ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу шлифования поверхности обрабатываемой детали, пригодному для механической обработки обрабатываемой детали из твердого хрупкого материала, такого как сапфировая пластина, или из труднообрабатываемого материала.
УРОВЕНЬ ТЕХНИКИ
При шлифовании обрабатываемой детали, такой как сапфировая пластина или кремниевая пластина, используемые для изготовления полупроводникового устройства, шлифовальный круг подают к обрабатываемой детали и он шлифует ее до состояния зеркального блеска при одновременном вращении с высокой скоростью на плоскошлифовальном станке, снабженном чашеобразным шлифовальным кругом.
Однако существует проблема в случае обрабатываемой детали, представляющей собой твердый хрупкий материал, такой как сапфировая пластина, заключающаяся в том, что подобную обрабатываемую деталь невозможно механически обработать с высокой точностью при высокой производительности обработки на станке. Более конкретно, когда обрабатываемая деталь твердая, край шлифовального круга с трудом врезается в обрабатываемую деталь, так что быстро происходит истирание абразивных шлифовальных зерен во время шлифования и ухудшение состояния поверхности шлифовального круга вследствие засаливания и нагрузки, и осыпание становится сильным, и вскоре шлифование становится невозможным. В результате шлифовальный круг сам по себе изнашивается или становится невозможной его подача, и, следовательно, шлифование выполняют с очень низкой производительностью обработки на станке. Для шлифовального круга порядка #1500 или более существует проблема, связанная с тем, что при его использовании на практике невозможно выполнить шлифование твердой обрабатываемой детали.
Решения данной проблемы включают разработку шлифовального круга с очень острыми зернами и разработку станка с высокой жесткостью, обеспечивающего возможность подачи шлифовального круга с большим усилием. Помимо подобных общих решений существует способ, который обеспечивает вращение шлифовального круга с высокой частотой вращения при числе оборотов порядка 6000 об/мин при его подаче для выполнения шлифования при одновременной подаче суспензии, содержащей мелкие абразивные зерна, на шлифуемую поверхность обрабатываемой детали (патентный документ 1).
Документ уровня техники
Патентный документ
Патентный документ 1: Опубликованная нерассмотренная заявка на патент Японии №2013-222935
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Проблемы, решаемые изобретением
Данный способ выполнения шлифования при одновременной подаче суспензии обеспечивает эффект ускорения самозатачивания шлифовального круга посредством абразивных зерен, находящихся в текучей среде суспензии. Можно ожидать, что подача шлифовального круга будет осуществляться при его заточенном состоянии по сравнению с тем случаем, когда шлифование выполняют без подвода суспензии.
Однако при реальном шлифовании обрабатываемой детали из твердого хрупкого материала шлифовальный круг вращается с высокой скоростью при числе оборотов порядка 6000 об/мин помимо того, что разница в твердости между обрабатываемой деталью и абразивными зернами шлифовального круга мала. Следовательно, применимый диапазон абразивных зерен и т.д. шлифовального круга становится резко ограниченным, и трудно использовать шлифовальный круг в таком состоянии, в котором абразивные зерна соответственно осуществляют самозатачивание во время шлифования. В результате шлифовальный круг становится непригодным лишь при незначительном изменении режима обработки, и, следовательно, существует проблема, связанная с тем, что будет отсутствовать возможность шлифования обрабатываемой детали с высокой точностью, что приводит к увеличению шероховатости поверхности и ухудшению плоскостности (полного разброса по толщине - TTV) обрабатываемой детали.
В частности, если абразивные зерна шлифовального круга истираются и шлифовальный круг становится засалившимся, высокоскоростное вращение засалившихся абразивных зерен шлифовального круга вызывает хрупкое разрушение, такое как вынужденное царапание шлифуемой поверхности обрабатываемой детали, и характеристики шероховатости поверхности, которые имеет шлифуемая поверхность обрабатываемой детали, ухудшаются. Поскольку засалившийся шлифовальный круг вращается с высокой скоростью, тепловыделение в обрабатываемой детали и в держателе во время шлифования становится большим. Шлифование обрабатываемой детали происходит при тепловом расширении как обрабатываемой детали, так и держателя, и, следовательно, плоскостность (полный разброс по толщине (TTV)) обрабатываемой детали после шлифования ухудшается.
В особенности в том случае, когда обрабатываемую деталь шлифуют чашеобразным шлифовальным кругом, увеличение температуры в центральной части обрабатываемой детали, с которой шлифовальный круг находится в постоянном контакте, является значительным, и шлифование обрабатываемой детали происходит при тепловом расширении ее центральной части с образованием выпуклости. В результате поверхность обрабатываемой детали, подвергнутой шлифованию, становится вогнутой, и плоскостность ухудшается.
С учетом подобных традиционных проблем задача настоящего изобретения состоит в разработке способа шлифования поверхности обрабатываемой детали, который обеспечивает возможность инновационной и точной механической обработки обрабатываемой детали, такой как деталь из твердого хрупкого материала или труднообрабатываемого материала и заметного повышения производительности обработки на станке.
