
выгрузки рабочей емкости пос-ле обработки ее устанавливают таким образсяи, чтобы задвижка 7 находилась внизу, выдвигают задвижку и рабочая масса под действием собственного веса высыпается из рабочей ем- кости, i
использование предлагаемого устройства позволяет повысить интенсивность обработки длинномерных изделий круглого сечения.
yjyaffff Sfffpyj/ftf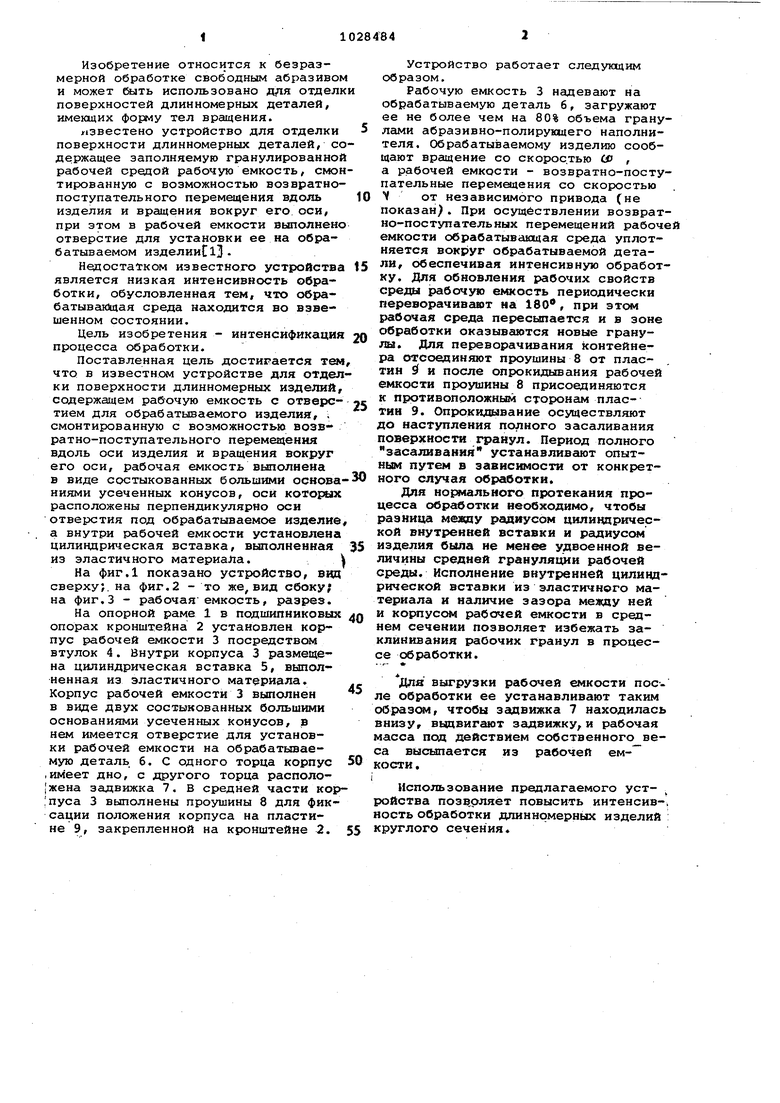
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной обработки длинномерных деталей | 1987 |
|
SU1458180A1 |
| Центробежно-вибрационная установка | 1979 |
|
SU865635A1 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| Устройство для гидроабразивной обработки деталей | 1981 |
|
SU1068273A1 |
| Центробежно-вибрационная установка | 1978 |
|
SU709343A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Центробежная установка | 1979 |
|
SU848317A1 |
| УСТАНОВКА ДЛЯ ГРАНУЛИРОВАНИЯ РАСПЛАВОВ | 1994 |
|
RU2049538C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| СПОСОБ ПРЕЦИЗИОННОГО ЛАТУНИРОВАНИЯ ДЕТАЛИ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339737C1 |
УСТРОЙСТВО ДЛЯ ОТДЕЛКИ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ, содержащее заполняемую гранулированной обрабатывающей средой рабочую емкость смонтированную с возможностью возвратно-поступательного перемещения вдоль изделия и вращения вокруг его оси, при 3foM в рабочей емкости выполнено отверстие для установки ее на обрабатываемом излел11Иг о т л и а.ющ е е с я тем, что,с целью интенсификации процесса обработки, рабочая емкость выполнена в виде состыкованных большими основаниями усеченных конусов, оси а:сположены перпендикулярно оси отверстия под обрабатываемое изделие, при этом внутри рабочей емкости установлена цилиндрическая вставка, выполненная из эяаст тичного материала.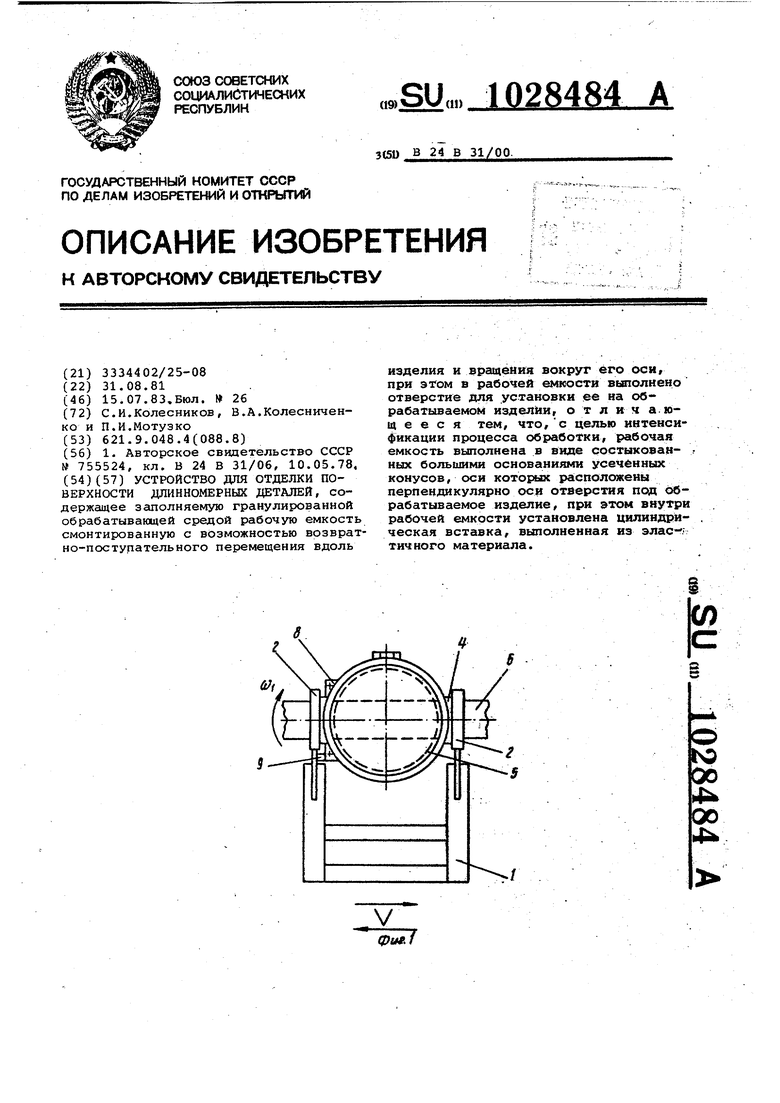
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свгщетельство СССР М 755524, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
