Изобретение относится к попготовке жепеэнору оного сырья в черной мет1аяр. пургии, а именно к зксппуатапии обж№гового оборудования цпя производства жепезоруцных окатышей.
Известен способ сушки футеровки тепловых агрегатов, вкгаочаюишй формирование и подачу теплоноситепя на каждой из стаций процесса сушки с различным уровнем температур и отвоц отработанных газов из системы 1,1 J .
Недостатками этого способа являются возможность его применения для сушки тоггько жаростойкого бетона у сушественное снижение коэффициента использования оборудования, вследствие значительной продолжительности периода сушки агрегата.,
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ сушки футеровки, включающий ступенчатый нагрев футеровки до рабочей темпера-. туры 2 .
Нец остатком данного способа является высокий удельный расход топлива на сушку горнов из-за отсутствия утилизации епла газа- теплоносителя.
Цепь изобретения - сокращение капитальных затрат на сооружение дополнительных топливосжигающихустройст и уменьшения расхода топлива.
Поставленная цель достигается тем, что согласно способу сушки футеровки горнов обжиговых конвейерных машин, включающему ступенчатый нагрев футеровки до рабочей температуры, сушку футеровки производят при сжигании трплива в основных топливосжигаюншх устройствах при температуре в горне по стадиям 35О-450, 700-800 и 1200-130ОС, при этом, начиная со второй стадии для .нагрева воздуха раэбавления включают конвейерную машину и подают рециркуляционную нагрузку из обожженных окатышей высотой слоя на второй и третьей стадиях 5-8 и 25-35 мм/мм среднего диаметра окатышей.
Горн современных обжиговых, конвейерных машин большой единичной MOOIH иосги состоит из отопительного горна с топливосжигаюшими устройствами, переточного коллектора и колпака секций охлажде1дая. Конструкции горна иэготовпены футерованными, причем стойкость футеровки рассчитана на уровень до 130 - 1350 С. Подготовка обжиговых машин к эксплуатации включает
В себя сушку при вполне ; определенном температурно-временном режиме. В настоящее время сущка переточного коллектора и колпака eeioций охлаждения производится газомтеплоносителем, получаемым при сжигании смеси топлива и воздуха - горения в специальных устанавливаемых в колпаке топпивосжигающнх устройстваЭто устройства эксплуатирукпчзя тЪпь- ко при сушке футеровки .вовремя эксплуатацви машины они отключены. Наличие дополнительных топливосжигающих устройств приводит к увеличению капитальных затрат на сооружение агрегата и к усложнению его обслуживания.
Способ рГеализуют следующим образом..
Включают конвейерную пенгу мащины с расположенным на ней слоем из .обожженныхокатышей. Зажигают топливосжйгающие устройства секций подогрева и обжига. Обожженные ркатьгши, проходя через эти секции, за счет тепл фильтруемых через слой продуктов горения, разогреваются и поступают в секцию охлаждения,в которой через слой окатышей снизу вверх подают вентилятором холодный вгэздух. Последний за счет тепла слоя окатышей н&гревается до заданных температур и поступает в колпак секции оклаждешш к переточный коллектор, что позволяет осуществить сушку их футеровки.
Таким образпм, тепло в неотапливаемые технологические секции машины переносится из секций подогрева и обжита обожженными окатышами, $юляк щимися в данном случае рециркуляшювной нагрузкой.
Сушку футеровки следует произво, дить после предварительной вентиляшя всего объема горна в три стадии с различным уровнем температур газатеплоносителя. Меньшее количество стадий сушки приводит к растрескиванию огнеупоров и существенному ухудшению их стойкости, а большее, не повышая стойкости - к увеличению продолжительности сушки.