Средства решения проблемы
В способе шлифования поверхности обрабатываемой детали, который обеспечивает шлифование обрабатываемой детали посредством чашеобразного шлифовального круга при одновременной подаче суспензии, содержащей абразивные зерна, настоящее изобретение предусматривает вращение шлифовального круга с низкой окружной скоростью.
Предпочтительно, если окружная скорость шлифовального круга составляет не более 500 м/мин, предпочтительно от 30 до 430 м/мин.
Суспензию предпочтительно капают или распыляют на обрабатываемую деталь. Кроме того, также приемлем вариант, в котором воздух, нагнетаемый из распылительного сопла, вдувают в суспензию во время ее капания из трубки для капания, и суспензию подают к шлифуемой части обрабатываемой детали при одновременном выдувании в виде тумана.
Суспензию предпочтительно подают понемногу с расходом, не превышающим 4,0 мл/см2/ч и предпочтительно составляющим от 1,0 до 2,0 мл/см2/ч.
Соответствующим материалом обрабатываемой детали является твердый хрупкий материал или труднообрабатываемый материал. Кроме того, суспензия предпочтительно содержит абразивные зерна, которые способствуют самозатачиванию шлифовального круга во время шлифования обрабатываемой детали.
Преимущества изобретения
В соответствии с настоящим изобретением имеются преимущества, заключающиеся в том, что обрабатываемая деталь, такая как твердый хрупкий материал или труднообрабатываемый материал, может быть подвергнута инновационной и точной обработке на станке, и производительность обработки на станке заметно повышается.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой вид в перспективе плоскошлифовального станка, показывающий первый вариант осуществления настоящего изобретения.
Фиг. 2 представляет собой вид в плане того же самого.
Фиг. 3 представляет собой вид спереди того же самого.
Фиг. 4 представляет собой график, показывающий зависимость между окружной скоростью шлифовального круга и температурой обрабатываемой детали/полным разбросом по толщине (TTV).
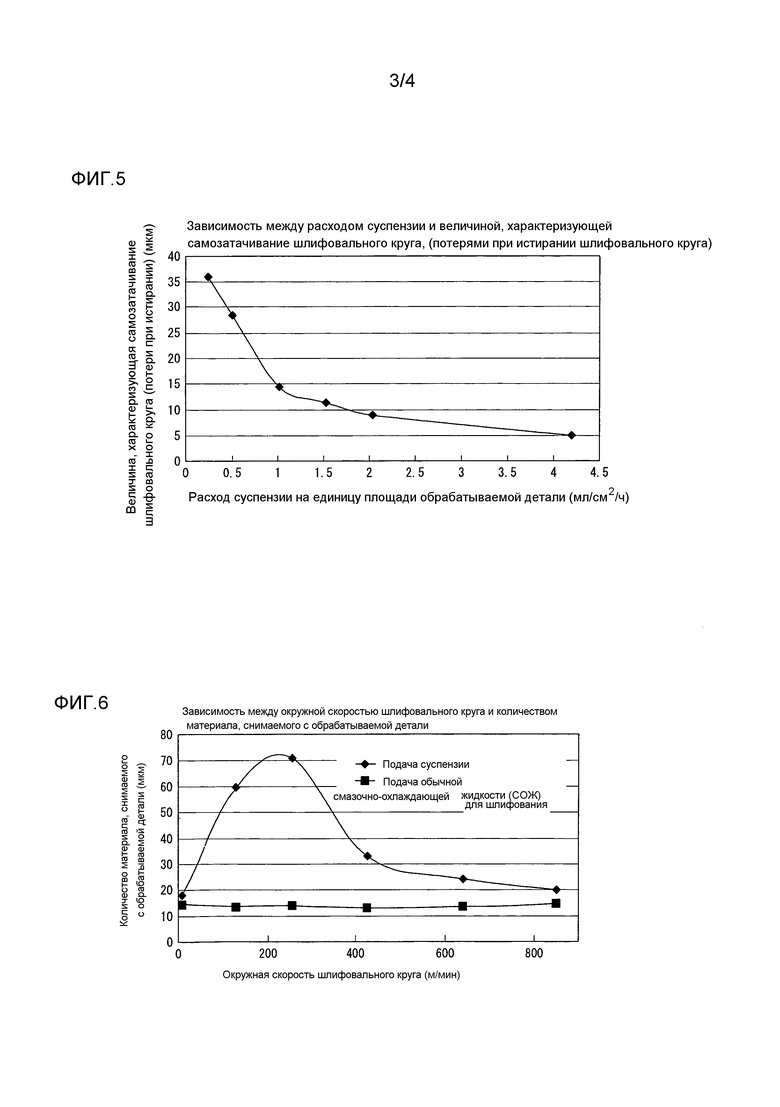
Фиг. 5 представляет собой график, показывающий зависимость между расходом суспензии и величиной, характеризующей самозатачивание шлифовального круга (потерями при истирании).
Фиг. 6 представляет собой график, показывающий зависимость между окружной скоростью шлифовального круга и количеством материала, снимаемого с обрабатываемой детали.
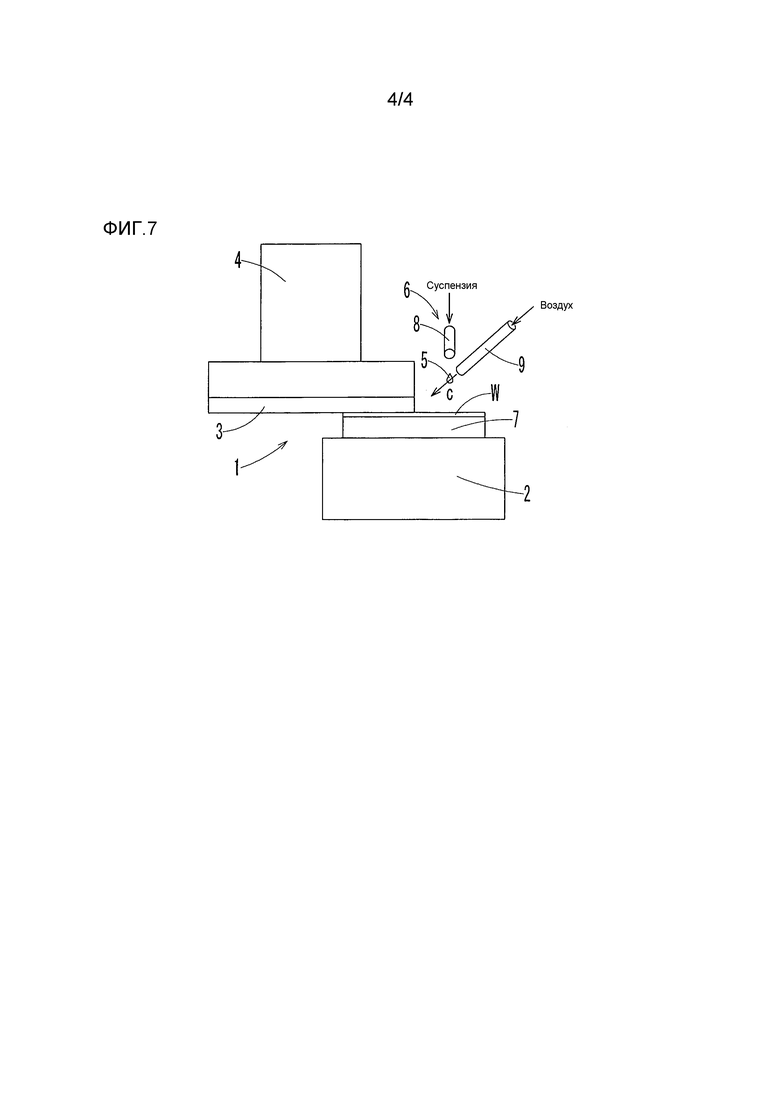
Фиг. 7 представляет собой вид спереди плоскошлифовального станка, показывающий второй вариант осуществления настоящего изобретения.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В дальнейшем варианты осуществления настоящего изобретения будут описаны подробно на основе чертежей.
Фиг. 1-3 иллюстрируют первый вариант осуществления настоящего изобретения. Соответственно, фиг. 1 показывает вид в перспективе плоскошлифовального станка, фиг. 2 показывает вид в плане плоскошлифовального станка, и фиг. 3 показывает вид спереди плоскошлифовального станка.
Как показано на фиг. 1-3, плоскошлифовальный станок 1 включает в себя стол 2 с держателем, выполненный с возможностью вращения вокруг вертикальной оси в направлении стрелки а, шлифовальный круг 3, расположенный в вертикальном направлении над столом 2 с держателем с возможностью перемещения и выполненный с возможностью вращения в направлении стрелки b, и средство 6 подачи, выполненное с конфигурацией, обеспечивающей возможность капания или распыления суспензии 5, содержащей абразивные зерна, и подачи ее понемногу на верхнюю поверхность обрабатываемой детали W, расположенной на столе 2 с держателем, во время шлифования.
Направление вращения стола 2 с держателем и обрабатываемой детали W является произвольным, и также существует возможность вращения или стола 2 с держателем, или обрабатываемой детали W, или как стола 2 с держателем, так и обрабатываемой детали W в направлении, отличном от данного варианта осуществления, соответствующим образом. В данном варианте осуществления в качестве примера приведен плоскошлифовальный станок 1 с вертикальным шпинделем, в котором стол 2 с держателем и шлифовальный круг 3 приводятся во вращение вокруг вертикальной оси. Однако плоскошлифовальный станок 1 может представлять собой станок наклонного типа, в котором стол 2 с держателем приводится во вращение вокруг наклонной оси.
Стол 2 с держателем имеет удерживающее средство 7, на верхней поверхности которого обрабатываемая деталь W может быть размещена по существу концентрически. Стол 2 с держателем выполнен с конфигурацией, обеспечивающей возможность его вращения вокруг вертикальной оси в направлении стрелки а с числом оборотов, составляющим менее 500 об/мин. Удерживающее средство 7 состоит из средства всасывающего типа или другого соответствующего средства, и обрабатываемую деталь W размещают с возможностью съема на верхней поверхности удерживающего средства 7. Стол 2 с держателем может быть приведен во вращение с числом оборотов, составляющим 500 об/мин или более.