Тйлпературу теплоносителя в отопительном горне на первой, второй и третьей стадиях сушки следует устанавливать, соответственно,350-450, 70О800 и 1200-1300° С. При меньших температурах чрезмерно увеличивается продолжительность сушки футеровки горна, а при бопышгх (более 450 С на первой стадии, - на второй и - на третьей) возможно pacipe ююанве футеровки горна. На Нарвой стации сушки конвейерная пента н одвижна и возцук раэбавпения & секции поцогрева и обжига поступает хопоцным. На второй и треть стаоияк сушки вкгаочают рециркуляционную нагрузку материапа из обожженных окатышей. Причем высоту обожженных окатышей на втсУрой к третьей стадиях сушки cnety&t устанавливать соответ- ствейно 5-8 и 25-35 мм/мм среднего диаметра окатышей. При меньшей высо те споя обожженных окатышей когеи. чество тепла, передаваемого из секции обжига в секцию охлаждения, оказыварется недостаточным дня качественной сушки футеровки переточного коллектора и колпака секций охлаждения, а при большей высоте слоя обожженных окатышей (на второй стадии - более 8 мм/мм на третьей - более 35 мм/м среднего диаметра окатышей) значитеп ная часть тепла оказывается избыточной и безвозвратно теряется с разгружаемыми окатышами, что приводит к неоправданному увеличению удельного расхода тепла на процесс. Сушность изобретения заключается в получении теплоносителя в горне обжиговых конвейерных машин посредством передачи тепла из секции обжига в, неотапливаемые секции рециркуляцион ным потоком материала, оптимизации работы топливосжигаюших устройств секции обжига и температурно-временного режима сушки футеровки. На чертеже представлена принципиал ная схема обжиговой, конвейерной машины с ксмбинированным горном. Способ реализуется следующим образом (применительно к машине OK-52 После обкатки и включения тягодуть вого оборудования производят вентитиьцию всего объема горна и газоходных трактов, в течение 45 ч атмосферным воздухом Включают топливосжигак щие усярройства .1 секций подогрева 2 и обжига 3 на 30% их мошности. Воэдук разбавления подают вентилятором 4 через колпак 5 секции охлаждения 6 и переточный коллектор 7 в отопительный гора 8 секции обжига. Устанав пивают температуру теплоносителя 400 Отработанный газ дымососся«г 9 сбра.сывается из системы. При этих параметрах осуществляют первую стадию сушки в течение 120 ч. После завершения первой стадии сушки переходят КО второй, для чего включают конвейерную ленту с обжиговыми тележками. На тележки подают обо.жженные окатыши высотой 8 мм/мм среднего диаметра куска, т.е. 8.12, мм, где 12,5 мм средний диаметр обожженных окатышей. Увеличивает нагрузку топпивосжигаюших устройств 1 секций подогрева И бжига до 6О%. Устанавливают в -отолителсьном горне 8 температуру теплоносителя 85ОС. Теплоноситель просасывают через спой окатышей и сбрасы- вшот из системы дымососом 9. За счет физического тепла теплоносителя осушествляют сушку отопительного и нагрев рециркуляционного потока окатышей до , Окатыши с т&кой температурой поступают в зону охлаждения. Используемый в качестве воздуха разбавления атмосферный воэдух, подаваемый вентилят(Чзом 4 за счет I физического тепла окатышей нагревают до 45ОС (при фильтрации слой). Этим воздухом производят сушку колпака 5, переточного коллектора 7. Де лее воздух разбавления подают в переточный коллектор. При этих параметрах осуществляют вторую стадию сушки в течение 190 ч. После завершения второй стадии сушки переходят к треть, для чего сначала увеличивают высоту слоя обожженных окатышей до ЗО мм/мм среднего диаметра куска,т.е. до 12,5. мм..Нагрузку топливосжигак. 1ших устройств 1 увеличивают до 1ОО%. В отопительном .горне 8 устанавливают температуру теплоносителя 1250С Рециркуляционный поток обожженных окатышей нагревают до . Воздух разбавления за счет физического тепла окатышей нагревают до . При этих параметрах осуществляют третью стадию сушки в течение 9О ч. После этого горн обжиговой машины готов к нормальной эксплуатапии. Коэффициент расхода воздуха в отопительном горне 8 регулируют изменением количества воздуха горения(т.а. изменением степени открытия соответ ствующей дроссельной заслонки) и контролируют по стандартным термопарам и химанализу теплоносителя. Температуру теплоносителя в отсящн тельном горне регулируют изменением количества воздуха разбавления и кош ролируют стандартным термопарами. Высоты обожженных окатышей регулируют заавижками на выхоае из бункера
$10287326
постели и контролируют стандартнымисушки и разогрев футеровки в 2,0уровнемерами. ,2,5 раза при всех требуемых в пронэПрецлагаемое изобретение обеспечи-менфемонтный срок экспяуатапик футе
вает равномерность разогрева всего обье-5 ровки на 7-14% и снижается уцеиьный
ма футеровки, и, бпецоватеггьно, ее ц&.расхоп топлива на процесс суипш и рапостность, сокращается процопжитепьностьзогрев на 25-4О%.