Шлифовальный круг 3 выполнен с чашеобразной формой и установлен с возможностью съема на нижнем конце шпинделя 4 шлифовального круга. Шлифовальный круг 3 расположен с эксцентрическими смещением относительно центра обрабатываемой детали W так, что сторона периферийного края шлифовального круга 3 проходит мимо по существу центральной части обрабатываемой детали W. Когда шлифовальный круг 3 приводится во вращение с низкой окружной скоростью, не превышающей 500 м/мин, предпочтительно составляющей от 30 до 430 м/мин и более предпочтительно - составляющей порядка по существу от 50 до 250 м/мин, при шлифовании обрабатываемой детали W шпиндель 4 шлифовального круга опускают для подачи шлифовального круга 3 так, чтобы нагрузка при шлифовании стала по существу постоянной. В том случае, когда диаметр шлифовального круга 3 составляет, например, 160 мм, окружная скорость шлифовального круга 3 составляет по существу от 30 до 430 м/мин при обеспечении числа оборотов, составляющего по существу от 60 до 860 об/мин.
Средство 6 подачи предназначено для подачи суспензии 5 понемногу в виде тумана к центральной части обрабатываемой детали W или к зоне вблизи центральной части обрабатываемой детали W. Средство 6 подачи имеет трубку 8 для капания, предназначенную для капания суспензии 5 понемногу сверху на центральную часть обрабатываемой детали W или на зону вблизи центральной части обрабатываемой детали W, и распылительное сопло 9 для нагнетания воздуха к центральной части обрабатываемой детали W или к зоне вблизи центральной части обрабатываемой детали W и вдувания суспензии 5, подаваемой каплями из трубки 8 для капания, в виде тумана посредством данного воздуха.
В качестве часового расхода суспензии 5 подходящим является расход, составляющий не более 4,0 мл/см2/ч, предпочтительно расход следующего порядка - от 1,0 до 2,0 мл/см2/ч. Суспензию 5 с данным расходом подают понемногу непрерывно или периодически. Соответственно, достаточно капать суспензию 5 понемногу из трубки 8 для капания со скоростью, составляющей одну каплю на несколько секунд, в соответствии с величиной диаметра обрабатываемой детали W.
Распылительное сопло 9 расположено со стороны, по существу противоположной по отношению к шлифовальному кругу 3 относительно центра обрабатываемой детали W, и обеспечивает нагнетание воздуха к центральной части шлифуемой поверхности обрабатываемой детали W. Соответственно, рассеивание суспензии 5, которая была распылена над шлифуемой поверхностью обрабатываемой детали W, наружу может быть предотвращено посредством наружной периферийной поверхности шлифовального круга 3.
Ориентация средства 6 подачи, особенно его распылительного сопла 9, не создает проблемы при условии, что она представляет собой ориентацию, при которой суспензия 5, капаемая из трубки 8 для капания, может быть распылена на шлифуемую поверхность обрабатываемой детали W без потерь. Суспензию 5 можно подавать на обрабатываемую деталь W из трубки 8 для капания только посредством капания без обеспечения наличия распылительного сопла 9.
В качестве абразивных зерен для суспензии 5 целесообразны абразивные зерна #8000 diamond-Gc (SiC), но также приемлемы другие абразивные зерна (на основе белого корунда, кубического нитрида бора и оксида церия и т.д.) и размеры зерен. Следовательно, виды абразивных зерен и размеры зерен, которые имеют абразивные зерна в суспензии 5, должны быть только заданы соответствующим образом в зависимости от шероховатости поверхности обрабатываемой детали W и используемого шлифовального круга 3.
При шлифовании обрабатываемой детали W из твердого хрупкого материала, такой как сапфировая пластина, на данном плоскошлифовальном станке 1 обрабатываемую деталь W сначала размещают на столе 2 с держателем. После этого шлифовальный круг 3 опускают и подают к обрабатываемой детали W соответственно во время вращения обрабатываемой детали W вместе со столом 2 с держателем в направлении стрелки а с частотой вращения, составляющей 50 об/мин, и вращения шлифовального круга 3 в направлении стрелки b с низкой окружной скоростью, составляющей 125 м/мин.
С другой стороны, суспензию 5 подают на обрабатываемую деталь W в виде тумана из средства 6 подачи так, что среднее подаваемое количество на единицу площади обрабатываемой детали W становится не превышающим 4,0 мл/см2/ч, и расход предпочтительно становится равным величинам порядка от 1,0 до 2,0 мл/см2/ч во время данного шлифования. Например, суспензию 5 в количестве порядка 0,1 мл капают капля за каплей с интенсивностью один раз в течение нескольких секунд из дистального конца трубки 8 для капания, и капающую суспензию 5 подают при одновременном вдувании ее в виде тумана к центральной части обрабатываемой детали W посредством воздуха, нагнетаемого из распылительного сопла 9, и в данном состоянии выполняют шлифование обрабатываемой детали W шлифовальным кругом 3.
Регулирование скорости выполняют во время шлифования обрабатываемой детали W таким образом, что нагрузка на шлифовальный круг 3 при шлифовании становится по существу постоянной. Это обусловлено тем, что высокая скорость приводит к перегрузке, а малая скорость приводит к неэффективности шлифования, когда обеспечивается постоянная скорость подачи шлифовального круга 3. Скорость подачи можно регулировать таким образом, чтобы температура обрабатываемой детали стала постоянной, например, находилась в пределах постоянного диапазона. Кроме того, когда нагрузка на шлифовальный круг 3 при шлифовании будет находиться в пределах постоянного диапазона, скорость подачи может быть по существу постоянной в пределах данного диапазона или может регулироваться многоступенчато.
Смазочно-охлаждающую жидкость (СОЖ) для шлифования не подают во время шлифования обрабатываемой детали W, и очищающую и охлаждающую жидкость подают в целях очистки и охлаждения обрабатываемой детали W после завершения шлифования обрабатываемой детали W. Тем не менее, смазочно-охлаждающую жидкость для шлифования или другие текучие среды можно подавать во время шлифования обрабатываемой детали W, если их подача осуществляется в такой степени, которая не оказывает отрицательного влияния на шлифование.
При шлифовании обрабатываемой детали W посредством шлифовального круга 3, вращающегося с низкой окружной скоростью, при одновременной подаче суспензии 5 на обрабатываемую деталь W понемногу подобным образом, может быть решена проблема, заключающаяся в том, что шлифовальный круг 3 становится непригодным вследствие незначительного изменения условий шлифования, как в случае выполнения шлифования шлифовальным кругом 3, вращающимся с высокой скоростью, и шлифовальный круг 3 может быть использован в таком состоянии, в котором шлифовальный круг соответственно способствует самозатачиванию.
Следовательно, существуют преимущества, заключающиеся в том, что заостренность шлифовального круга 3 может сохраняться стабильно в течение продолжительного времени без правки, и даже в том случае, когда обрабатываемая деталь W представляет собой твердый хрупкий материал или труднообрабатываемый материал, обрабатываемая деталь W может быть обработана на станке инновационно и точно, и, кроме того, производительность обработки на станке значительно повышается.
При вращении шлифовального круга 3 с низкой окружной скоростью при одновременной подаче суспензии 5 понемногу, например, истирание абразивных зерен шлифовального круга уменьшается даже в том случае, когда используется шлифовальный круг #1500 или более мелкозернистый шлифовальный круг. Абразивные зерна, содержащиеся в суспензии 5, способствуют проявлению эффекта умеренного самозатачивания шлифовального круга 3, так что может сохраняться соответствующая заостренность шлифовального круга 3, и шлифовальный круг 3 может обеспечивать шлифование обрабатываемой детали W без правки.
В частности, поскольку шлифовальный круг 3 вращается с низкой окружной скоростью, шлифовальный круг 3 может стабильно использоваться в состоянии, которое способствует соответствующему самозатачиванию. Отсутствует проблема, заключающаяся в том, что шлифовальный круг 3 становится непригодным вследствие незначительного изменения режима механической обработки и т.д., и отличная заостренность может поддерживаться стабильным образом. Следовательно, производительность обработки на станке значительно повышается по сравнению с обычными значениями.
Кроме того, шлифовальный круг 3 с умеренной заостренностью обеспечивает шлифование шлифуемой поверхности обрабатываемой детали W с высокой производительностью обработки на станке при вращении шлифовального круга с низкой окружной скоростью. Таким образом, даже в том случае, когда обрабатываемая деталь W представляет собой твердый хрупкий материал и т.д., может быть предотвращено хрупкое разрушение, проявляющееся в том, что абразивные зерна шлифовального круга вынужденно царапают шлифуемую поверхность и вызывают разрыв шлифуемой поверхности обрабатываемой детали W и т.д., и шероховатость поверхности, которую иметь шлифованная поверхность обрабатываемой детали W, существенно улучшается.
Кроме того, может быть обеспечено эффективное шлифование обрабатываемой детали W заостренным шлифовальным кругом 3, вращающимся с низкой окружной скоростью, так что выделение тепла в обрабатываемой детали W и т.д. при шлифовании может быть подавлено, и может быть предотвращено снижение точности шлифования, в особенности ухудшение плоскостности (полного разброса по толщине (TTV)), обусловленное тепловым расширением стола 2 с держателем и обрабатываемой детали W.
При разработке способа шлифования поверхности, который обеспечивает вращение шлифовального круга 3 с низкой окружной скоростью для шлифования обрабатываемой детали W при одновременной подаче суспензии 5, как описано выше, были проведены эксперименты для определения зависимости между окружной скоростью шлифовального круга и температурой обрабатываемой детали/полным разбросом по толщине (TTV), зависимости между расходом суспензии и величиной, характеризующей самозатачивание шлифовального круга, (потерями при истирании) и зависимости между окружной скоростью шлифовального круга и количеством материала, снимаемого с обрабатываемой детали. Были получены результаты, подобные показанным на фиг. 4-6.