водстве режимах процесса, повышается
| название | год | авторы | номер документа |
|---|---|---|---|
| Обжиговая конвейерная машина | 1985 |
|
SU1308817A1 |
| Способ и устройство для производства окатышей | 2017 |
|
RU2652684C1 |
| Обжиговая конвейерная машина | 1990 |
|
SU1770706A1 |
| ОБЖИГОВАЯ КОНВЕЙЕРНАЯ МАШИНА | 1992 |
|
RU2064639C1 |
| Отопительный горн обжиговых конвейерных машин | 1980 |
|
SU1023187A1 |
| Горн обжиговых машин конвейерного типа | 1980 |
|
SU970062A1 |
| Способ эксплуатации обжиговой машины конвейерного типа | 1985 |
|
SU1323835A1 |
| Способ подготовки теплоносителя для обжиговых конвейерных машин | 1988 |
|
SU1544828A1 |
| КОМБИНИРОВАННАЯ КОНВЕЙЕРНАЯ МАШИНА | 1992 |
|
RU2026523C1 |
| Отопительный горн обжиговых конвейерных машин | 1981 |
|
SU953414A1 |
СПОСОБ СУШКИ ФУТЕРОВКИ ОБЖИГОВЫХ КОНВЕЙЕРНЫХ МАШИН, вкшочаюишй ступенчатый нагрев футеровки до рабочей температуры, .отличающийся тем, что, с цепью сокращений капитальных затрат На сооружение дополнительных топливосжигаюишх устройств и уменьшений расхода топлива, сушку футеровки производят при сжигании топлива в основных топливосжигаюших устройствах при температуре в горне по стади51М 35О450, 700-80О и 1200-1300С, при этом,начиная со второй стадии для нагрева воздуха разбавления включают конвейерную машину и подают рециркуляционную нагрузку из обожженных (Л окатышей высотой слоя на второй и третьей стадиях 5-8 и 25-35 мм/мм среднего диаметра окатышей. N5 СХ) со ю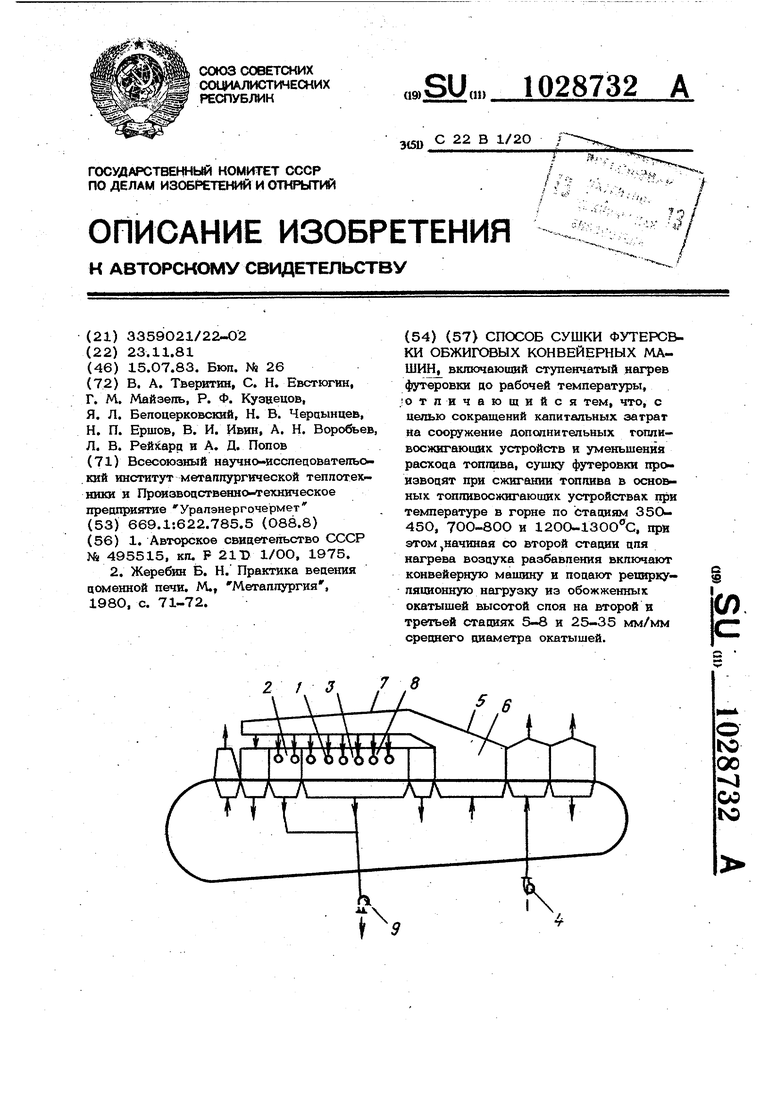
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления огнеупорных элементов плавильных и термических печей | 1972 |
|
SU495515A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Жеребин Б | |||
| Н | |||
| Практика ведения доменной печи | |||
| М., Метаппургия, 1980, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