Фиг. 4 показывает зависимость между окружной скоростью шлифовального круга и температурой обрабатываемой детали/полным разбросом по толщине (TTV). Число оборотов сапфировой обрабатываемой детали W было задан равным 50 об/мин, и окружная скорость шлифовального круга 3 и обрабатываемой детали W была задана не семи уровнях в диапазоне от 0 м/мин до 850 м/мин, и обрабатываемую деталь W шлифовали шлифовальным кругом 3 при каждой окружной скорости при одновременной подаче суспензии 5. Измеряли температуру обрабатываемой детали и полный разброс по толщине (TTV) при каждой окружной скорости. Были получены результаты, подобные показанным на фиг. 4.
В результате была обеспечена возможность шлифования обрабатываемой детали W при окружной скорости, составляющей 0 м/мин. Было установлено, что точность шлифования, в особенности плоскостность обрабатываемой детали W ухудшилась при окружной скорости, превышающей 500 м/мин, поскольку температура обрабатываемой детали быстро увеличивалась и наряду с этим увеличивался полный разброс по толщине (TTV). С другой стороны, было установлено, что температура обрабатываемой детали стабилизировалась и наряду с этим полный разброс по толщине (TTV) уменьшился, когда окружная скорость шлифовального круга 3 была задана не превышающей 500 м/мин, предпочтительно равной от 30 до 430 м/мин и более предпочтительно - порядка по существу от 50 до 250 м/мин.
Соответственно, из результатов, показанных на фиг. 4, можно видеть, что температуру обрабатываемой детали и полный разброс по толщине (TTV) можно поддерживать на низком уровне, и точность шлифования обрабатываемой детали W может быть гарантирована при вращении шлифовального круга 3 с окружной скоростью, не превышающей 500 м/мин, предпочтительно составляющей от 30 до 430 м/мин и более предпочтительно - не превышающей величины порядка по существу от 50 до 250 м/мин.
Фиг. 5 показывает зависимость между расходом суспензии и величиной, характеризующей самозатачивание шлифовального круга, (потерями при истирании). Число оборотов сапфировой обрабатываемой детали W было задано равным 50 об/мин, и окружная скорость шлифовального круга 3 была задана равной 125 м/мин, и шлифование каждой обрабатываемой детали W выполняли при одновременном изменении расхода суспензии на шести уровнях. Была измерена величина, характеризующая самозатачивание шлифовального круга, (потери при истирании) при каждом расходе суспензии. Были получены результаты, подобные показанным на фиг. 5.
Из данных результатов было установлено, что имели место тенденции повышения заостренности шлифовального круга 3 вследствие эффекта самозатачивания посредством абразивных зерен, содержащихся в суспензии 5, но износ шлифовального круга увеличивался, когда расход суспензии уменьшался, в то время как эффект самозатачивания посредством абразивных зерен ослаблялся и износ шлифовального круга уменьшался, когда расход суспензии увеличивался.
Соответственно, результаты по фиг. 5 показывают, что расход, не превышающий 4,0 мл/см2/ч, предпочтительно составляющий порядка от 1,0 до 2,0 мл/см2/ч, был подходящим в качестве расхода суспензии для гарантирования надлежащего эффекта самозатачивания шлифовального круга 3 и подавления износа шлифовального круга 3 в максимально возможной степени с учетом выбора оптимального соотношения между стоимостью шлифовального круга и стоимостью суспензии.
Фиг. 6 показывает зависимость между окружной скоростью шлифовального круга и количеством материала, снимаемого с обрабатываемой детали (при шлифовании). Число оборотов сапфировой обрабатываемой детали W было задано равным 50 об/мин, и расход суспензии был задан равным 1,0 мл/см2/ч, окружная скорость шлифовального круга 3 и обрабатываемой детали W была задана на шести уровнях в диапазоне от 10 м/мин до 850 м/мин, выполняли шлифование обрабатываемой детали W, и измеряли количество материала, снимаемого с обрабатываемой детали при каждой окружной скорости. Были получены результаты, подобные показанным на фиг. 6.
Кроме того, фиг. 6 также показывает для сравнения зависимость между окружной скоростью шлифовального круга и количеством материала, снимаемого с обрабатываемой детали, в случае шлифования обрабатываемой детали W при каждой окружной скорости при одновременной подаче обычной смазочно-охлаждающей жидкости (СОЖ) для шлифования. Соответствующие количества материала, снимаемого с обрабатываемой детали, - это количества материала, снимаемого в том случае, когда нагрузка на шлифовальный круг 3 при шлифовании является постоянной и величина подачи является постоянной.
Из данного результата по фиг. 6 было установлено, что при вращении шлифовального круга 3 с низкой окружной скоростью для выполнения шлифования при одновременной подаче суспензии 5, заостренность шлифовального круга 3 повышалась, количество материала, снимаемого с обрабатываемой детали, увеличивалось, и шлифование выполнялось эффективно по сравнению со случаем выполнения шлифования при низкой окружной скорости при одновременной подаче обычной смазочно-охлаждающей жидкости (СОЖ) для шлифования.
Кроме того, было установлено, что даже когда суспензию 5 подавали с одним и тем же расходом, количество материала, снимаемого с обрабатываемой детали, особенно во время вращения шлифовального круга 3 с окружной скоростью, составляющей порядка 250 м/мин, становилось максимальным, и количество материала, снимаемого с обрабатываемой детали, уменьшалось при окружной скорости, составляющей менее 30 м/мин и более 430 м/мин, и количество материала, снимаемого с обрабатываемой детали, изменялось в значительной степени между окружными скоростями, составляющими 30 м/мин и 430 м/мин, при максимальном значении, достигаемом при окружной скорости, составляющей 250 м/мин.
Полагают, что тенденция уменьшения количества материала, снимаемого с обрабатываемой детали, в определенном диапазоне окружных скоростей обусловлена тем, что износ шлифовального круга, вызываемый абразивными зернами и т.д., содержащимися в суспензии 5, увеличивается, когда окружная скорость падает до значений менее 30 м/мин, и проскальзывание шлифовального круга 3 становится значительным, когда окружная скорость превышает 430 м/мин.
Соответственно, из результатов по фиг. 4 и фиг. 6 было установлено, что возможность стабильного сохранения заостренного состояния шлифовального круга 3 обеспечивалась и производительность обработки на станке значительно повышалась при вращении шлифовального круга 3 с окружной скоростью, не превышающей 500 м/мин, предпочтительно составляющей от 30 до 430 м/мин и более предпочтительно - порядка по существу от 50 до 250 м/мин.
Кроме того, поскольку обрабатываемую деталь W можно шлифовать заточенным шлифовальным кругом 3, хрупкое разрушение на стороне шлифуемой поверхности обрабатываемой детали W может быть предотвращено, и возможно шлифование, при котором шероховатость поверхности и плоскостность значительно улучшаются по сравнению со случаем выполнения шлифования при одновременной подаче обычной смазочно-охлаждающей жидкости (СОЖ) для шлифования и т.д.
Фиг. 7 показывает пример второго варианта осуществления настоящего изобретения. При подаче суспензии 5, капаемой капля за каплей из трубки 8 для капания, при одновременном распылении ее посредством вдувания воздуха из распылительного сопла 9, также приемлемой является ситуация, когда дистальные концы трубки 8 для капания и распылительного сопла 9 расположены вдали от стороны, противоположной по отношению к шлифовальному кругу 3, относительно центра обрабатываемой детали W, и суспензию 5, подаваемую по каплям из дистального конца трубки 8 для капания, выдувают в направлении стрелки с к зоне вблизи центра шлифуемой поверхности обрабатываемой детали W посредством воздуха из распылительного сопла 9. При выполнении этого трубка 8 для капания и распылительное сопло 9 могут быть установлены в стороне от шлифовального круга 3.
Выше были подробно описаны варианты осуществления настоящего изобретения. Настоящее изобретение не должно быть ограничено данными вариантами осуществления, и могут быть выполнены различные модификации. Например, подача суспензии 5 с помощью средства 6 подачи может быть такой, что суспензия 5 будет непосредственно капать на шлифуемую поверхность обрабатываемой детали W, или будет выполняться распыление суспензии 5 в виде тумана посредством распылительного сопла 9. Таким образом, форма подачи суспензии 5 не играет роли, и достаточно того, чтобы она могла подаваться понемногу.
Кроме того, материал обрабатываемой детали W не имеет существенного значения в настоящем изобретении. Помимо шлифования твердых хрупких материалов, таких как сапфировая пластина, настоящее изобретение может быть применено для шлифования труднообрабатываемых материалов, таких как SiC и GaN. Настоящее изобретение может использоваться при шлифовании материалов, легкообрабатываемых резанием. Абразивные зерна, содержащиеся в суспензии 5, могут представлять собой абразивные зерна, отличающиеся от алмазных, например, абразивные зерна GC. Размер абразивных зерен может быть таким же, как в шлифовальном круге 3, или может быть больше или меньше, чем в шлифовальном круге 3.
При использовании способа шлифования, подобного раскрытому в вариантах осуществления, можно предотвратить снижение точности механической обработки, такое как ухудшение плоскостности обрабатываемой детали W, обусловленное тепловыделением при шлифовании. Тем не менее, для дополнительного повышения точности механической обработки также можно отдельно предусмотреть механизм для корректировки финишной обработки обрабатываемой детали W.
В качестве средства корректировки можно предусмотреть, например, установку охлаждающего устройства для подавления увеличения тепловыделения при механической обработке. Кроме того, способ охлаждения включает способ, который предусматривает подачу холодного воздуха к обрабатываемой детали W, способ, который предусматривает включение механизма охлаждения (типа механизма с водяным охлаждением, типа механизма с термоэлектрическим охлаждением на основе эффекта Пельтье и т.д.) в привод перемещения обрабатываемой детали, и способ, который предусматривает охлаждение и подачу суспензии 5, и т.д.
Кроме того, предусмотрены способ корректировки формы обрабатываемой детали посредством выполнения шлифования при наклонном шпинделе 4 шлифовального круга или наклонном шпинделе привода перемещения обрабатываемой детали и способ корректировки формы обрабатываемой детали посредством образования предназначенной для контакта с обрабатываемой деталью поверхности привода перемещения обрабатываемой детали с вогнутой в середине формой и т.д. В том случае, когда поверхность контакта с обрабатываемой деталью образована с вогнутой формой в середине, необходимо только образовать предназначенную для контакта с обрабатываемой деталью поверхность держателя с вогнутой формой в середине, не меньшей чем степень уменьшения плоскостности.
Также существует возможность регулирования характеристик суспензии 5, подлежащей подаче на шлифуемую поверхность обрабатываемой детали W из средства 6 подачи, в зависимости от ситуации во время шлифования обрабатываемой детали W или в соответствующий момент времени, например, когда шлифование обрабатываемой детали W завершено, и осуществляется переход к шлифованию другой обрабатываемой детали W. В частности, размер, количество, компоненты и подаваемое количество абразивных зерен можно варьировать для изменения потерь при истирании шлифовального круга.
Например, как очевидно из результатов по фиг.5, величина, характеризующая самозатачивание (потери при истирании) шлифовального круга 3, изменяется в зависимости от величины подаваемого количества даже при подаче одних и тех же видов суспензии 5. Следовательно, средство регулирования расхода может быть предусмотрено в середине средства 6 подачи для «улавливания» изменения величины, характеризующей самозатачивание шлифовального круга 3, (потерь при истирании шлифовального круга 3) и регулирования расхода суспензии 5 таким образом, чтобы величина, характеризующая самозатачивание, (потери при истирании) стала (-и) по существу постоянной (-ыми).
Кроме того, компонент, который вступает в химическую реакцию с компонентами шлифовального круга (в особенности с компонентом его связки и т.д.), может быть вмешан в суспензию 5, и суспензия 5, смешанная с данным компонентом, может быть подана на шлифуемую поверхность обрабатываемой детали W. В этом случае становится возможным увеличить или уменьшить высоту выступов абразивных зерен шлифовального круга за счет химической реакции с компонентом связки шлифовального круга 3, и, следовательно, заостренность шлифовального круга 3 может быть изменена.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Плоскошлифовальный станок
2 Стол с держателем
3 Шлифовальный круг
5 Суспензия
6 Средство подачи
W Обрабатываемая деталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1985 |
|
SU1283052A1 |
| Способ шлифования сферических поверхностей | 1980 |
|
SU942953A1 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2012 |
|
RU2482952C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |


Изобретение относится к области абразивной обработки и может быть использовано при обработке деталей из твердых хрупких или труднообрабатываемых материалов. Осуществляют шлифование поверхности обрабатываемой детали посредством чашеобразного шлифовального круга, проходящего через ее центральную часть и вращающегося с окружной скоростью не более 500 м/мин. При этом периодически из трубки на центральную часть обрабатываемой детали капают суспензию и распыляют ее в виде тумана при воздействии воздухом до ее попадания на верхнюю поверхность обрабатываемой детали. В результате повышается точность и производительность обработки деталей из твердых хрупких и труднообрабатываемых материалов. 4 з.п. ф-лы, 7 ил. 
Способ шлифования поверхности обрабатываемой детали, включающий шлифование верхней поверхности обрабатываемой детали посредством чашеобразного шлифовального круга, вращающегося так, чтобы проходить центральную часть обрабатываемой детали при подаче суспензии, содержащей абразивные зерна, на верхнюю поверхность обрабатываемой детали, вращающейся вокруг центральной части обрабатываемой детали, отличающийся тем, что вращают шлифовальный круг с окружной скоростью не более 500 м/мин,
капают суспензию периодически из трубки для капания на центральную часть обрабатываемой детали или на зону вблизи центральной части обрабатываемой детали рядом с шлифовальным кругом,
вдувают воздух, нагнетаемый из распылительного сопла, со стороны, по существу противоположной по отношению к шлифовальному кругу к центральной стороне обрабатываемой детали в направлении центральной части обрабатываемой детали,
вдувают воздух, нагнетаемый из распылительного сопла, в суспензию, капающую из трубки для капания до того, как она капнет на верхнюю поверхность обрабатываемой детали, и
подают суспензию к шлифуемой части обрабатываемой детали при выдувании суспензии в виде тумана воздухом.
2. Способ по п. 1, отличающийся тем, что окружная скорость шлифовального круга составляет от 30 до 430 м/мин.
3. Способ по п. 1, отличающийся тем, что суспензию распыляют в виде тумана на обрабатываемую деталь.
4. Способ по любому из пп. 1-3, отличающийся тем, что суспензию подают периодически с расходом, не превышающим 4,0 мл/см2/ч.
5. Способ по любому из пп. 1-3, отличающийся тем, что суспензию подают периодически с расходом от 1,0 до 2,0 мл/см2/ч.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Устройство для управления подачей воды и абразивных или полировальных материалов на шлифовальную шайбу | 1952 |
|
SU95671A1 |
| SU 1827957 A1, 20.03.1996. | |||

